Strona 1 z 1
ustawienie silników krokowych
: 18 lis 2016, 20:41
autor: elmo02
Witam, od dłuższego czasu zmagam się z problemem nie wykonywania poleceń przez moje sterowanie. Otóż gdy w linux zadaję wartość przejazdu np y-0.5 nie pokrywa się ona z rzeczywistością i to grubo bo nawet i 0,2 to występuje we wszystkich osiach w każdej inne śruby w jednej steinmeyer w drugiej hiwin a w trzeciej chinczyk, dodam ze tak samo się dziee na linux czy na mach 3; skok śrub=5mm liczba krokow silnika= 200; podział=2, czy ktoś może coś doradzić? dzięki.
: 18 lis 2016, 20:44
autor: zacharius
jeśli nie ma gubienia kroków to mechanika bądź coś z ustawieniami skopane, za mało szczegółow
: 18 lis 2016, 20:54
autor: elmo02
mechanika jest ok są, problem jest taki jeśli np. przejade g1 y1 f200 i wroce na g1 y0 f200 to wraca w to samo miejsce tylko w rzeczywistości to nie jest 1mm tylko 0,8mm, luzy na śrubach około 0,01-0,02; jakie ustawienia masz na myśli? Tak jakby coś było skopane z wartością przesuwu....
: 18 lis 2016, 21:48
autor: zacharius
no właśnie na to wygląda, nie pamiętam dokładnie jak to było w linuxie ale czy tam nie jest podawana ilość kroków na obrót śruby? jeden obrazek z ustawień + ustawienie sterownika potrafi wiele powiedzieć
