



Kończę budowę swojej małej frezarki. Kolejnym krokiem jest wykonanie stołu. Stolik jest niewielki bo tylko 360x350mm. Stoliki z rowkami mają zbyt wysoką cenę dlatego stolik będzie "gładki" z otworami gwintowanymi. Mam kilka pytań do osób z większym doświadczeniem:
1. Co ile dawać otwory? 40mm ? 50mm?
2. Czy M5 wystarczy?
3. Widziałem, że niektóre stoły mają co drugi rząd otworów przesunięty. Takie rozwiązanie się sprawdza?
3. Stół będzie z 20mm aluminium. Otwory wykonać przelotowe? Nie wykluczam, że w przyszłości chciałbym użyć chłodziwa a przez te otwory wszystko będzie się lało w dół. Może wkręcić w te otwory śruby robaczkowe chociaż przypuszczam, że będą się one odkręcać przez wibracje?
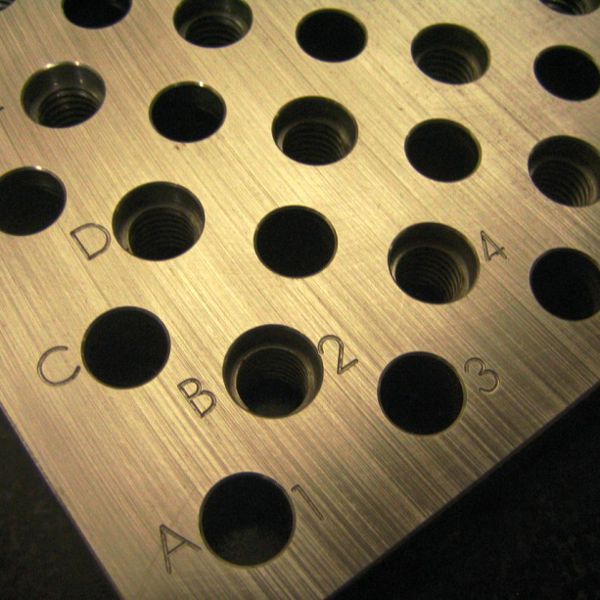
Stół do małej frezarki i sposób mocowania detali


