



Witam,
czy ktoś z Was, ciął może nierdzewkę na HT PM 1650?
Mam do wycięcia w stali nierdzewnej kilka liter. Jak wygląda jakość cięcia? Jak dobrać parametry (tabelaryczne są, ale praktyka). Tnę tylko stal czarną i nie mam doświadczenia w nierdzewce. Przymierzam się do blach z przedziału 3 mm - 6 mm
Pozdrawiam
Cięcie jakościowe nierdzewki na HT PM1650


-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
Kiepsko się tnie HP1650 nierdzewkę. Szybciej lecą dysze …
Spróbuję zorganizować tabelki z poprawkami. Ale minus jest taki że ta stal lubi „toczyć” kulki przed palnikiem i obkleja się na dyszy niszcząc ja.
Trzeba prowadzić palnik wyżej, ale traci się na szybkości i jakości.
Mało ciąłem tym urządzeniem. Bardziej wole Thermaldynamic
Spróbuję zorganizować tabelki z poprawkami. Ale minus jest taki że ta stal lubi „toczyć” kulki przed palnikiem i obkleja się na dyszy niszcząc ja.
Trzeba prowadzić palnik wyżej, ale traci się na szybkości i jakości.
Mało ciąłem tym urządzeniem. Bardziej wole Thermaldynamic
Pozdrawiam robaczki kolorowe :)
-
pandabera
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 6
- Posty: 191
- Rejestracja: 03 cze 2007, 18:56
- Lokalizacja: z Polski
Blache 3 jeszcze wytniesz azotem ale powyżej robi się coraz gorzej jakość będzie trochę lepsza niż po powietrzu ale i tak sporo pozostawia do życzenia.
HT PM nie nadaje się zbytnio do cięcia jakościowego nierdzewki. Dysze finecut dość szybko siadają nie uzyskasz tyle wpaleń co przy czarnej blasze.jeśli chcesz trzymać nisko palnik to przyszykuj sobie większą ilość dysz
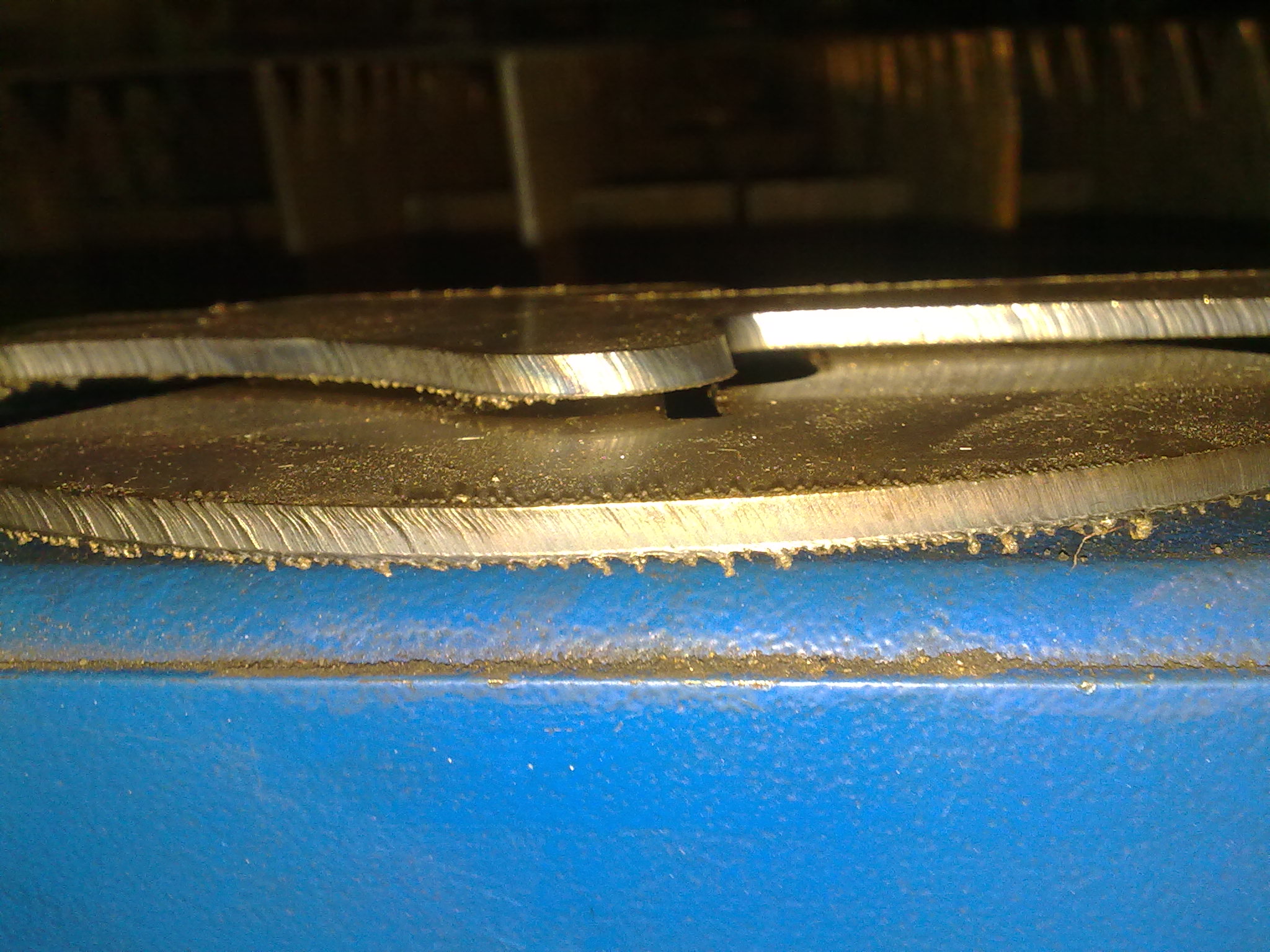
Bl #1.5

