



Nie koniecznie. Ten nóż z tą płytką nie jest przeznaczony do tej operacji. Dla porównania weź kawałek wałka fi 50 mm, obroty 1200, posuw 0,2, zagłębienie noża 1,5 i powierzchnia powinna być lustro. A najlepiej zastosuj parametry jakie zaleca producent płytki, chyba że to firma krzak i nadaje się tylko do skórowania.WZÓR pisze: Już pisałem wyżej.
Tandetę Tobie wcisnęli.
zmiana noża z węglika na nóż z płytkami, jak dobrać?
-
Grzegorz53
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 617
- Rejestracja: 30 gru 2009, 23:21
- Lokalizacja: W-wa
Tagi:


-
sssTOMEKsss
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 272
- Rejestracja: 25 mar 2014, 17:12
- Lokalizacja: Warszawa
Jeden pisze tak drugi tak trzeci jeszcze co innego i kto ma rację bo już nie wiem kogo słuchać i co robić. Suchej teorii to ja nie potrzebuje tylko konkretnych odpowiedzi. Mógłby się wypowiedzieć ktoś kto na co dzień robi coś podobnego? Zbiera materiału 3mm w 1 przejściu jakim nożem i jaką płytką? W praktyce nie w teorii i na maszynach konwencjonalnych a nie CNC. Jakieś rozwiązanie musi być przecież. Na filmie widać że wiór wychodzi wprost fioletowy, spala się a więc jest za duże tarcie? Nie oczekuje lustrzanej powierzchni ale nie chcę aby mi też wychodziły takie rowy jak obecnie bo płyta to siądzie po 3 sztukach takiej obróbki
-
Grzegorz53
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 617
- Rejestracja: 30 gru 2009, 23:21
- Lokalizacja: W-wa
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Jeszcze trochę i będziemy się boksować.sssTOMEKsss pisze:Jeden pisze tak drugi tak trzeci jeszcze co innego i kto ma rację bo już nie wiem kogo słuchać i co robić. Suchej teorii to ja nie potrzebuje tylko konkretnych odpowiedzi. Mógłby się wypowiedzieć ktoś kto na co dzień robi coś podobnego? Zbiera materiału 3mm w 1 przejściu jakim nożem i jaką płytką? ....
Link do Iscar przeglądałeś jaki wyżej wstawiłem ?
Teraz zerknij na dedykowaną do tego noża płytkę ( sporo ich jest).
https://www.iscar.com/eCatalog/Family.a ... 4&GFSTYP=M
P.s.
Swego czasu orałem takim nożem po 3 -3.5 mm na CNC i na manualach na raz ...... , ino tylko furczało.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Orać można ale wiele zależy od kuniaWZÓR pisze:
P.s.
Swego czasu orałem takim nożem po 3 -3.5 mm na CNC i na manualach na raz ...... , ino tylko furczało.
Mariusz.
Ostatnio zmieniony 23 wrz 2017, 17:14 przez kamar, łącznie zmieniany 2 razy.
-
kamiennik
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 236
- Rejestracja: 14 sie 2012, 22:31
- Lokalizacja: gdańsk
ja sie na skladanych nozach nic nie znam ale ostatnio kolega z forum zaprosil mnie do siebie zebym zobaczyl jak to smiga, galy wywalilem, 3-4 mm i wior jak anielskie wstegi, nic nie popalone, aa gwinty, eee szkoda gadac
Napewno byly to plytki od iscara, bo sami mi gadal zebym do swoich chinskich trzonkow same dobre plytki dokupywal. trza uwazac bo na aukcjach ponoc duzo badziewych podrobek, tylko ze sprawdzonych zrodel.
postaram sie dopytac czym toczyl dokladnie.
Napewno byly to plytki od iscara, bo sami mi gadal zebym do swoich chinskich trzonkow same dobre plytki dokupywal. trza uwazac bo na aukcjach ponoc duzo badziewych podrobek, tylko ze sprawdzonych zrodel.
postaram sie dopytac czym toczyl dokladnie.
