Ja znam jeden ..... uniwersalny.CFA pisze:Np dwa przyrządyDamien 328 pisze:Jak w każdej kostce mam inny kąt to jak sobie wyobrażasz taki przyrząd? I jedna kostka ma np. 40 mm wysokości a druga 250?. ...

Mariusz.
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")
")
Ale od samego CNC szybkość tak bardzo nie rośnie, precyzja też nie zależy od numeryczności. Bardziej powtarzalność, ale jak masz detale typu "każdy inny", to CNC nie daje jakiejś technologicznej przewagi. Pozwala Ci jedynie wykonać szybciej tylko pewne operacje, które na konwencjonalnej maszynie są kłopotliwe lub wymagają np kształtowych narzędzi itp a cała reszta się nie zmieni za bardzo. Może napisz, które operacje w tych detalach sprawiają Ci jakiś problem, który wydaje Ci się, że numeryczność usunie.Damien 328 pisze:Jaki sens kupować cnc żeby robić to samo co na manualu?CFA pisze:No to zrób tak samo, tylko że na CNC.
Chcę zwiększyć precyzję i szybkość a nie wydać pieniądze "bo chcę mieć CNC".

")
Damien 328 pisze:Do Kolegi WZÓR:
1) teraz ustawiam kostki w imadle pod kątem ale myślę że jak będę miał to samo robić na centrum to mija się to z celem,....
.... tylko nie przeiwestuj.Damien 328 pisze:Jaki sens kupować cnc żeby robić to samo co na manualu?CFA pisze:No to zrób tak samo, tylko że na CNC.
Chcę zwiększyć precyzję i szybkość a nie wydać pieniądze "bo chcę mieć CNC".
Dysponuje teraz ploterem MADE IN CHINA oraz frezarką konwencjonalną PROMA (też MADE IN CHINA chociaż niby czeska) i robię te elementy bez problemu (same kostki wykonuje tylko na frezarce, natomiast ploterem obrabiam inne części). A teraz przymierzam się do jakiegoś centrum CNC.burzaxxx pisze:a tak w ogóle to jaką maszyną dysponujesz?
3 osie czy więcej?
skrętna głowica?
stół poziomy obrotowy?
Teraz "trafiła do mnie" Twoja wypowiedź bo wcześniej miałem wrażenie że trochę "sobie ze mnie żarty robisz i nie traktujesz poważnie".CFA pisze:Ale od samego CNC szybkość tak bardzo nie rośnie, precyzja też nie zależy od numeryczności. Bardziej powtarzalność, ale jak masz detale typu "każdy inny", to CNC nie daje jakiejś technologicznej przewagi. Pozwala Ci jedynie wykonać szybciej tylko pewne operacje, które na konwencjonalnej maszynie są kłopotliwe lub wymagają np kształtowych narzędzi itp a cała reszta się nie zmieni za bardzo. Może napisz, które operacje w tych detalach sprawiają Ci jakiś problem, który wydaje Ci się, że numeryczność usunie.
Na pewno szybciej i ładniej zrobisz fasolki, jakiś promień w gabarycie, kanał na szerokość na gotowo - ale na czas - to zysk będzie dopiero jak się zacznie powtarzać. Ale skoro piszesz, że się nie powtarza na tyle, że konwencjonalnie można skorzystać z jakichkolwiek wykonanych wcześniej kamieni, podkładek, wkładek, to i numerycznie będziesz musiał programować i kontrolować otrzymany wynik (czas biegnie).
Ja tu widzę tylko pięć osi jeżeli miałoby to mieć sens w porównaniu do tego jak wykonuję to teraz na frezarce manualnej? Mam rację czy się mylę?WZÓR pisze:... tylko nie przeiwestuj.
Maszyna CNC , CAM 5 osi ..... , droga ta kostka będzie.
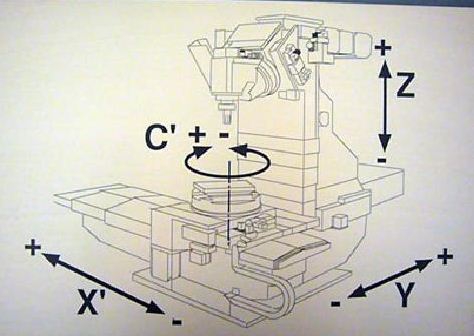
Ale wtedy głowica ma iść po skosie robiąc rowek? W jaki sposób? Musiałyby być sterowany posuwy cnc bo musi iść jednocześnie wzdłuż i w górę?burzaxxx pisze:zamiast 5 osi
frezarka ze stołem obrotowym oś C
głowica pracująca wertykalnie i horyzontalnie
Ja pisałem że robię taką kostkę od 1,5 - 2 h (czas).burzaxxx pisze:co do 2mm zaciskania, nie napisałem 2 mm, ale 5 mm starczy
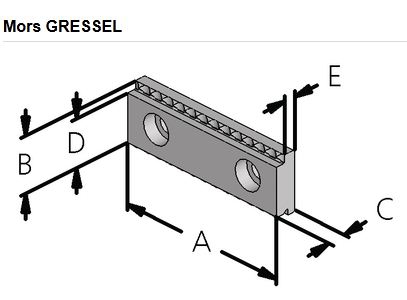
Co masz na myśli? np. kąt prosty między spodem a boczną ścianką ? że ma nie być fazki/promienia na krawędzi?burzaxxx pisze:jednakże surówka musi mieć kąt ostry na spodzie, inaczej wyjdzie ze szczęk