-
MarioMAX
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 183
- Rejestracja: 17 sty 2013, 12:02
- Lokalizacja: Oświęcim
specpl, M5 małe, może się ukręcać M6 to takie minimum ja robiłem M8 dla bezpieczeństwa, wtedy też są fajne zestawy na allegro z łapami dociskowymi. Rozstaw, to jak uważasz, jak masz jakieś imadło, to zrób tak, żeby można go było przykręcić bez problemów, lub uchwyt 3 szczękowy.
Otwory zazwyczaj się robi nieprzelotowe, ale dobrze jest mieć wtedy gwintownik nr.3 z podszlifowanym spodem aby gwintu było jak najwięcej, wada to bardzo uciążliwe czyszczenie, nawet sprężone powietrze nie daje rady dobrze poczyścić z aluminium, nie mówiąc już o tym, jak piszczy dmuchanie w gwintowany otwór, no i śruby robaczkowe nie będą się wykręcać, o to się nie martw.
Otwory zazwyczaj się robi nieprzelotowe, ale dobrze jest mieć wtedy gwintownik nr.3 z podszlifowanym spodem aby gwintu było jak najwięcej, wada to bardzo uciążliwe czyszczenie, nawet sprężone powietrze nie daje rady dobrze poczyścić z aluminium, nie mówiąc już o tym, jak piszczy dmuchanie w gwintowany otwór, no i śruby robaczkowe nie będą się wykręcać, o to się nie martw.
-
 nowycrteam
nowycrteam
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 108
- Rejestracja: 01 sty 2012, 17:55
- Lokalizacja: Wodzisław
- Kontakt:
Co będziesz głównie obrabiał na stole ?
Czy często będziesz dokręcał i odkręcał śrubki M5 ?
otwory robisz tak jak ci będą pasować ważne aby nie były za blisko siebie.
Lepszym rozwiązaniem na dłużej będzie użycie jakiejś stali lekko ulepszonej.
Posłuży ci długo a gwinty tak szybko ci nie puszczą.
Ale sam materiał 25mm może będzie kosztowała ok 155 zł netto licząc ok 16-17złkg/netto sama płyta ważyć będzie 8,5kg do tego obróbka 3-4 rowków dodatkowo za obróbkę zapłacisz ok 100-250 zł w zależności komu zlecisz.
co daje łączny koszt max 405zł za stół z rowkami + koszta transportów ok 60 zł netto
Chyba że mówimy o kwocie 200 zł to wtedy faktycznie zrób stół z aluminium z otworami chociaż osobiście uważam że stalowy byłby trwalszy
Czy często będziesz dokręcał i odkręcał śrubki M5 ?
otwory robisz tak jak ci będą pasować ważne aby nie były za blisko siebie.
Lepszym rozwiązaniem na dłużej będzie użycie jakiejś stali lekko ulepszonej.
Posłuży ci długo a gwinty tak szybko ci nie puszczą.
Czasami warto zainwestować i mieć problem z głowy na dłużej nie wiem o jakiej kwocie rozmawiamy i jakie rowki cię interesują.Stoliki z rowkami mają zbyt wysoką cenę
Ale sam materiał 25mm może będzie kosztowała ok 155 zł netto licząc ok 16-17złkg/netto sama płyta ważyć będzie 8,5kg do tego obróbka 3-4 rowków dodatkowo za obróbkę zapłacisz ok 100-250 zł w zależności komu zlecisz.
co daje łączny koszt max 405zł za stół z rowkami + koszta transportów ok 60 zł netto
Chyba że mówimy o kwocie 200 zł to wtedy faktycznie zrób stół z aluminium z otworami chociaż osobiście uważam że stalowy byłby trwalszy
-
specpl
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 16
- Rejestracja: 24 mar 2016, 12:15
- Lokalizacja: Rzeszów
To maszyna bardziej do nauki niż do pracy zarobkowej. Będę obrabiał materiały sztuczne, mdf, max aluminium ale to jeszcze przyszłość. Rowki (nawet w przypadku 4) dość mocno ograniczą mi pole pracy.
Nie wiem czy dobrze robię ale rozmiar 350x360 to rozmiar pracy samego wrzeciona. Stół będę delikatnie planował i nie chciałem żeby został na około rant. Teoretycznie będzie można położyć większy element i z niego coś wyciąć. Zrobię w takim razie otwory M6 na głębokość 10-15mm. Mam gwintownik maszynowy to zrobię gwint do końca.
Nie wiem czy dobrze robię ale rozmiar 350x360 to rozmiar pracy samego wrzeciona. Stół będę delikatnie planował i nie chciałem żeby został na około rant. Teoretycznie będzie można położyć większy element i z niego coś wyciąć. Zrobię w takim razie otwory M6 na głębokość 10-15mm. Mam gwintownik maszynowy to zrobię gwint do końca.
")
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
kolego specpl, stół T-rowkowy możesz wykonać sam na już działającej maszynie nawet bez użycia frezu do rowków...
jak masz w miarę delikatną maszynę (i nie planujesz obrabiać stali) to stół "warstwowy" będzie dla ciebie idealny i na pewno tańszy niż lity...
możesz również zlecić zrobienie teowego litego komuś z forum i pewnie wyjdzie taniej niż na alledrogo
jak masz w miarę delikatną maszynę (i nie planujesz obrabiać stali) to stół "warstwowy" będzie dla ciebie idealny i na pewno tańszy niż lity...
możesz również zlecić zrobienie teowego litego komuś z forum i pewnie wyjdzie taniej niż na alledrogo
-
NFZ
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 416
- Rejestracja: 07 paź 2012, 21:49
- Lokalizacja: inąd
Pod wpływem sobotniego wieczoru nie rozwijałem - w przypływie niczem(khem khem) nie uzasadnionego optymizmu liczyłem na większą domyślność(choć teraz tak patrzę że to bardziej o telepatię czy inne jasnowidzenie by się musiało ocierać) 
Czasem za grosze idzie znaleźć prostopadłościenne(najczęściej kwadratowe) włazy do powyżej wspomnianych zbiorników.
Typowe wymiary zaczynają się od 400x400, ale i mniejszych* nie brakuje.
Powierzchnia najczęściej jest w "gofra" lub "czekoladkę" - i właśnie tych drugich warto szukać(po delikatnym poprawieniu wgłębień mamy śliczne pryzemki, do których naprawdę fajnie mocuje się wszelkiego rodzaju rurki czy wałki).
Plus gładkich płyt, to to, że można w nich wykonać właśnie te przesunięte otwory(dosyć często zostawia się je bez gwintu - tzn. pod kołki oporowe, takie rozwiązanie było dosyć popularne w starszego typu strugarkach, teraz w zasadzie spotykane tylko w płytach narzędziowych).

Niestety w karbowanej wyszedłby za rzadki raster(upierdliwe przy otworach gwintowanych), ew. któreś trzeba by było dać w bruzdach(lub co gorsza na ich przecięciu - co dużym problemem nie jest w płycie mocowanej do stołu, a zaczyna być jeśli jest ona równocześnie stolikiem).
*sam ostatnio na szrocie wygrzebałem taką około 300x300x26, niestety raster 30x30(a wg mnie idealny to 25x25 ew. z braku laku 50x50), ale biorąc pod uwagę śmieszną cenę i to że niewiele tam trzeba obróbki...
Czasem za grosze idzie znaleźć prostopadłościenne(najczęściej kwadratowe) włazy do powyżej wspomnianych zbiorników.
Typowe wymiary zaczynają się od 400x400, ale i mniejszych* nie brakuje.
Powierzchnia najczęściej jest w "gofra" lub "czekoladkę" - i właśnie tych drugich warto szukać(po delikatnym poprawieniu wgłębień mamy śliczne pryzemki, do których naprawdę fajnie mocuje się wszelkiego rodzaju rurki czy wałki).
Plus gładkich płyt, to to, że można w nich wykonać właśnie te przesunięte otwory(dosyć często zostawia się je bez gwintu - tzn. pod kołki oporowe, takie rozwiązanie było dosyć popularne w starszego typu strugarkach, teraz w zasadzie spotykane tylko w płytach narzędziowych).
Niestety w karbowanej wyszedłby za rzadki raster(upierdliwe przy otworach gwintowanych), ew. któreś trzeba by było dać w bruzdach(lub co gorsza na ich przecięciu - co dużym problemem nie jest w płycie mocowanej do stołu, a zaczyna być jeśli jest ona równocześnie stolikiem).
*sam ostatnio na szrocie wygrzebałem taką około 300x300x26, niestety raster 30x30(a wg mnie idealny to 25x25 ew. z braku laku 50x50), ale biorąc pod uwagę śmieszną cenę i to że niewiele tam trzeba obróbki...