-
 Tomciowoj
Tomciowoj
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 662
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
3mm ap na sucho dla noża z trzonkiem 16x16 to sporo, i raczej tokarka nie za duża skoro dla takich noży.
Powinieneś szukać oprawki i płytki bardziej przypominającej twój ostrzony nóż, np STGCR lub SDJCR. Na pewno będzie mniej krawędzi skrawających.
Płytki neutalne wymagają większej sztywności i mocy maszyny niż z kątem przyłożenia dodatnim.
Poza tym obroty dla twoich średnic około 2000/min. Posuw dobierz tak aby łamał się wiórek, jego kolorem się nie przejmuj, zwłaszcza, że jedziesz bez chłodziwa.
edit: Kamar mnie uprzedził z podobną odpowiedzią
Powinieneś szukać oprawki i płytki bardziej przypominającej twój ostrzony nóż, np STGCR lub SDJCR. Na pewno będzie mniej krawędzi skrawających.
Płytki neutalne wymagają większej sztywności i mocy maszyny niż z kątem przyłożenia dodatnim.
Poza tym obroty dla twoich średnic około 2000/min. Posuw dobierz tak aby łamał się wiórek, jego kolorem się nie przejmuj, zwłaszcza, że jedziesz bez chłodziwa.
edit: Kamar mnie uprzedził z podobną odpowiedzią
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
No - mój kuń jeden jak i drugi dał radę .kamar pisze:Orać można ale wiele zależy od kuniaWZÓR pisze:
P.s.
Swego czasu orałem takim nożem po 3 -3.5 mm na CNC i na manualach na raz ...... , ino tylko furczało.
Mariusz......
A tu , fakt ..... , z lekka kucyk.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
-
rdarek
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 2124
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
Dobra nie ma to jak próby więc zrobiłem dzisiaj specjalnie dla Ciebie testy na:sssTOMEKsss pisze:Jeden pisze tak drugi tak trzeci jeszcze co innego i kto ma rację bo już nie wiem kogo słuchać i co robić. Suchej teorii to ja nie potrzebuje tylko konkretnych odpowiedzi. Mógłby się wypowiedzieć ktoś kto na co dzień robi coś podobnego? Zbiera materiału 3mm w 1 przejściu jakim nożem i jaką płytką? W praktyce nie w teorii i na maszynach konwencjonalnych a nie CNC. Jakieś rozwiązanie musi być przecież. Na filmie widać że wiór wychodzi wprost fioletowy, spala się a więc jest za duże tarcie? Nie oczekuje lustrzanej powierzchni ale nie chcę aby mi też wychodziły takie rowy jak obecnie bo płyta to siądzie po 3 sztukach takiej obróbki
Jak pisze kol petrocholic koniku morskimPetroholic pisze:Kuń, kucyk... To przy tym mój NT550 to hmmm konik morski?