: 18 lis 2016, 22:53
autor: adam Fx
elmo02,
przystaw zegar do osi.
Przejedz np 10mm
odczytaj
W .INI w SCALE zmień trochę wartość i tak aż do idealnej wartości 10mm
Jeśli to nie mech. Czy elekt. To ta metoda zda egzamin.
: 19 lis 2016, 00:22
autor: elmo02
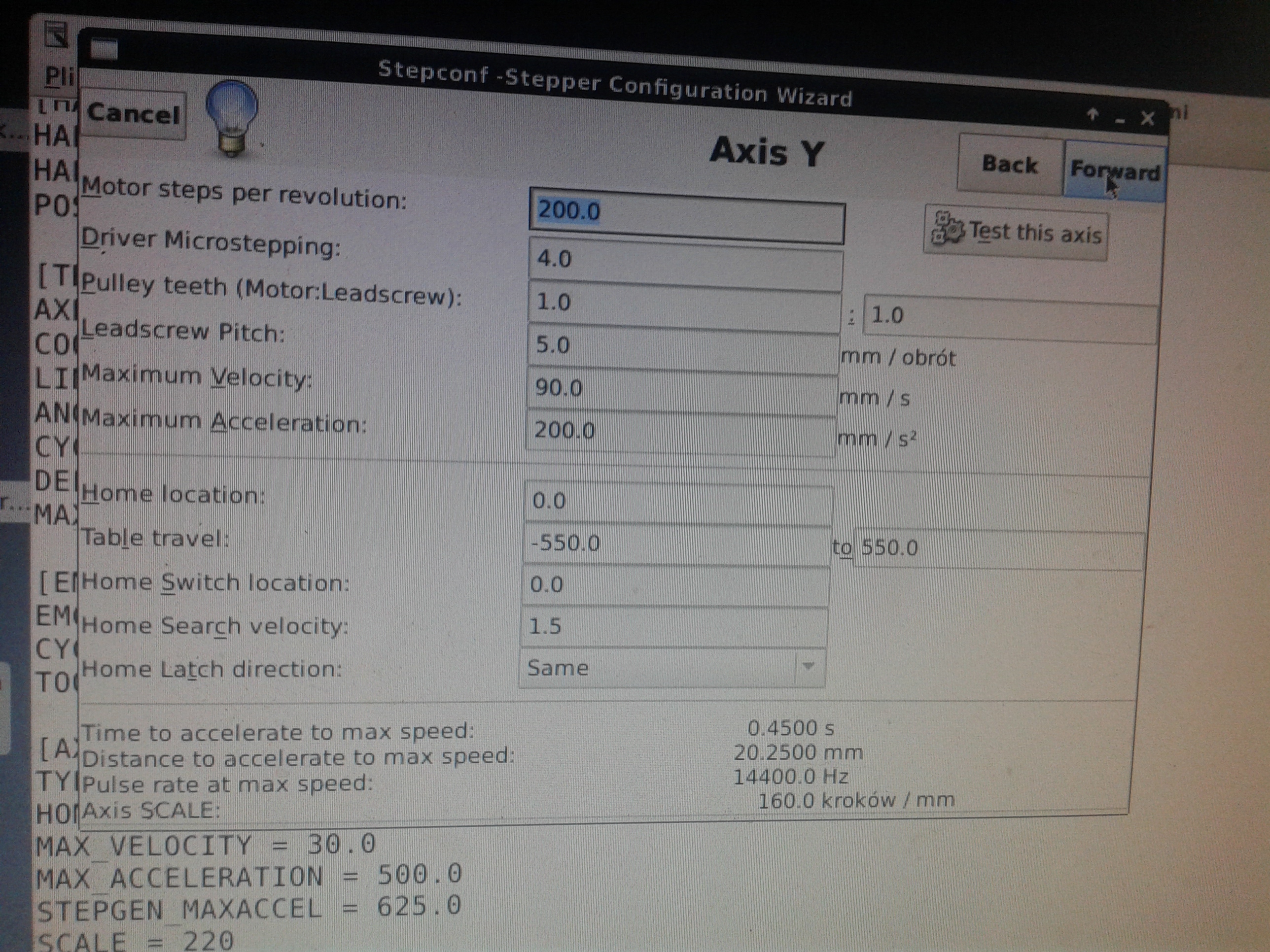
podział jest ustawiony 160um na obrót więc jest chyba dobrze tak wyliczył linux ja ustawiłem 200 ukrokow + dzielnik 2 jutro dam screena, adam mógłbyś wytłumaczyć łopatologicznie bo na razie to ja nie ogarniam aż tak dobrze tego linuxa, czy chodzi Ci o to żeby manipulować ile ukroków na obrót bo własnie tak robiłem i trochę pomagało na 0,5mm udało mi się zmniejszyć błąd do 0,02 mm, tylko czy potem będzie faktycznie przejeżdżał zadana wartość, bo wpisze g1 y5 a on mi odpali gdzieś za stół

: 19 lis 2016, 07:02
autor: adam Fx
elmo02 pisze:on mi odpali gdzieś za stół
wtedy będzie to jakaś awaria - z winy komputera oprogramowani czy sterownika.
ogólnie nie powinno do tego dojść
co to za podział
elmo02 pisze:160um na obrót
nam chodzi jaki masz ustawiony mikro krok
elmo02 pisze:ja ustawiłem 200 ukrokow + dzielnik 2
silnik raczej ma sam z siebie 200 kroków a nie ukroków - czekamy na foty bo tak to tylko zgadywanie.
