



")
mam przerobiona tokarkę, jest sterowana programem Mach 3.
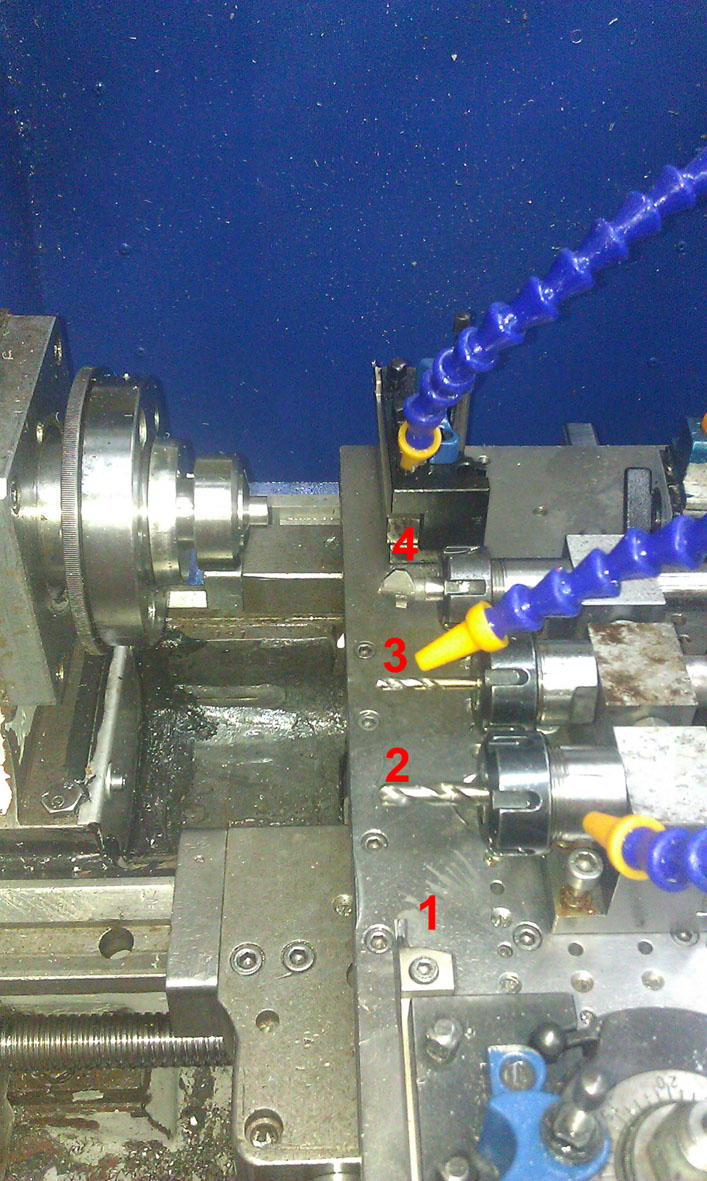
Na osi X mam umieszczone 4 narzędzia w stałej odległości od siebie (patrz foto). Czy jest możliwe napisanie tak programu, żeby można było ustawiać osobno "zero" osobno dla każdego narzędzia? Teraz programy piszę w ten sposób, że narzędzie nr 1 (nóż) jest zerowany do osi obrabianego przedmiotu a inne narzędzia przesuwają się o stałą znaną mi wartość. Nie jest to do końca idealne rozwiązanie, ponieważ przy zmianie noża jest trochę zabawy, żeby była zamocowany identycznie jak poprzedni.


")

")






