




Nieudane gwinty, co robię źle?

-
Adam Domański
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 712
- Rejestracja: 04 lut 2008, 20:26
- Lokalizacja: Rzeszów
Re: Nieudane gwinty, co robię źle?
RomanJ4 pisze:Tyle, że pozostałości oleju rzepakowego trzeba zaraz zmywać/wycierać, bo pozostawione się utleniają i twardnieją tworząc trudno usuwalne skorupy.
Niestety tak
-
malko
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 13 sie 2023, 12:12
Re: Nieudane gwinty, co robię źle?
Mam przypadek, gdzie jest gwint wewnętrzny w rurce precyzyjnej nacinany nożem na tokarce i jest on nieosiowy w stosunku do powierzchni zewnętrznej rurki. Po wkręceniu trzpienia w gwint - jest jego bicie. Trzpień ma osiowy gwint bo w innej rurce nie bije. Moje pytanie - jak to możliwe, że na tokarce wyszedł gwint nieosiowy?
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1679
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Nieudane gwinty, co robię źle?
Zawsze tak jest, że coś wychodzi nie tak jak się oczekuje, to po odrzuceniu pierwszych nasuwających się opcjimalko pisze: ↑15 sie 2023, 04:40Mam przypadek, gdzie jest gwint wewnętrzny w rurce precyzyjnej nacinany nożem na tokarce i jest on nieosiowy w stosunku do powierzchni zewnętrznej rurki. Po wkręceniu trzpienia w gwint - jest jego bicie. Trzpień ma osiowy gwint bo w innej rurce nie bije. Moje pytanie - jak to możliwe, że na tokarce wyszedł gwint nieosiowy?
(rurka nieprecyzyjna, narzędzie złe, maszyna źle robi) dochodzimy do smutnej konstatacji, że operator popełnia błąd. Napisz wymiarowo jakie to duże, jaki gwint, jak jest robione, jak mocowane, jak jest mierzone, to na pewno koledzy coś podpowiedzą.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 11592
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Nieudane gwinty, co robię źle?
malko pisze:Mam przypadek, gdzie jest gwint wewnętrzny w rurce precyzyjnej nacinany nożem na tokarce i jest on nieosiowy w stosunku do powierzchni zewnętrznej rurki. Po wkręceniu trzpienia w gwint - jest jego bicie. Trzpień ma osiowy gwint bo w innej rurce nie bije. Moje pytanie - jak to możliwe, że na tokarce wyszedł gwint nieosiowy?
