



")
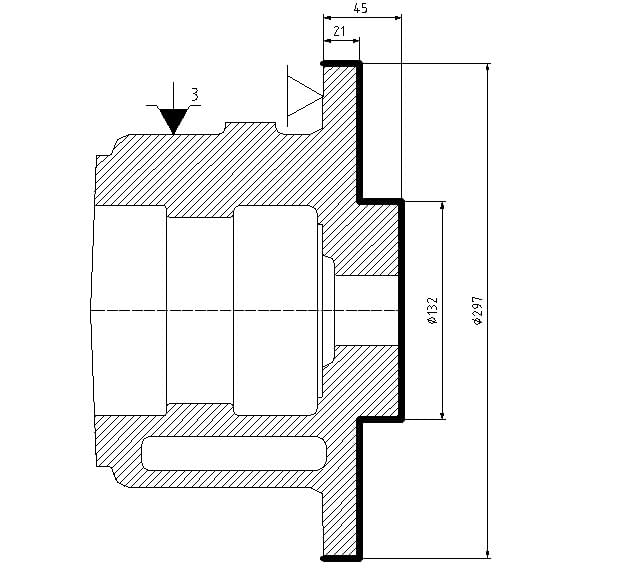
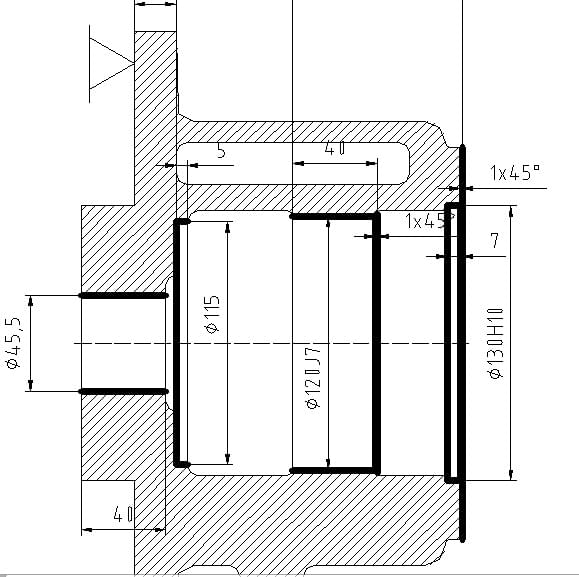
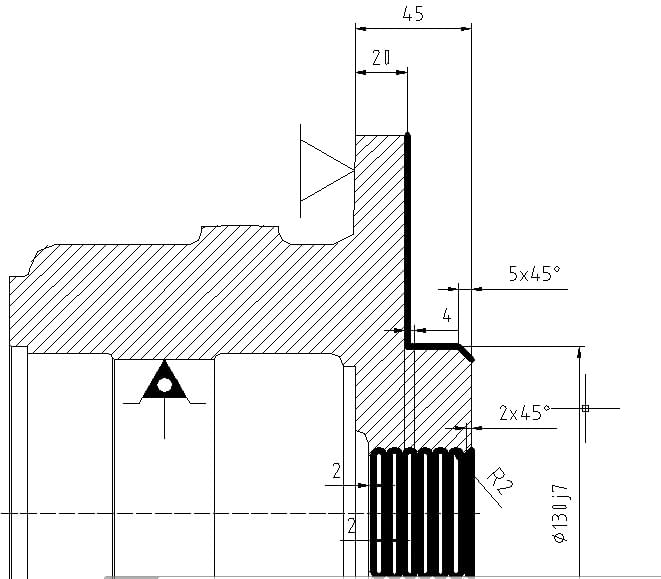
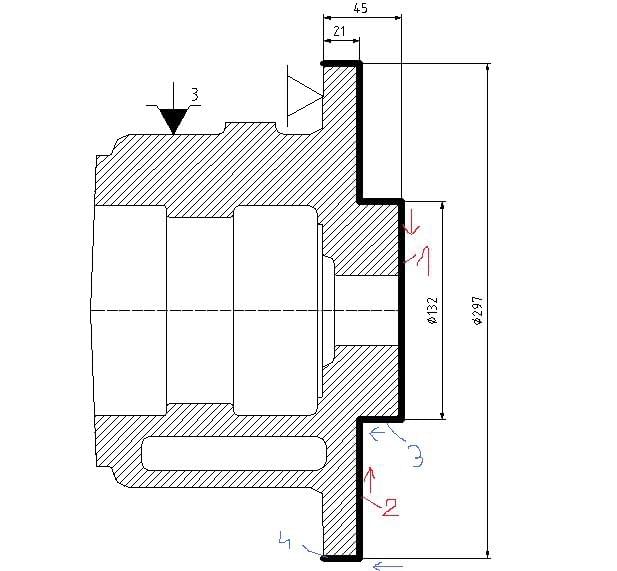
chciałbym się dowiedzieć jak przebiegłaby od strony praktycznej obróbka przedmiotu na tokarce, jakbyście dostali taki rysunek i musieli go obrobić. Miałoby by to być obrabiane na obrabiarce konwencjonalnej. Można np. w paincie dorysować cyferki czy jakoś zaznaczyć, po prostu chciałbym poznać praktyczną stronę obróbki, bo jako student nie chciałbym bazować tylko na jakiejś teorii.
Pozdrawiam


")
")







