



")
 jest absolutnie nie do przyjęcia.
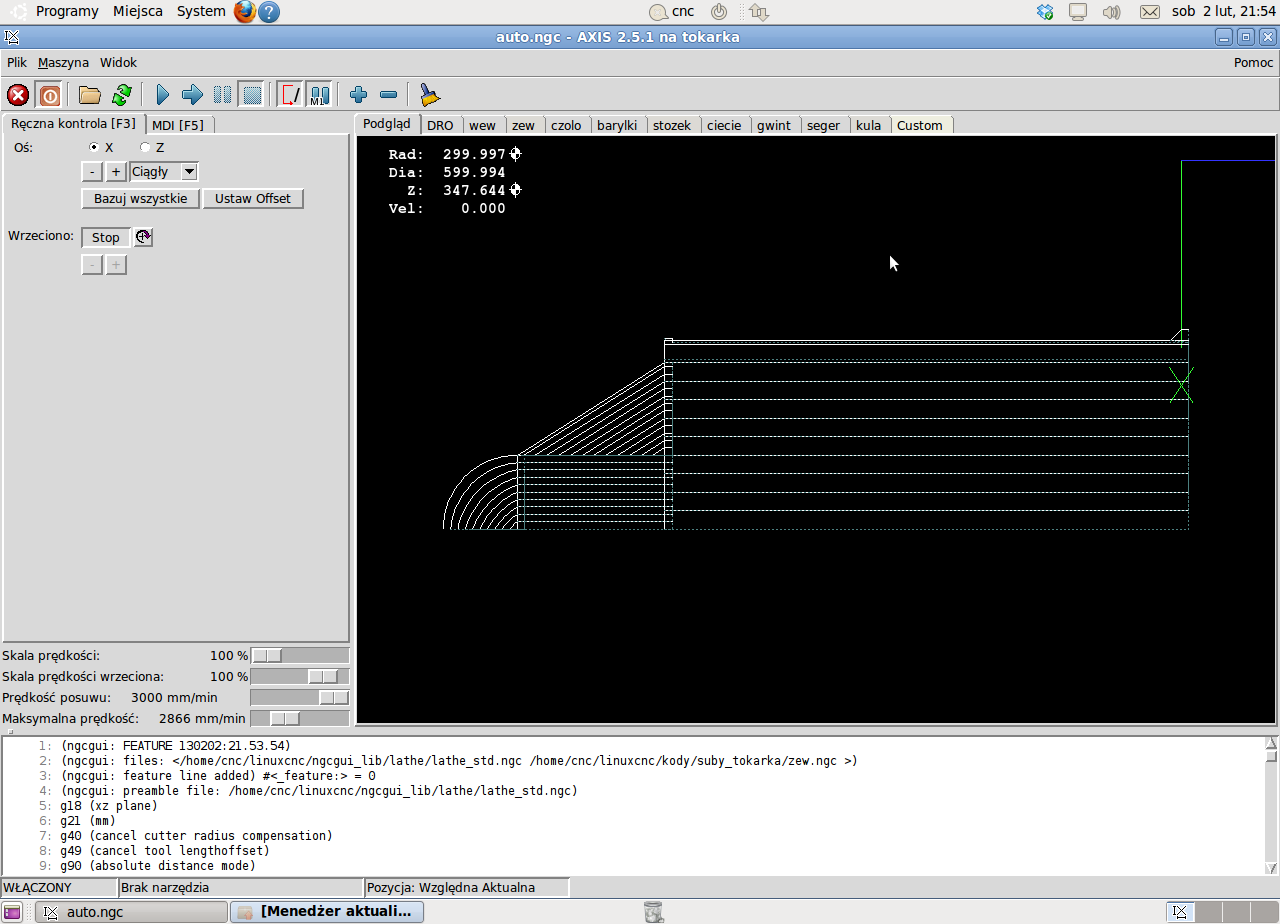
jest absolutnie nie do przyjęcia.Czy to podcięcie, naprawdę jest wcinaniem się po liniach prostych, a promień po okręgach?
