")
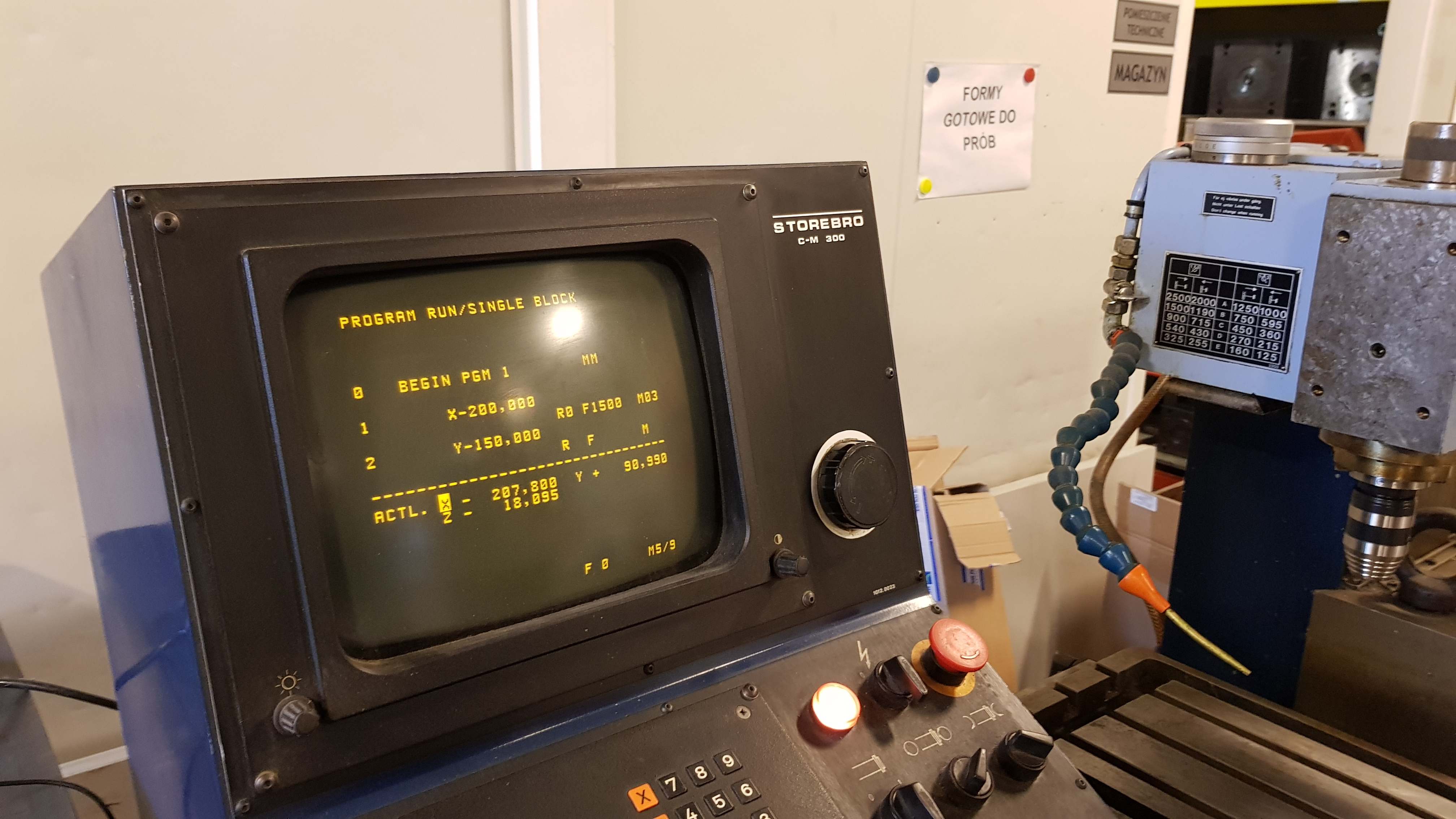
chciałem zwrócić się do Was o pomoc przy frezarce STOREBRO C-M300. Znajomy kupił frezarkę z b.dobrym stanie i planuje na niej frezować elektrody. Pojawiło się pytanie:
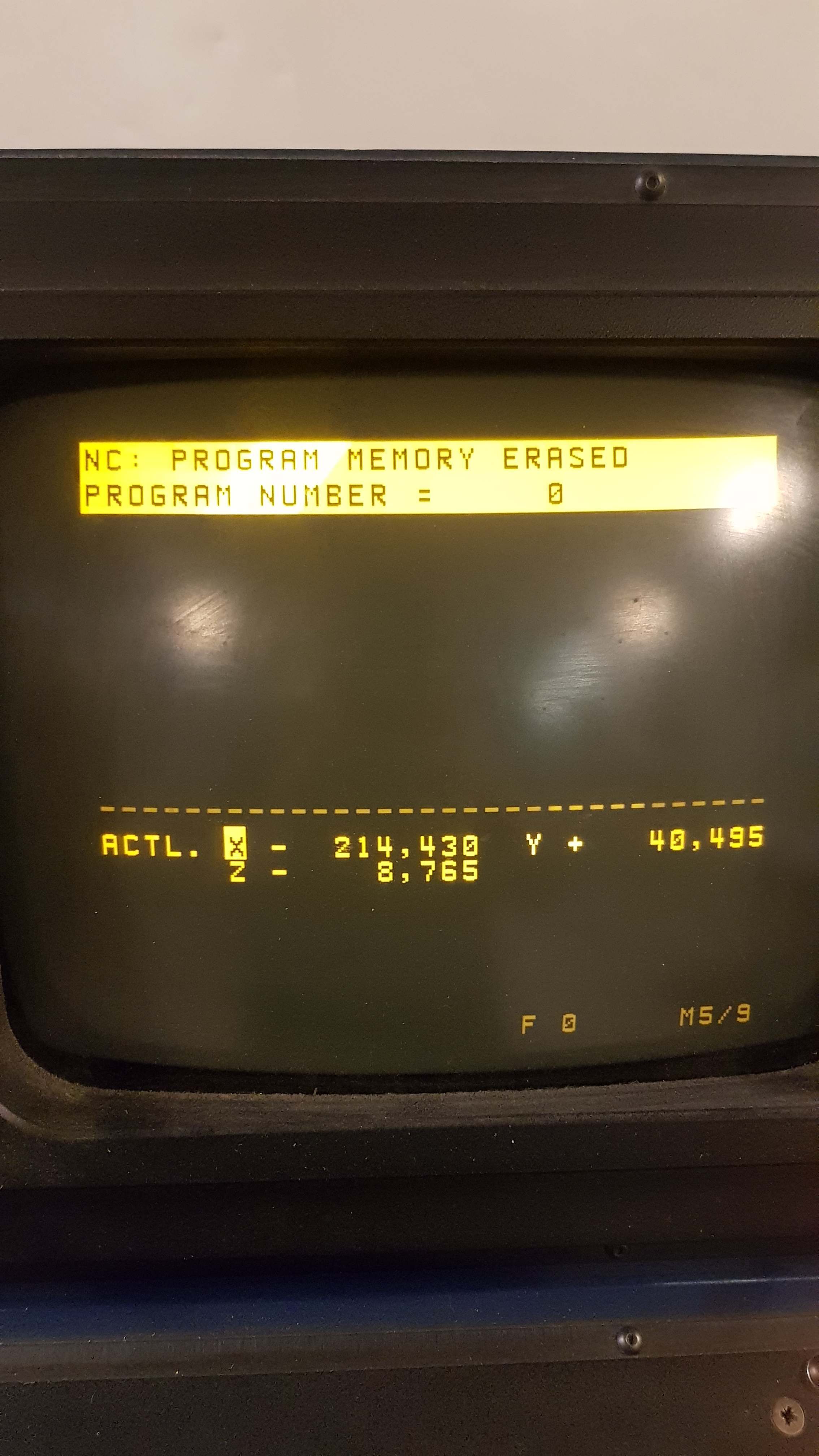