Połączenie gwintowe, zwłaszcza niekalibrowane(szlifowane) to zawsze pewien luz (a minimalny luz jest też potrzebny do ruchomości gwintu) między czopem gwintu a otworem zależny od wykonania, chropowatości nawet(po nacinaniu), i możliwość mniejszego lub większego bicia.
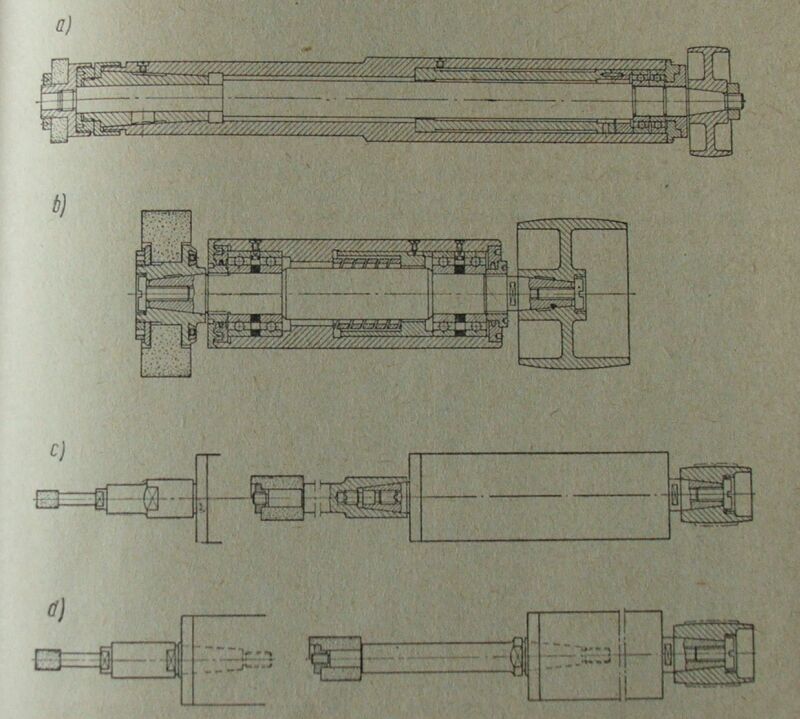
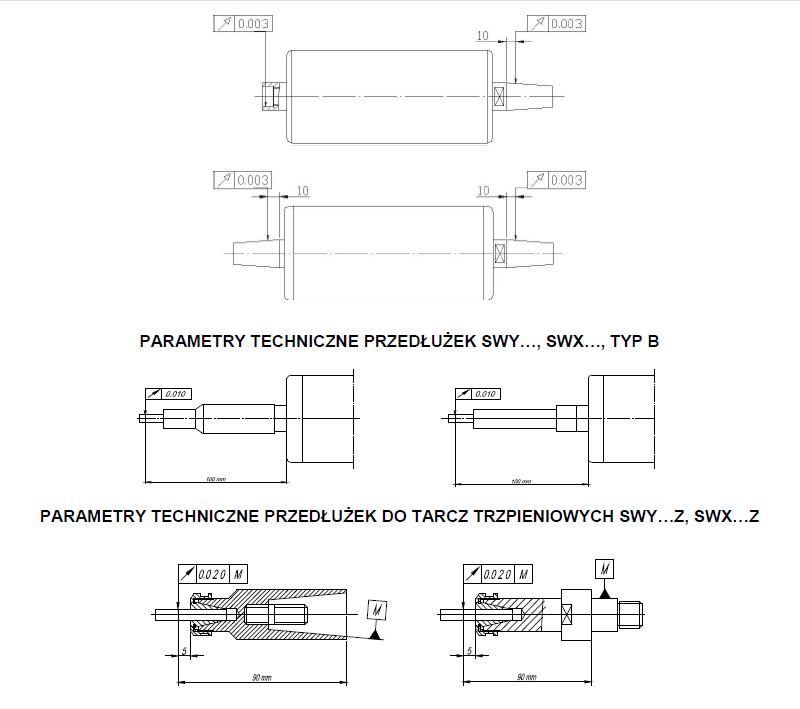
Dlatego w precyzyjnych przyrządach bazuje się na powierzchniach stożkowych (lub czasem walcowych) do centrowania obu łączonych części, przykladem końcówki do wrzecion fortunek, wrzecion maszyn, itd, gdzie gwint służy tylko do ich dociągnięcia i połączenia,
pozdrawiam,
Roman
Roman
-
CFA
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1679
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Nieudane gwinty, co robię źle?
A ja często dostaję do wykonania detale gdzie jedna część ma gwint M10x1 ale wejście ma walcowe fi12H7 a sztyft, który do tego wchodzi jest z wałka 12h6 z gwintem M10x1 na początku - czyli niby ustalane na walcowej ale choć by nie wiem jak się natężać, i z jednego mocowania supernarzędziami robić to i tak się nie wkręci. A z osobna każda część jest OK - na rysunkach nie zdefiniowano żadnego bicia czy innych współosiowości jedynie moim domysłem słusznym było, że ma pasować. Przestało pasować jak sobie wymyślili, żeby to pocynkować...RomanJ4 pisze: ↑15 sie 2023, 12:52Połączenie gwintowe, zwłaszcza niekalibrowane(szlifowane) to zawsze pewien luz (a minimalny luz jest też potrzebny do ruchomości gwintu) między czopem gwintu a otworem zależny od wykonania, chropowatości nawet(po nacinaniu), i możliwość mniejszego lub większego bicia.
Dlatego w precyzyjnych przyrządach bazuje się na powierzchniach stożkowych (lub czasem walcowych) do centrowania obu łączonych części, przykladem końcówki do wrzecion fortunek, wrzecion maszyn, itd, gdzie gwint służy tylko do ich dociągnięcia i połączenia,