Jutro jak nie zapomne wstawie zdjęcia blachy #3 OH18 (czy jakoś tak) po cięciu azotem
HT PM nie nadaje się zbytnio do cięcia jakościowego nierdzewki. Dysze finecut dość szybko siadają nie uzyskasz tyle wpaleń co przy czarnej blasze.jeśli chcesz trzymać nisko palnik to przyszykuj sobie większą ilość dysz
Bl #1.5
Jutro jak nie zapomne wstawie zdjęcia blachy #3 OH18 (czy jakoś tak) po cięciu azotem
nic na siłe


-
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
hehe ... nie napiszę 

u mnie to trochę...ale dosłownie trochę lepiej wychodzi.
Założenie tego źródła to jest praca jako urządzenie ręczne a nie automatyzacja.
Azot, w odróżnieniu od powietrza lub tlenu niestety potrzebuje trochę bardziej precyzyjnej regulacji.
Taki gaz ... niestety.
niestety.
Plus to taki że nie nawęgla mocno krawędzi ciętej oraz stal austenityczna ma prawie kolor naturalny ciętej krawędzi.
Nie ma źle , jak ktoś chce super jakośc to woda albo laser 
Ale wiesz … mógł byś popracować nad szybkościami cięcia
u mnie to trochę...ale dosłownie trochę lepiej wychodzi.
Założenie tego źródła to jest praca jako urządzenie ręczne a nie automatyzacja.
Azot, w odróżnieniu od powietrza lub tlenu niestety potrzebuje trochę bardziej precyzyjnej regulacji.
Taki gaz ...
Plus to taki że nie nawęgla mocno krawędzi ciętej oraz stal austenityczna ma prawie kolor naturalny ciętej krawędzi.
Nie ma źle , jak ktoś chce super jakośc to woda albo laser
Ale wiesz … mógł byś popracować nad szybkościami
Pozdrawiam robaczki kolorowe :)
-
hugo238
- Znawca tematu (min. 80)
")
- Posty w temacie: 6
- Posty: 82
- Rejestracja: 09 paź 2007, 21:18
- Lokalizacja: nowy sacz
Witampandabera pisze:Przeprasza za jakość ale zdjęcia robione na szybko telefonem kom.
Blacha #3 cięta azotem zamiast powietrza HT PM1650 40A ok 1600mm/min
Cncad wiem, że zaraz napiszesz o prędkościach cięcia, że za duże ale bardzo ciężko jest dobrać wartości do cięcia azotem.
Pytanko,na,jakim,cisnieniu azotu był przejazd.
-
pandabera
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 191
- Rejestracja: 03 cze 2007, 18:56
- Lokalizacja: z Polski
Nie bardzo rozumie tego pytania.
Palnik w trakcie przejazdu nie nie potrzebuje "gazu", jedynie do cięcia. W tym wypadku ustawione ciśnienie na butli wynosiło jakieś 6-6,5 bar a w agregacie było zmniejszone chyba do 5,5 bara ale dokładnie nie pamiętam bo już dawno nie cięliśmy nierdzewki azotem przynajmniej cienkich blach, bo grubsze tniemy powietrzem.hugo238 pisze:Witam
Pytanko,na,jakim,cisnieniu azotu był przejazd.
nic na siłe