elmo02 pisze: adam mógłbyś wytłumaczyć łopatologicznie
czujnik zegarowy mocujesz np.a osi Z przystawiasz do stołu
w głównym oknie ustawiasz (lewy górny róg) zamiast "ciągły" na skok np. 10mm
naciskasz Z - i oś zjeżdża teoretycznie o te 10mm odczytujesz z czujnika że jest 9mm
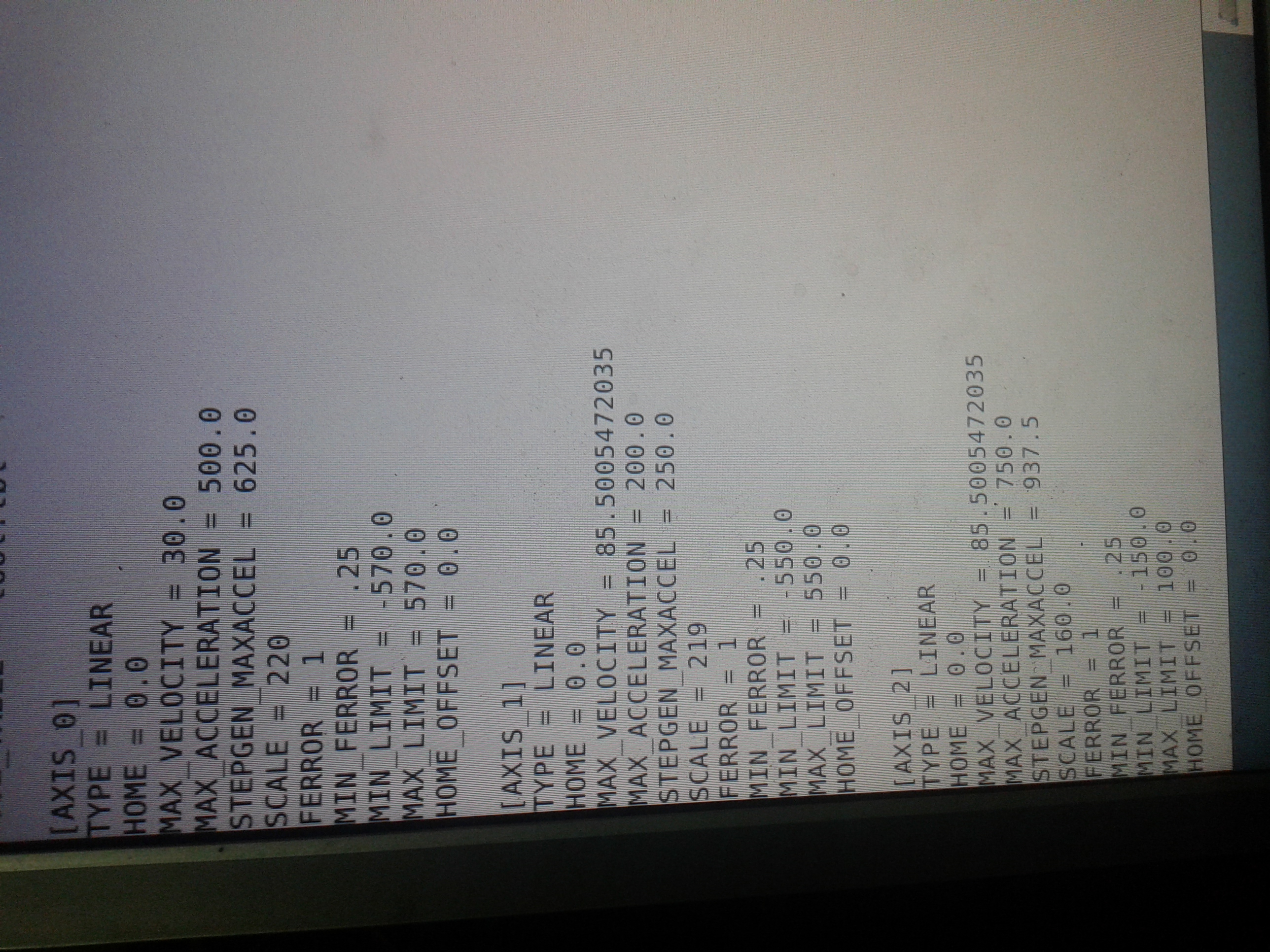
no to wchodzisz do pliku INI odszukujesz SCALE dla danej osi i zwiększasz lub zmniejszasz wartość zapisujesz resetujesz linyxcnc i ponawiasz test aż ociągniesz idealne 10mm
: 19 lis 2016, 13:05
autor: elmo02
Witam, zrobiłem tak jak radziłeś i faktycznie poprawiło się bo teraz praktycznie trzymam się na każdej wartości w 0,03mm oto screeny z poprawionych dwóch osi, luz na osiach koło 3 setek, zastanawiam się jak pokasować luz i przychodzi mi tylko na myśl zastosowanie dwóch nakrętek i rozprężanie ich sprężynami np. talerzowymi, bo wydaje mi się że po tych poprawkach sterowanie powinno już być ok.
: 19 lis 2016, 15:34
autor: adam Fx
Może to na początek
https://www.cnc.info.pl/topics54/progra ... t35118.htm ale mechaniczne to zawsze mechaniczne kasowanie ..osbiście na sztywno bym to zrobił bez sprężyny.
https://www.cnc.info.pl/topics80/stol-k ... t34637.htm