Strona 1 z 2
Wizualne różnice w jakości powierzchni.
: 31 paź 2014, 10:53
autor: bastolino
Witam,
Moje pytanie do szanownych kolegów co jest powodem różnicy w jakości powierzchni (wg fotografii).
Toczenie w jednym przejściu.
Pozdrawiam,
Sebastian

: 31 paź 2014, 11:02
autor: adam Fx
Złe paramenty,narzędzie, mało sztywna maszyna, nie poprawne technologicznie mocowanie - ewidentnie nóż drży

: 31 paź 2014, 11:40
autor: RomanJ4
Możliwe że wymienione przez kolegę Adama, ale ja stawiałbym w pierwszym rzędzie na narost na ostrzu.
Powstający najczęściej w związku z parametrami skrawania, doborem płytki(bo pewnie składak), ewentualnie jej zużyciem czy uszkodzeniem
O narostach
https://www.cnc.info.pl/topics66/czym-m ... t61854.htm (tu powstający podczas frezowania, ale zjawisko na krawędzi skrawającej przy toczeniu jest identyczne)
https://www.cnc.info.pl/topics56/noz-do ... 863,10.htm film pokazuje dlaczego narost psuje powierzchnię
: 31 paź 2014, 11:46
autor: grg12
A jaki to materiał? Pytam bo podobnie (albo gorzej) wygląda większość moich prób z C45. Przypuszczam że jest to spowodowane niewłaściwą dla tego materiału geometrią noża - przy szybkim posówie jeszcze jakoś to idzie, jeśli się trochę zwolni (np. żeby przełożyć rękę na pokrętle) powierzchnia robi się nierówna - próby poprawiania sytuacji przez zebrania cienkiej warstwy na malutkim posówie powodują tylko powiększenie "plamy". Trochę eksperymentowałem ze zmianą geometrii noża (parę rad dostałem na tym forum) - najlepsze efekty uzyskałem nożem o bardzo małym promieniu wierzchołka (coś mi w pamięci kołacze że nie należy zbierać mniej niż promień wierzchołka - a że moja tokarka jest stosunkowo słaba, w C45 nie mogę ciąć głęboko) ustawinoym tak żeby kąt pomiedzy materiałem a nożem za punktem cięcia (tutaj:
http://rytlewski.w.interia.pl/Podstawy_ ... waniem.htm - na pierwszym rysunku jest oznaczony jako małe alfa) był poniżej 5 stopni.
: 31 paź 2014, 12:20
autor: sajgon
Podobnie efekty wizualne występują przy obróbce materiałów niejednorodnych, czyli np element(wałek) częściowo utwardzony/ulepszony cieplnie. Miejsce ulepszone da powierzchnię błyszczącą, natomiast materiał nie ulepszany może być matowy ( może mieć odmienną strukturę powierzchni).
Natomiast patrząc na zdjęcie, to raczej jest tak jak Koledzy wyżej napisali.
: 31 paź 2014, 12:57
autor: RomanJ4
grg12 pisze:a że moja tokarka jest stosunkowo słaba, w C45 nie mogę ciąć głęboko)
A ile kolega średnio zbiera na raz w jednym przybraniu(głębokość skrawania), jakie obroty i posuw(prędkość skrawania), i jak to maszynka(moc)?
grg12 pisze:kąt pomiędzy materiałem a nożem za punktem cięcia (tutaj: http://rytlewski.w.interi..._skrawaniem.htm - na pierwszym rysunku jest oznaczony jako małe alfa) był poniżej 5 stopni.
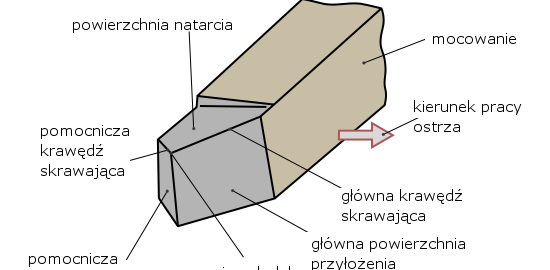
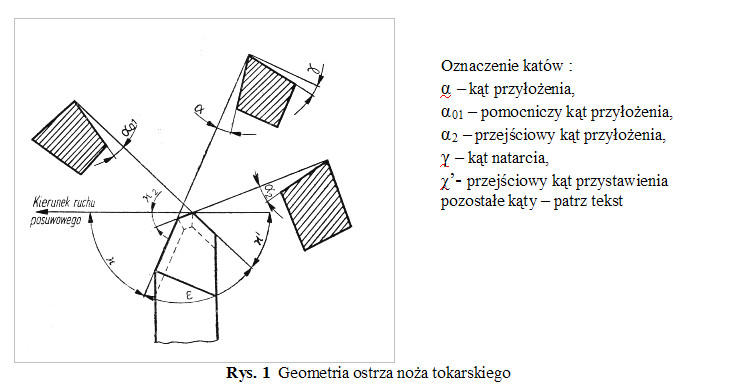
Kąt natarcia(oznaczany γ) rzędu +5° (pochylenia powierzchni natarcia) to bardzo mało dla małej głębokości skrawania (przyjmuje się dla stali miękkich: im mniejsza głębokość - tym większy kąt
+γ), co pogarsza spływ wióra i potęguje powstawanie narostu (najbardziej wpływ tego kąta widać przy przecinaniu)
Kąt natarcia – od wartości tego kąta zależy
wielkość odkształceń jakim podlega wiór.
Im większy kąt(+) tym mniejsze odkształcenia wióra, i tym mniejsze odkształcenia i obciążenia cieplne noża, a to wpływa na powstawanie
narostu. Jednak za duże wartości kąta osłabiają jego wytrzymałość.
Zalecany zakres
γ = -20˚ do +15(20)˚
Kąt ten może być też ujemny (stosuje się zazwyczaj dla głęboko skrawających płytek gdzie duża głębokość skrawania powoduje w obrębie krawędzi skrawającej łukowatość krótkiego, łamiącego się wióra (czyli w sumie przy krawędzi jakby kąt dodatni)

