")
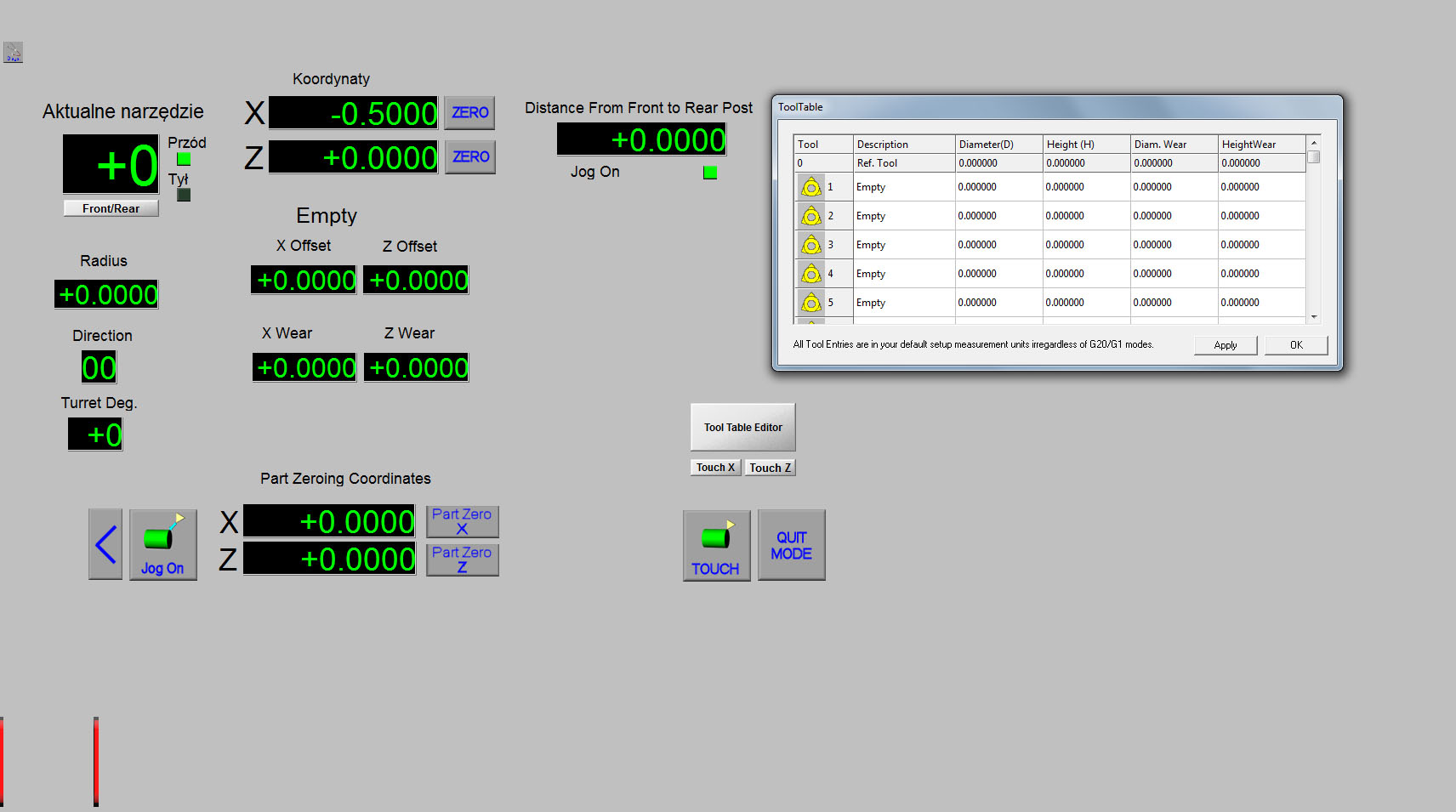
Jestem pod wrażeniem !dziabi3 pisze:robi się to tak od początku jeśli nie mamy żadnego narzędzia ustawionego
wysuwasz sobie materiał na daną długość z uchwytu
planujesz narzędziem t0101 i kasujesz oś z
zataczasz tym samym narzędziem mierzysz i wklepujesz w dro osi wymiar albo wklepujesz w prt cordynate i wciskasz part x
potem dotykasz narzędziem t0202 czoła splanowanego i wciskasz tach z dotykasz przetoczonej powierzchni i oile wpisałeś w part cordynate wartość zmierzoną przetoczenia narzędziem t0101 to wciskasz tach x lub znowu przetaczasz na nowo wpisujesz wartość średnicy w parto cordynate i wciskasz tach x
i tak dalej dalej
Wiedziałem, że Mach jest do du**, ale że aż tak, to nie.
Natomiast co do zasady, to niczego nie zmienia.
Mierzymy narzędzia i zapamiętujemy pomiar w tabeli, nawet jeśli ta tabela jest tajna i z jej istnienia nie zdajemy sobie sprawy, to ona jest, bo inaczej się nie da.