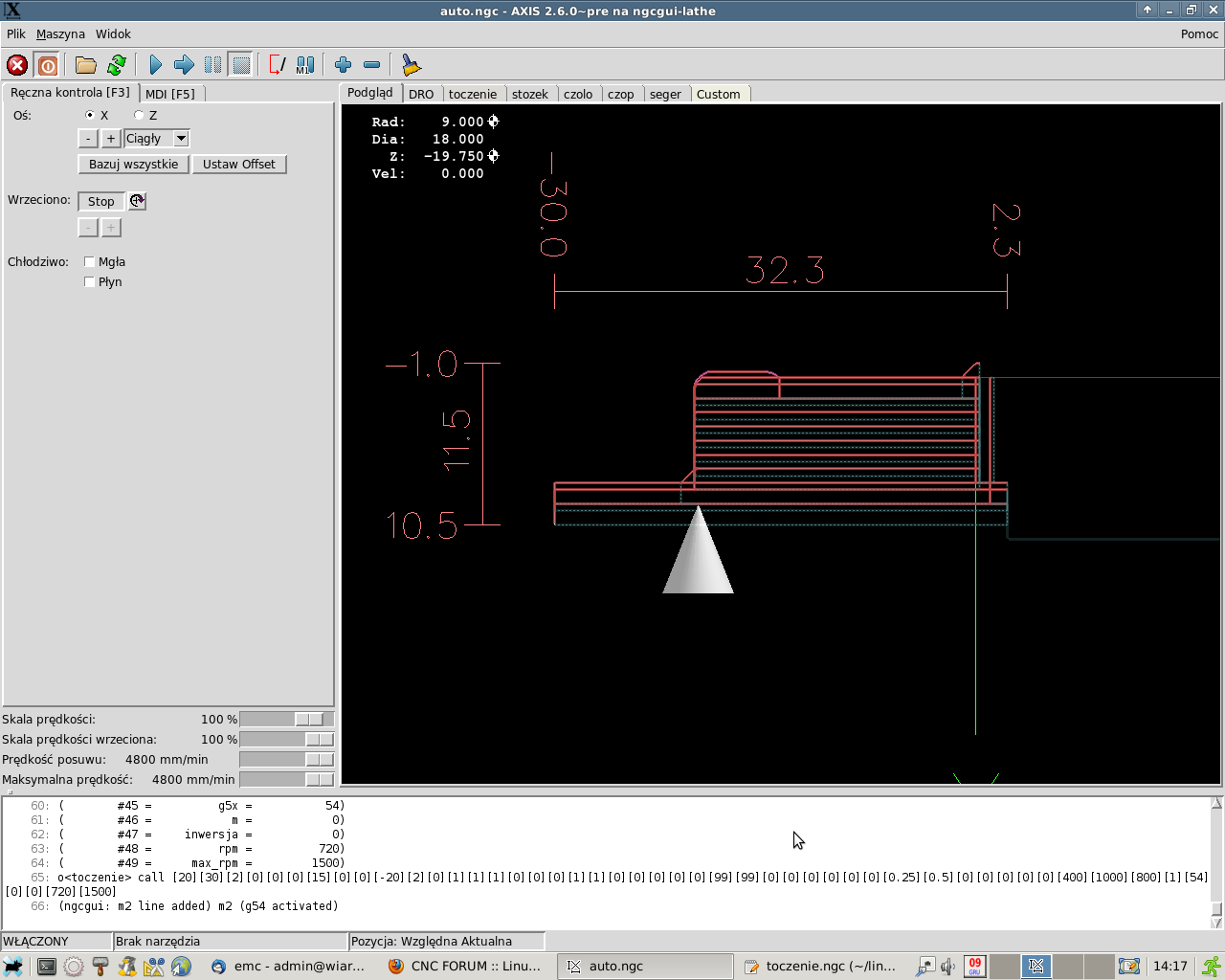
Wybacz, ale jeśli to ma być tokarkowy CAM, to mógłbyś przemyśleć, jak zrobić, żeby obróbka odbywała się tak, jak to w Camach bywa. Nie potrafię znaleźć, gdzie u ciebie jest założenie naddatków. Ot potrzebuję naddatek 1 mm w X i 0.1 mm w Z. Wówczas promień będzie tak naprawdę wycinkiem owalu. Czemu - ano bo gdybym w obu osiach pozostawił 1 mm, to wówczas przy przejściu wykańczającym przy wychodzeniu z łuku (zakładam, że nóż idzie od środka na zewnątrz) grubość wióra przekroczyłaby grubość płytki i by odepchło. A w X chcę 1 mm, bo inaczej będzie się nóż przy wykańczającym przejściu ślizgał. Teraz rozumiesz, gdzie tkwi błąd takiego "toczenia" jakie ty proponujesz dla łuków?
Nie kwestionuję twojego programu, a jedynie wyłapując niektóre jego elementy chcę ci pokazać, gdzie ja widzę błędy. W końcu to chyba pomoże ci program poprawić, może od początku napisać niektóre procedury?
Program sterujący nie może być doklejonym do maszyny CAM-em, bazującym na kodach G2 i G3. On musi wysyłać króciutkie sygnały bezpośrednio do sterowania silników. Tylko elementarne przejścia w X i Z, z bezpośrednią kontrolą, bo tylko wówczas masz kontrolę nad maszyną.












{kind=link}