Tokarka LD550
Nóż MTJNR 1616 H16 z płytką TNMG 16
Wałek 20mm jaki wpadł w rękę drugi to trzpień amortyzatora o tej samej średnicy
zagłębienie 3mm
posów (mam stały bo nie chce mi się kółkami mieszać)wg tabeli 0,05 (można nieco zwiększyć)
obroty 736 (1345 silnik prawie stawał)
Wiór wychodzi biały w postaci łuseczek (później wstawię zdjęcie - jak nie zapomnę)
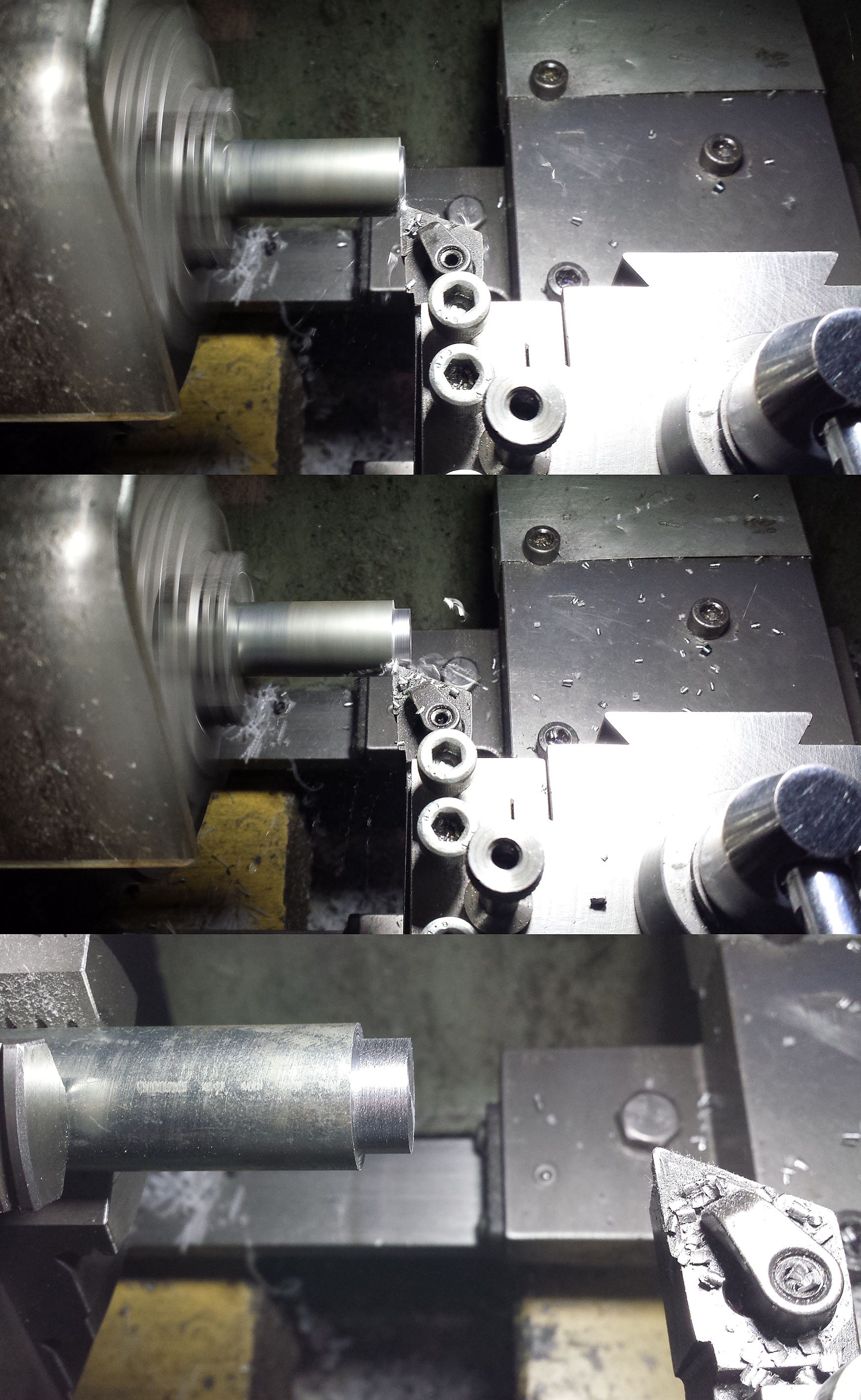
Tak na fabrycznym silniku. 750-ka z dorobionym kółkiem, flanszą i falownikiem lenze czeka na swoją kolej na razie nie mam jak się do tego dobrać.Petroholic pisze:na oryginalnym silniku? mój już sporo sfatygowany jest i pewnie na 736 by stawałco nie zmienia faktu, że zacny wynik
Nie ukrywam, że do tego prosi się nieco większy posów i nieco większe obroty
Ostatnio zmieniony 24 wrz 2017, 19:16 przez rdarek, łącznie zmieniany 2 razy.






