Mam prosbe do kolegow majacych doswiadczenie z przekladniami.
Moja frezarka to Optimum BF 20L vario z odciążoną zetką za pomoca sprężyny gazowej.
Uzupełniam ją obecnie o napęd CNC.

Przeniesienie napędu ma byc identyczne jak w kicie CNC producenta, czyli poprzez paski zębate.
Gdyz jest to bardzo wygodne rozwiazanie.
Z tym ze zestawow kitow jest sporo roznych, gdzie stosowane są rozne silniki .]
Ja wzoruje sie na jednym o parametrch podanych ponizej.
A to dlatego ze ,do tego zestwu sa podane wszystkie niezbedne dane - silnikow, kół zebatych i paskow.
Pytanie jest takie :
Jakie przelożenie najlepiej zastosowac ?
Producent w swoim kicie stosuje takie przełożenia na paskach zębatych M3 ?
Z-2:1 - skok sruby 4 mm - czyli 2 mm/obrot
X-1,25:1 - skok sruby 2mm - czyli 1,6 mm/obrot
Y-1,25:1- skok sruby 2mm - czyli 1,6 mm/obrot
silniki 3 Nm
Podawane przez producenta predkosci wszystkich osi dla srub trapezowych to>14mm/s
( dla srub kulowych >25mm/s. Ale tych nie mam i narazie bedzie na trapezowych )
Czy takie przelozenia są jakoś optymalne z punktu widzenia programu np. Mach 3 , oraz samej szybkosci i dokladnosci obróbki ?
Czy nie lepiej bylo by zastosować w osiach X i Y np. przełożenie całkowite 2:1.dajace 1mm/obrot zamiast jakieś 1,6mm/obrot.
Oraz w osi Z 2:1 dajace 2mm/obrot lub 4:1 dajece tez 1mm/obrot -jak w osiach X i Y [/b]
maja sens takie zmiany ?
Pomierzylem u siebie i kazda os potrzbuje obecnie okolo 1 Nm na jej przemieszcznie - bez obciazenia !
Jakie znaczenie ma moduł zębów - producent stosuje M3
U nas na forum widze ze wiekszość stosuje M5.
Przynajmniej takie wrazenie odnioslem po przeczytaniu N x setek postow.
Planuje zakup odpowiednich kół zebatych i paskow.
Dlatego jest to dla mnie wazne czy stosowac tak jak producent w kicie , czy jednak zmienic i przelozenia i paski na M5.
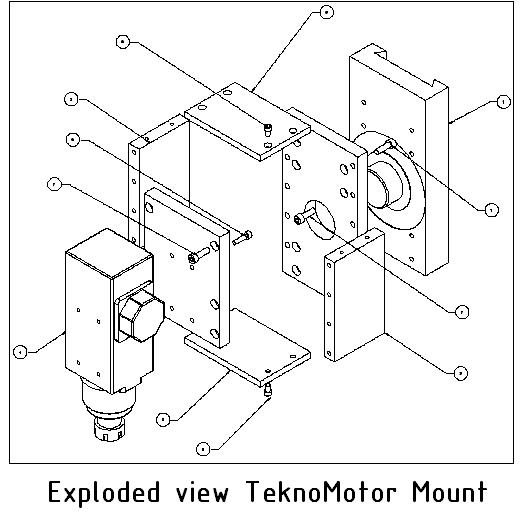
Na zdjeciu widoczny kit producenta do tej frezarki.

pozdrawiam


")