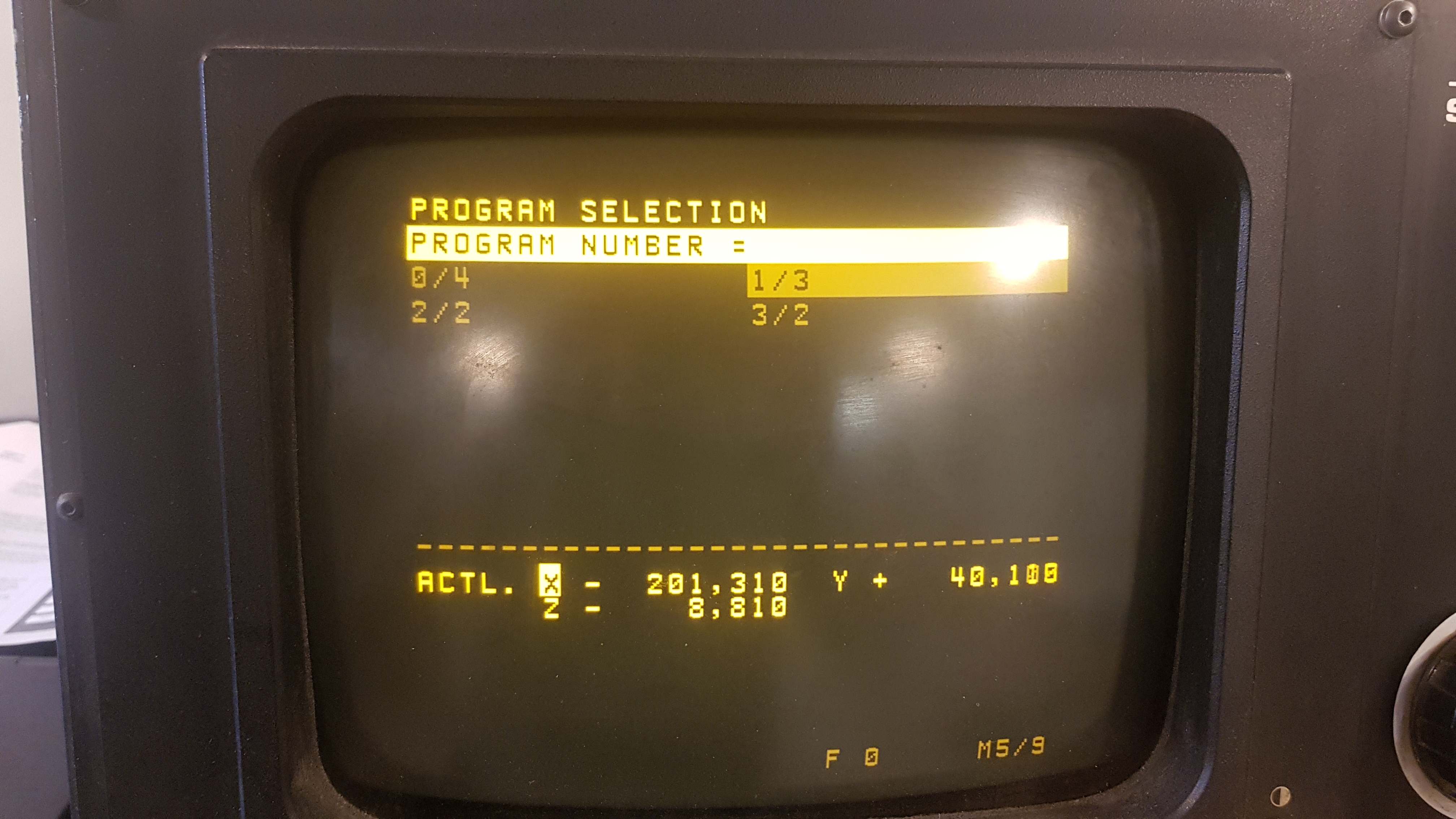
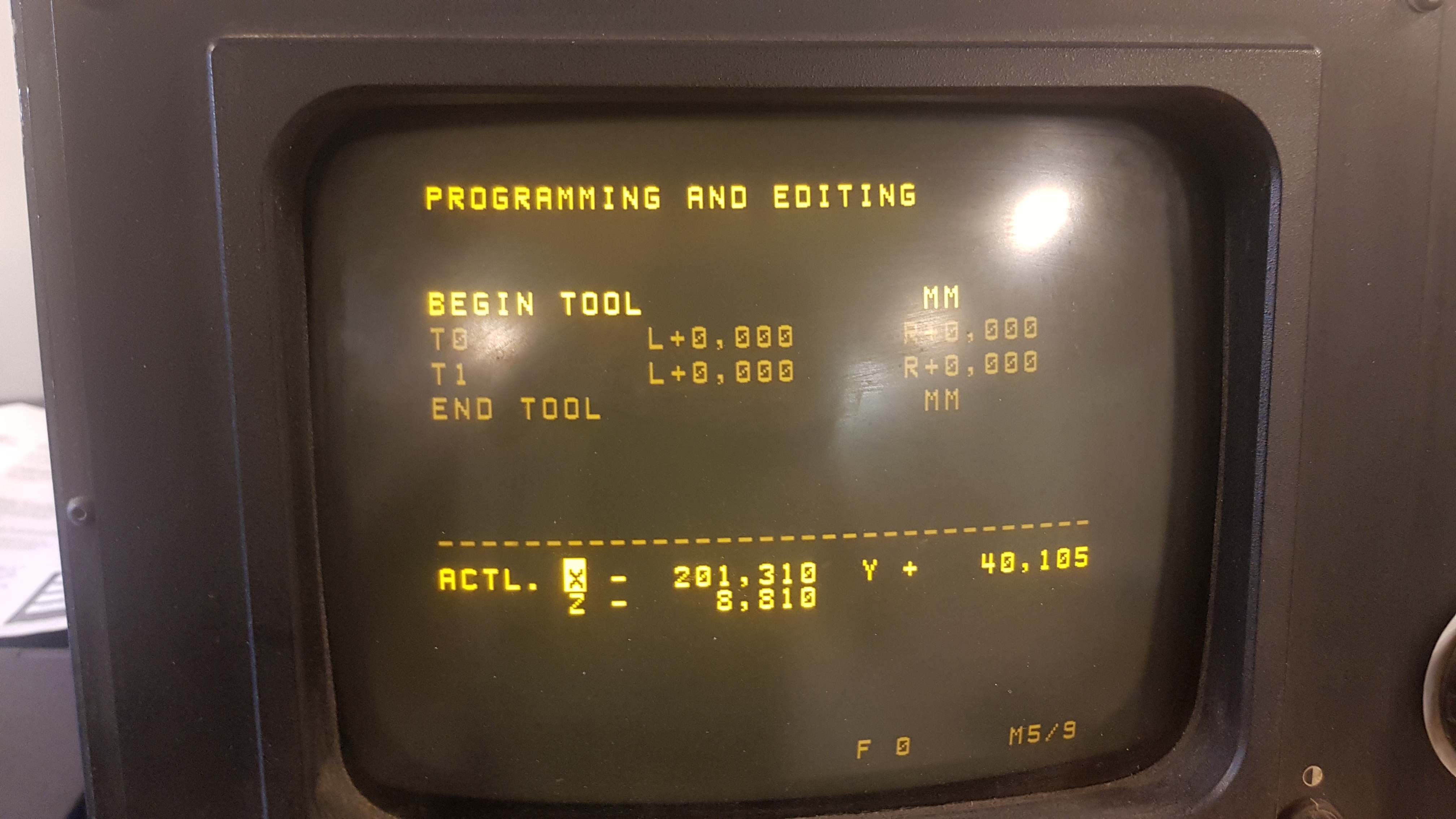
- czy to sterowanie (HH TNC 165) ma możliwość zapisywania długości narzędzia w postaci jakiejś tabeli narzędziowej? Chodzi o to żeby po założeniu dowolnego narzędzia maszyna była w stanie je pomierzyć i zapisać sobie gdzieś jego długość (lepsze) lub żeby pomierzyć ręcznie na maszynie i zapisać do jakiejś tablicy (gorsze ale ujdzie). Chcemy wyeliminować każdorazowe łapanie zera w zależności od zmiany narzędzia. Na myśl przychodzi od razu jakaś sonda narzędziowa ale czy ktoś wie jak można by się do tego zabrać? Gdzie i jak sprawdzić czy w tym sterowaniu da się to zrealizować? Ktoś, coś? Jeżeli znajdzie się osoba z trójmiasta chcąca pomóc mogę wprowadzić w temat.
Z góry dzięki.