



")
Witam !! Mam wypalarkę plazmową od firmy kt7cnc. Wypalam na niej otwory w profilach.
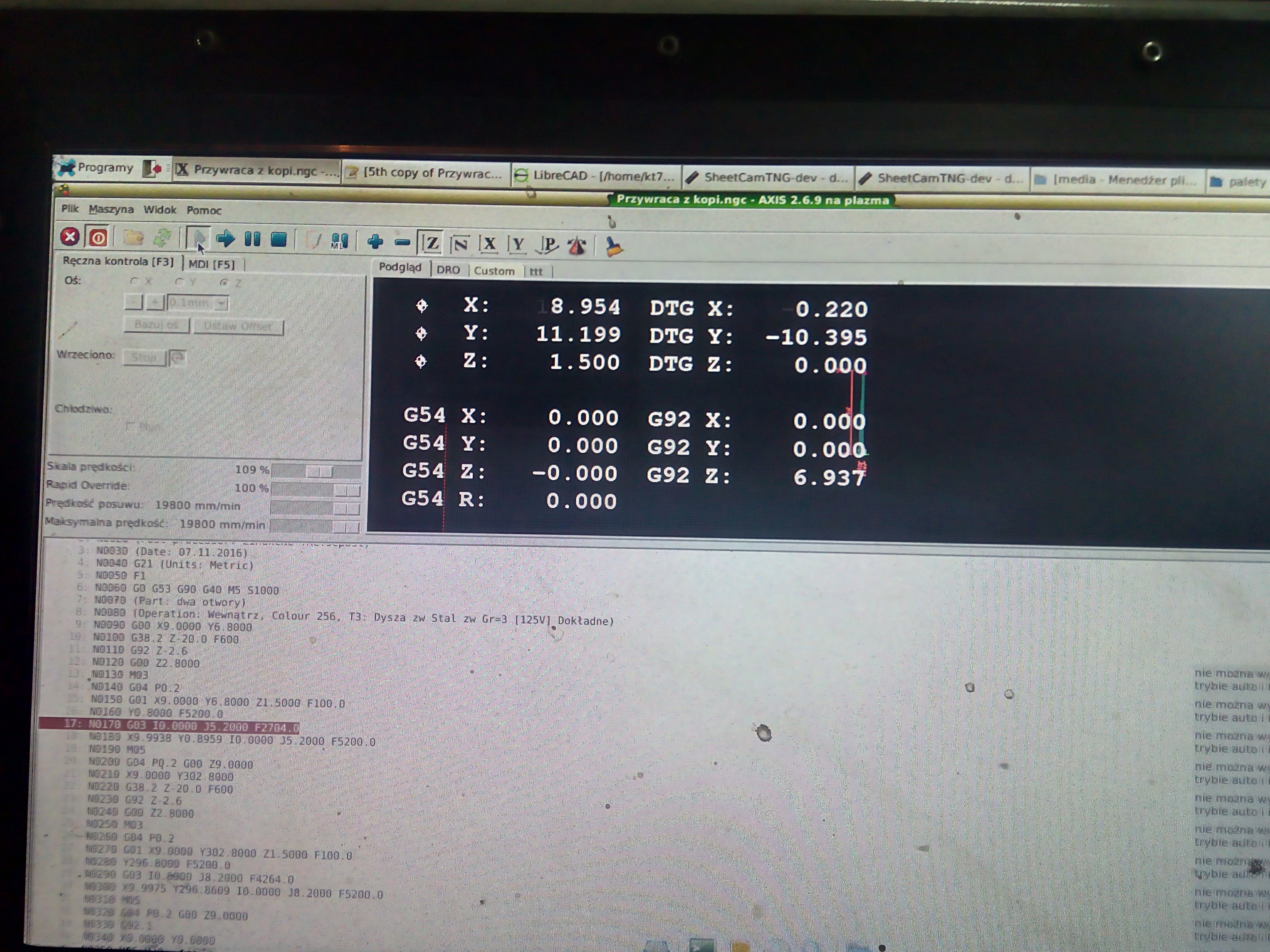
Problem polega na tym , że z każdym przejazdem wartość G 92 dla osi Z z każdym przejazdem rośnie o kilka milimetrów co po wykonaniu programu skutkuje tym , że o ś z jest sukcesywnie o tą wartość powiększana ale tylko w programie ( fizycznie jest na tej samej wysokości).
Dam radę to jakoś wyłączyć ? Czy jak to obejść ? W tej chwili radzę sobie zerowaniem systemu współrzędnych G92.
Z góry dzięki za pomoc !
System współrzędnych G92 Problem z narastającą wartością.


")
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Co jest problemem? Napisałeś co się dzieje ale ni co chciałbyś osiągnąć ...fenderix pisze:osi Z z każdym przejazdem rośnie o kilka milimetrów co po wykonaniu programu skutkuje tym , że o ś z jest sukcesywnie o tą wartość powiększana ale tylko w programie ( fizycznie jest na tej samej wysokości).
Program działa teraz tak:
Najazd
Szuka blachy
Sygnał -jest blacha
Zapisz Z jako -2.6
Palenie
Odjazd
Najazd na nowy punkt
Brak odwołania g92
Szukanie blacy
Zapis Z-2,6
I tak w kolo
Potem na koniec odwołanie g92.1
Moze wystrarczy dodać odwołania g92.1 między przejazdami ...
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
A no to np. Po za tym co napisałem czyli wstawianiem g92.1( to oczywiście powinien robić CAM za Ciebie) możesz też zmienić pole pracy w osi Z +- 999 w w .INI
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Szczerze to nie wiem jaka jest górna granica pola pracy (możesz po testować) ale widzę w program na końcu ma odwołanie G92.1 więc teoretycznie nie powinien ten Z rosnąć w nieskończoność bo z końcem programu powinno odwołać G92
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos






