Mój "ploter" ma pole 200x350

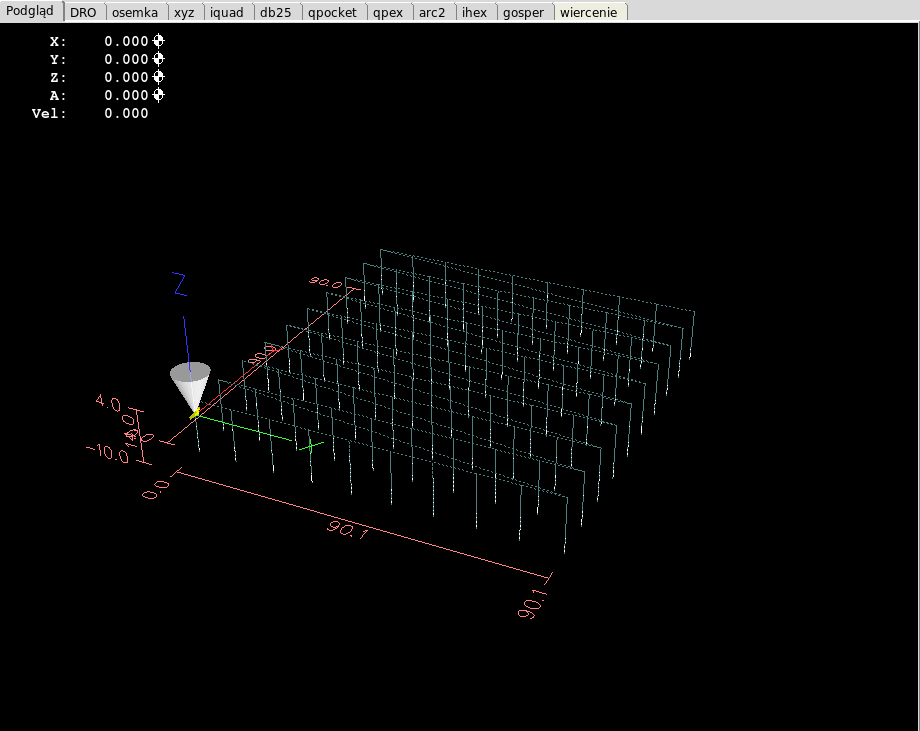
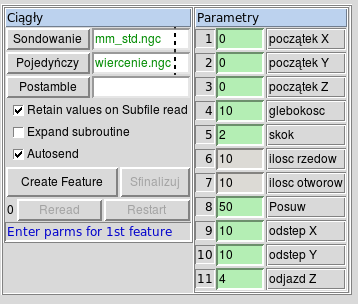
A procedurka jest odpowiednikiem cyklu na wiercenie - wystarczy ją wywołać, poprzez call o<wiercenie> gdziekolwiek trzeba coś wiercić. Oczywiście z parametrami ilość rzędów i otworów równymi 1, chyba, że trzeba powtarzać regularne grupy otworów. Jej clou nie jest wiercenie dużej ilości otworów, tylko wiercenie z wycofywaniem wiertła co zadany skok i odwiórowanie otworu.
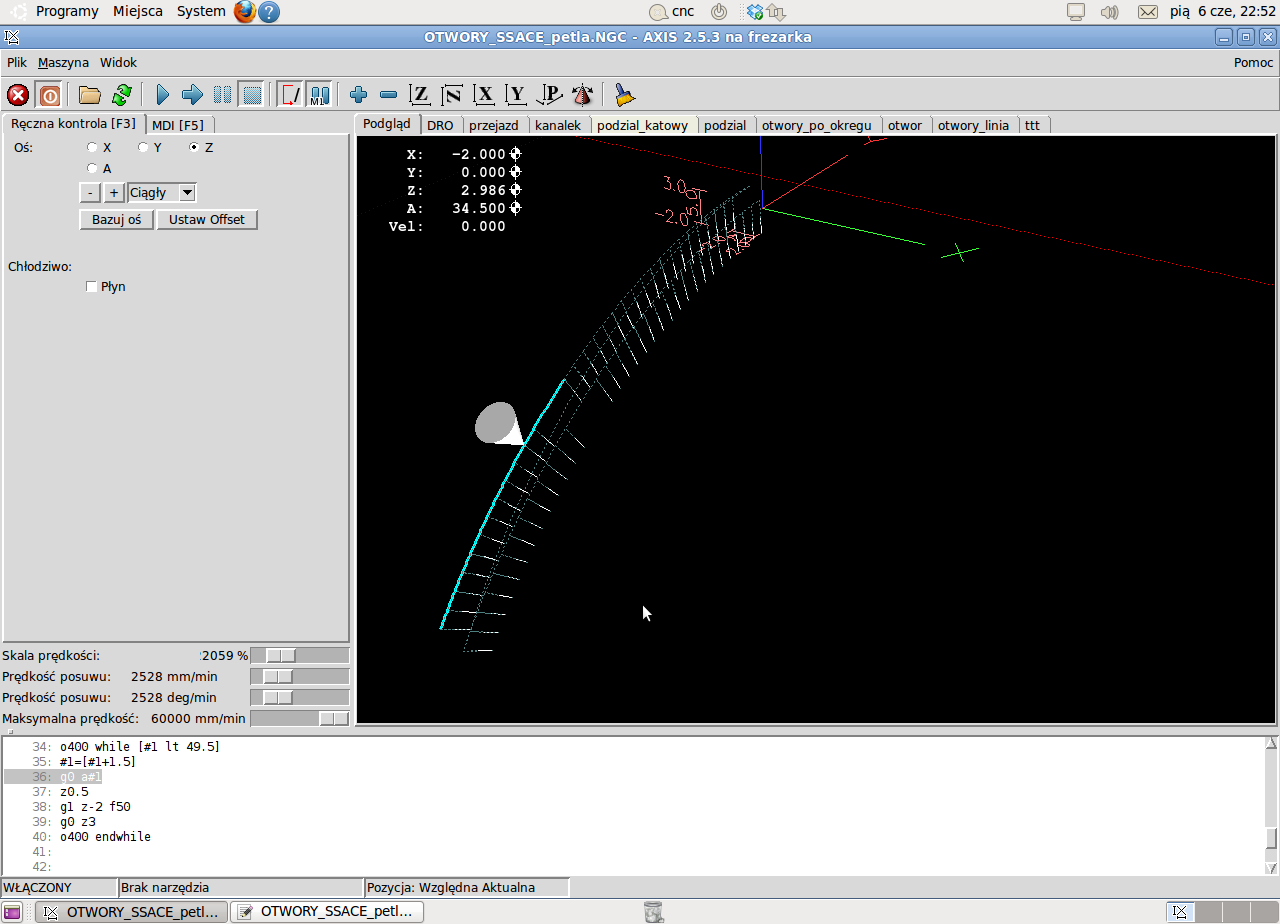
Parę dni temu robiłem dziesięć otworów w rzędzie co 4,2 mm fi 1 mm na głębokość ok 14 mm w stalowym płaskowniku, i to pod skosem do jego płaszczyzny. Takie dziubanie z posuwem 2 mm/min i skokiem 0,2 mm. Próba wiercenia "na raz" nie udałaby się nawet na jednym otworze, a tu poszło dziesięć jednym wiertłem. Fakt, że dobrym.




")


")