Toczenie Miedzi
")


-
 Tomciowoj
Tomciowoj
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 660
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
Za dużo się nie zmieniło, dla ABB robią z fi 20, jeden koniec spęczany, od czół gwinty wewnętrzne wygniatane, stożek toczony, reszta szlifowana na taśmie w rękawiczkach coby plam nie było. Toczone nożami z płytką ( typu nie pamiętam), wiercone jak podałem powyżej wiertłem hm do miedzi. Tylko mało kto chce (i wie jak) ostrzyć trzypiórowe.kamar pisze: Lata temu przerabiałem tony prętów fi32 z gwintowaniem zewnętrznym, spęczaniem,podtaczaniem i polerką pod srebrzenie.
-
Tomciowoj
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 660
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
Nie ostrzę bo tam nie pracuję ( a jak pracowałem to na utrzymaniu ruchu). Z tego co mówili to tylko producent, i krotoszyński Tombud instalował ostrzałke do tych wierteł. Kilka lat już minęło więc chyba już dograli ostrzenie. Gdzieś mam takie wiertło ze złamanym mocowaniem to mogę zrobić fotkę. Napewno jest samocentrujące, na głębokość 20 mm jechali bez wycofywania. Wióry wychodziły wstęgowe bardzo mało skręcone.FRED76 pisze:Tomciowoj a jak ostrzysz ?
[ Dodano: 2014-02-02, 18:20 ]
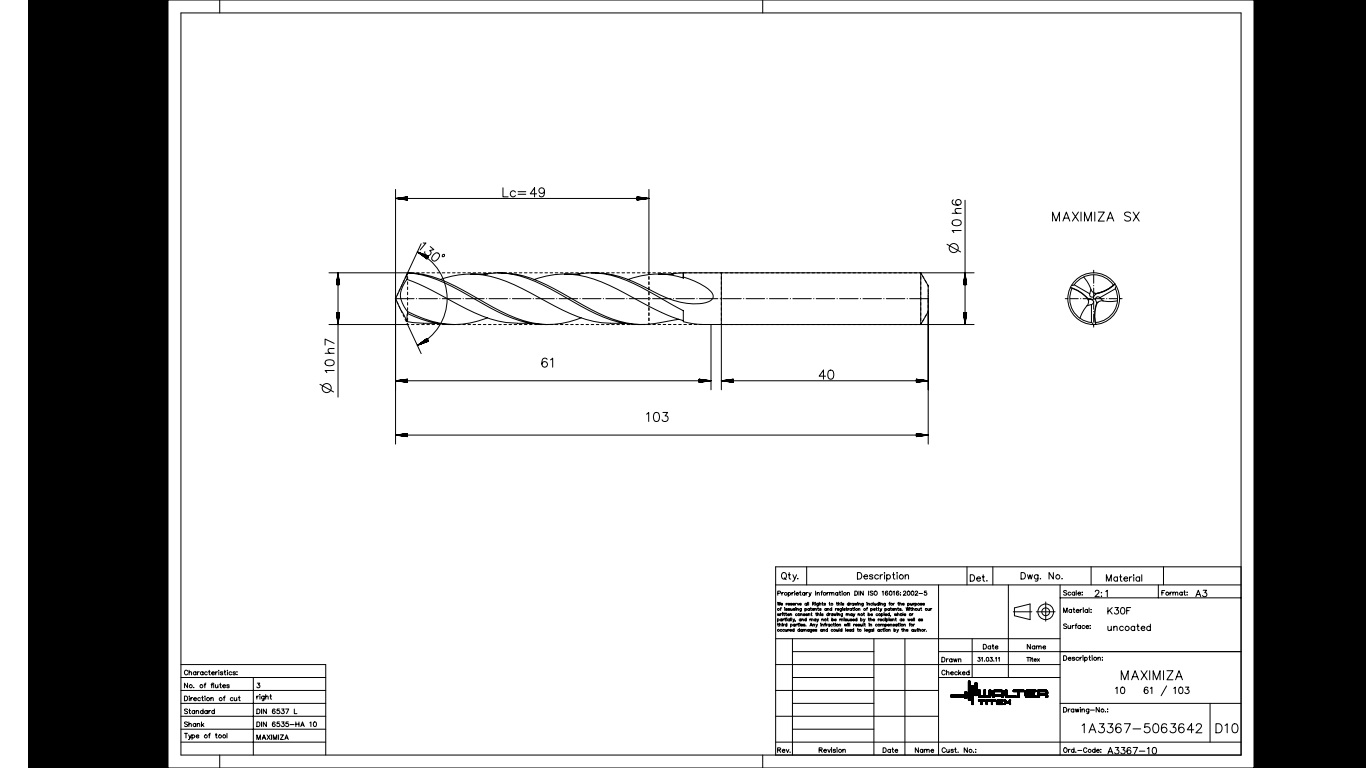
Fotki wychodzą mi nieostre, załączam zdjęcie i pdf-a ze strony producenta (przykładowo fi 10). Oznaczenie wierteł A3367-fi.