Dziękuję za odpowiedź
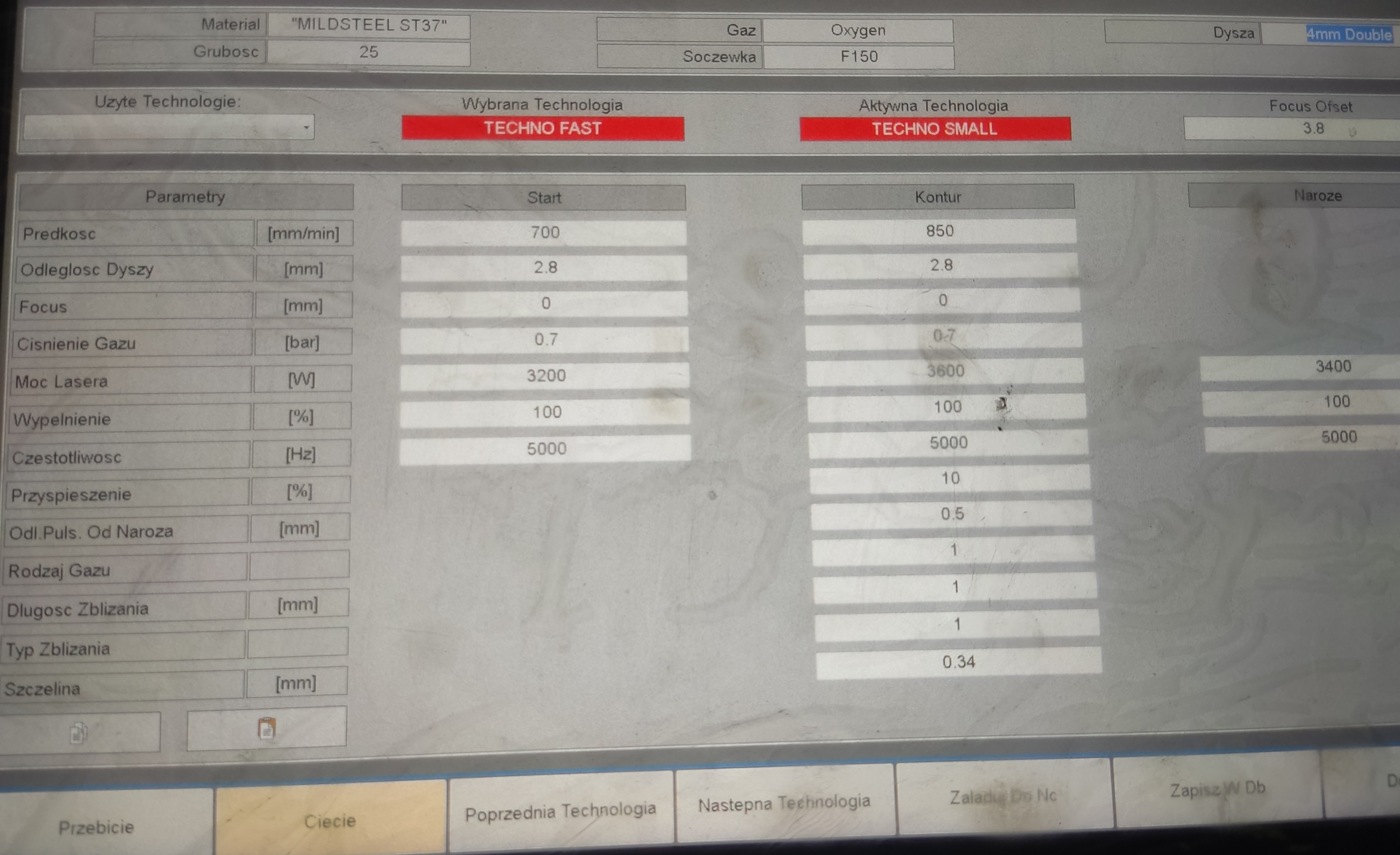
Zwiększyłem moc trochę, do 3800 zmniejszyłem prędkość i wyszło mi coś takiego



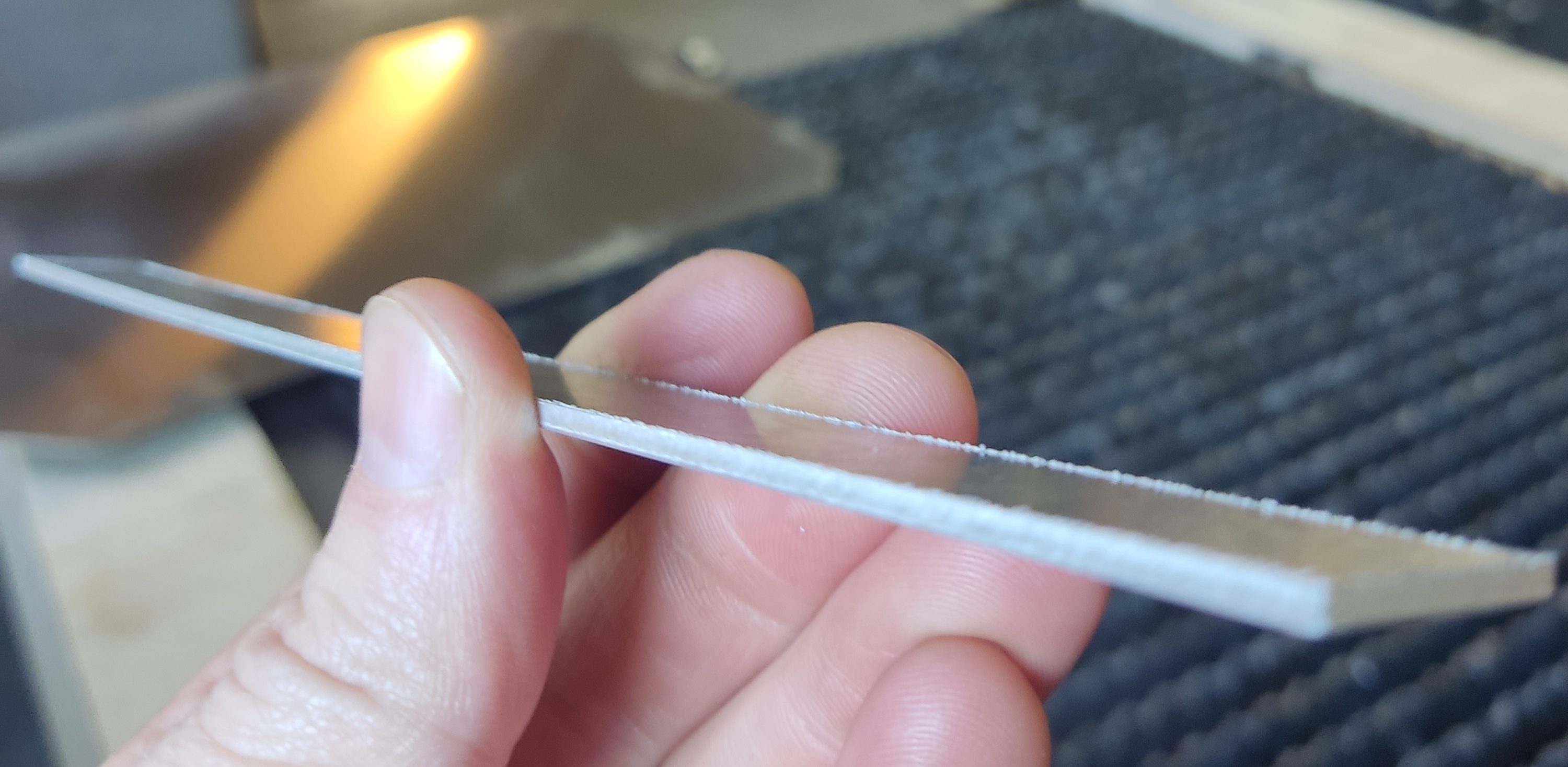
Jak widać, te krawędzie nie są zbyt ładne. Chociaż i tak jest lepiej niż ostatnio, pewnie dlatego, że prędkość mniejsza. Problem też w tym, że nie bardzo jestem w stanie po zmianie parametrów sprawdzić detal. To są duże elementy, których nie jestem w stanie wyciągnąć zaraz po wypaleniu. Muszę wyjeżdżać całym stołem, a wiadomo, że potem ciężko dalej palić bo zero arkusza będzie inne.
Jak już zmieniać parametry to focus bardziej w górę/dół? Spróbuję dysza 3d albo 2d. Ogólnie to myk jest też taki, że ja przebicia robię 1.5D, a zmieniam na palenie krawędzi na 3.5D. Bo jak robię przebicie 3.5 to straszna dziura się robi i wulkan.
P.S laser, na którym robię ma moc 6kW








")
")