Dopiero wtedy możemy wywoływać w programie kolejne narzędzia.
W normalnym programie wygląda to tak :
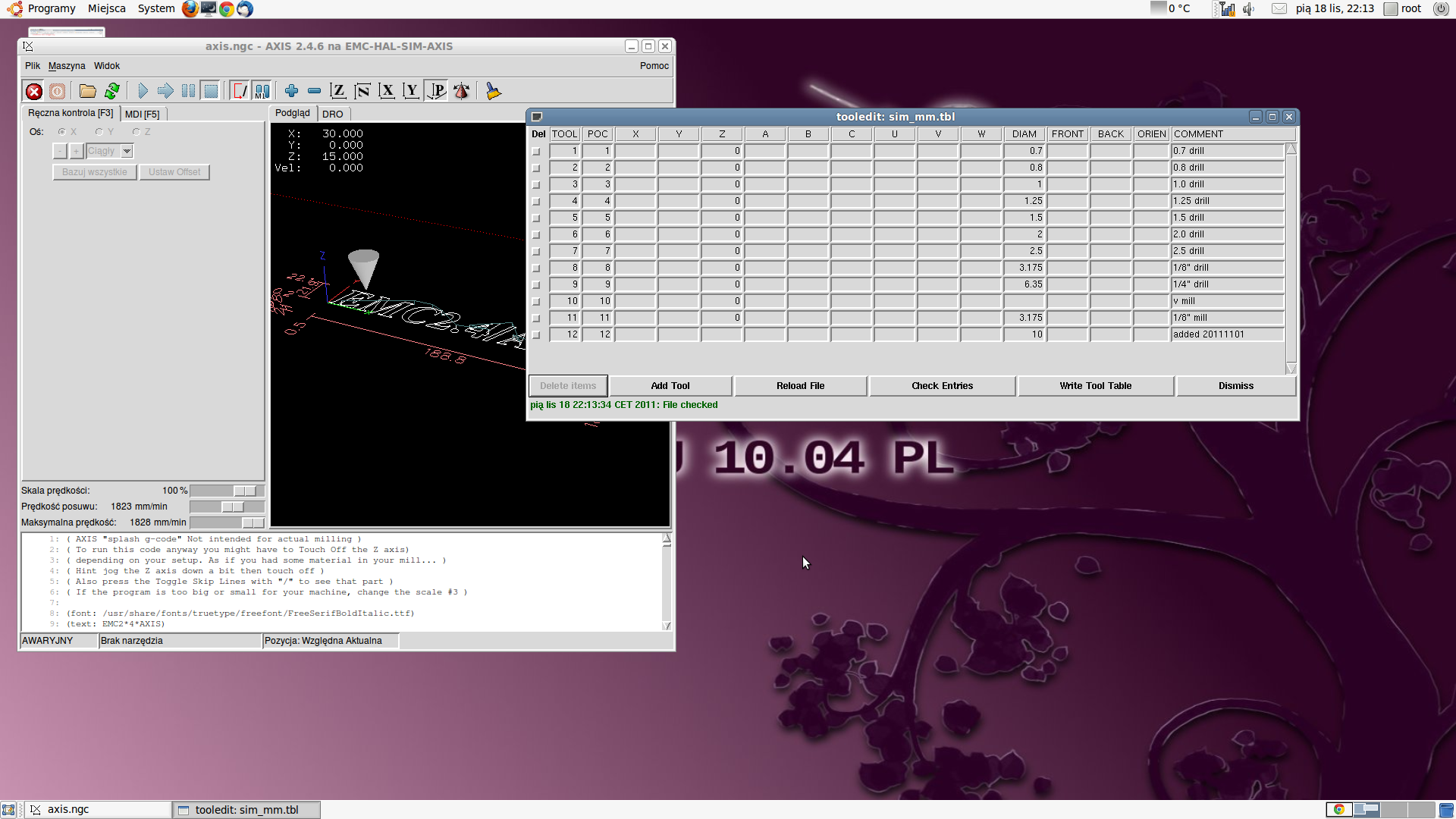
Czyli na upartego mógł bym narzędzie pomierzyć suwmiarką i ustawić korekcję bez zakładania go w maszynę, wystarczy mieć taki sposób mocowania, żeby chwyt narzędzia był ustalany jednoznacznie.
Można na przykład mieć dwa noże tego samego typu ale różnej długości i w razie złamania wymienić nie wyjmując obrabianego przedmiotu z maszyny, co jak widzę w Machu jest niewykonalne jeśli baza pomiarowa została już stoczona.
Jestem naprawdę zaskoczony faktem, że rzeczy oczywistych nie ma w programie uważanym za profesjonalny.
Ale cóż, Mach to filozofia Windows - klika się ikonki i stawia ptaszki, EMC2 to filozofia Linuksa i wszystko da się wpisać z klawiatury.
.


")
")