O tym zagadnieniu można by tu bardzo wiele, bo jest tu dużo zmiennych zależnych od siebie do zasymulowania, ale jak napisałem wcześniej: dla miękkich stali można z powodzeniem stosować (również w lutowanych) w płytkach węglikowych duże dodatnie kąty natarcia (rowki wiórowe) i duże prędkości skrawania, by nie dopuszczać do powstawania dużych, psujących powierzchnię narostów.
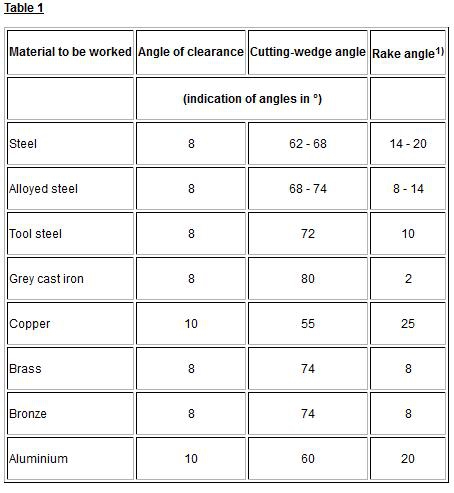
Typowe wartości kątów
γ(
rake angle) jakie przyjmuje się dla różnych materiałów przedstawia tab1
więcej można poczytać np tu
http://www.google.pl/url?sa=t&rct=j&q=& ... 7474,d.d2s
http://mechanika.wiedza.diaboli.pl/obro ... -erozyjna/
: 31 paź 2014, 15:20
autor: rc36
Narost przy toczeniu to najgorsza zaraza, dodatkowo u bastolino występują drgania noża lub maszyny. Ja już się pogodziłem z tym że tocząc jakiś miękki syf ze złomu efekt może być żałosny. Na zdjęciu daje przykład dwóch prętów toczonych na tych samych parametrach tj. 900rpm i 0,1mm/obr. ten cieńszy pręt to jakieś miękki syf ze złomu a grubszy to C45 po obróbce cieplnej.

: 31 paź 2014, 17:55
autor: apacz514
często też powstają takie efekty przy zbyt małej prędkości skrawania i braku chłodzenia podczas obróbki płytką
: 31 paź 2014, 18:22
autor: Yorgus100
Drgania!Możliwe ,że jest to spowodowane tym iż wiór wykańczający jest zbyt mały.Tak jak ktoś pisał wyżej możliwe ,że płytka jest uszkodzona lub zrobił sie narost na ostrzu.Spróbuj zrobić to z chłodzeniem.Ostatecznie materiał to nie c-45 tylko jakiś badziew.Wióry po c45 ładnie zawijają się i łamią nawet jeśli nie masz łamacza wiórów.Możliwe ,że masz luzy na kompesatorach,może zbyt nisko lun zbyt wysoko nóż.Alez tego co widzę to mało sztywna maszyna,bo rowek(podciecie) też pięknie :drgające: a szerokość chyba mała
: 31 paź 2014, 19:07
autor: RomanJ4
Yorgus100 pisze:Alez tego co widzę to mało sztywna maszyna,bo rowek(podciecie) też pięknie :drgające: a szerokość chyba mała
taki obraz przecinania na lekkich maszynach równie dobrze może powstać nie z powodu nadmiernych luzów, a.... małej masy suportu który tylko grawitacyjnie dociskany jest do pryzm łoża, i który będzie w trakcie skrawania niezauważalnie dla oka "podskakiwał"(drgania) unoszony przez siły działające na nóż.
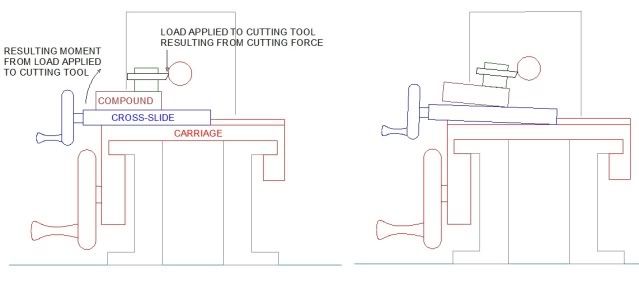
Czasem wystarczy położyć na suporcie znaczny ciężar, albo zacisnąć na łożu, aby drgania "cudownie" ustąpiły lub znacznie się zmniejszyły.
Suporty nawet tych najmniejszych tokarek zazwyczaj mają od spodu listwy prowadzące, ale z ich dopasowaniem do ślizgów łoża i wielkością luzu jest zazwyczaj kiepsko

"2" - łoże
Trochę na temat
https://www.cnc.info.pl/topics89/maktek ... t60680.htm tu naocznie widać wpływ kąta natarcia(rowek wiórowy, również przecinaka) i szybkości skrawania na gładkość powierzchni..
https://www.cnc.info.pl/topics66/powier ... t56693.htm
https://www.cnc.info.pl/topics56/luz-su ... t58561.htm
http://www.google.pl/url?sa=t&rct=j&q=& ... 7474,d.d2s