



Szanowni koledzy mam krótkie i konkretne pytanie:
Dlaczego nie działają suby NGCGUI
Skoro:
1) Dodałem wpisy do katalogu .ini
Do [display] oraz [Rs274NGC] Fotki poniżej
2) Załadowałem i opisałem narzędzie
3) programy importowane z CAM'a działają
4) Pokazały się zakładki z nazwami subów które dodałem. Można w nie wejść i edytować parametry.
Błąd wygląda tak jak by biblioteki były dobrze dodane, display też wyświetla tylko boli go coś z tym katalogiem auto.ngc
Co to może być? Macie jakieś pomysły?
Dziękuję za wszystko co pomocne
Suby NGCGUI nie działają
-
 Segitarius
Segitarius
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 9
- Posty: 390
- Rejestracja: 15 lut 2011, 19:07
- Lokalizacja: Zielona Góra


-
Segitarius
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 390
- Rejestracja: 15 lut 2011, 19:07
- Lokalizacja: Zielona Góra
-
Segitarius
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 390
- Rejestracja: 15 lut 2011, 19:07
- Lokalizacja: Zielona Góra
Zrobiłem tak jak polecił mi kolega Kamar. Odpaliłem suba przez custom I nie poszło. Załączam obrazek z treścią komunikatu. W każdym przypadku, każdego błędu jest mowa o tym pliku auto.ngc Próbowałem go otworzyć, żeby sprawdzić czy nie ma tam jakiś bzdur. No ale nie otwiera mi go...Ten komunikat też załączam... Ścieżki też pozmieniałem, sugerowałem się tutorialem ze stronki:
http://www.cnc.wiarus.org/content/dodaw ... uracyjnego
Ktoś się napracował, żeby innym ułatwić życie.
Trochę w pole wyprowadziły mnie te dwukropki w komendach, bo mam przyzwyczajenia z MSDOS'a że dwukropek mogę zastąpić osobną ścieżką...
http://www.cnc.wiarus.org/content/dodaw ... uracyjnego
Ktoś się napracował, żeby innym ułatwić życie.
Trochę w pole wyprowadziły mnie te dwukropki w komendach, bo mam przyzwyczajenia z MSDOS'a że dwukropek mogę zastąpić osobną ścieżką...
- Załączniki
-
-
-
Segitarius
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 390
- Rejestracja: 15 lut 2011, 19:07
- Lokalizacja: Zielona Góra
hole_circle.ngc oraz qpocket_ngc. Z resztą, żaden nie działa... A zrzuty kiedy zmniejszam do tej rozdzielczości którą przyjmuje mi forum stają się faktycznie kiszkowate. Mój linux to 2.5. Może mieć to wpływ na odpalanie subów? Słyszałem, że któraś wersja miała z czymś problem, nie wiem czy to właśnie o te suby nie chodziło...
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Ściąg z forum jakieś na pewno działające i na nich ćwicz a nie na jakiś wynalazkach.
np.
np.
Kod: Zaznacz cały
( ------------------------------ )
( K A N A L E K )
( ------------------------------ )
( Kamar )
( Time-stamp: <2013-11-29 12:31> )
( ------------------------------ )
(info: Frezowanie kanału w osi X)
o<kanalek> sub
#<obr> = #1 (=1500 obroty)
#<frez> = #2 (=8 frez)
#<dlugosc> = #3 (=20 długość kanału)
#<glebokosc> = #4 (=-10 głębokość )
#<glebokosc_poczatkowa> = #5 (=0 Z poczatkowe )
#<skok> = #6 (=2 skok)
#<sr_kanalu> = #7 (=8 szerokość kanału)
#<predkosc_bok> = #8 (=100 prędkość bok)
#<predkosc_dol> = #9 (=40 prędkość dół)
#<srednica_lba> = #10 (=0 szerokość łba)
#<glebokosc_lba> = #11 (=0 głębokość łba)
#<woda> = #12 (=1 <> chłodzenie)
#<w_z> = #13 (wyjazd Z)
#<w_x> = #14 (wyjazd X)
#<w_y> = #15 (wyjazd Y)
( ------------------------------ )
( ------------------------------ )
g17 g21 g61
g0 z5
g0 x0 y0
m3 s#<obr>
o1 if [#<woda> eq 1]
m8
o1 endif
#<sr_kanalu> = [[#<sr_kanalu> / 2] - [#<frez> / 2]]
#<akt_glebokosc> = #<glebokosc_poczatkowa> ( aktualna glebokosc )
o99 if [#<dlugosc> gt 0]
#<znak> = 1
o99 else
#<znak> = -1
o99 endif
o100 while [#<akt_glebokosc> GT #<glebokosc>]
#<akt_glebokosc> = [#<akt_glebokosc> - #<skok>] ( ustalenie glebokosci )
( jezeli nizej limitu to jade max )
o110 if [#<akt_glebokosc> LT #<glebokosc>]
#<akt_glebokosc> = #<glebokosc>
o110 endif
g0 z[#<akt_glebokosc> + #<skok> + 0.5]
G1 Z#<akt_glebokosc> F#<predkosc_dol> ( dobieranie poczatkowe )
o120 if [#<sr_kanalu> gt 0]
g1 y[#<sr_kanalu> * #<znak> * -1] F#<predkosc_bok>
g2 x[#<sr_kanalu> * #<znak> * -1] y0 r#<sr_kanalu>
g2 y[#<sr_kanalu> * #<znak>] x0 r#<sr_kanalu>
o120 endif
G1 x#<dlugosc> F#<predkosc_bok> ( kopanie fasolki )
o130 if [#<sr_kanalu> gt 0]
g2 x[#<dlugosc> + [#<sr_kanalu> * #<znak>]] y0 r#<sr_kanalu>
g2 y[#<sr_kanalu> * #<znak> * -1] x#<dlugosc> r#<sr_kanalu>
o130 endif
g1 x0
g1 y0
o100 endwhile
g0 z2
#<srednica_lba> = [#<srednica_lba> - #<frez>]
#<akt_glebokosc> = 0
o200 while [#<akt_glebokosc> GT #<glebokosc_lba>]
#<akt_glebokosc> = [#<akt_glebokosc> - #<skok>] ( ustalenie glebokosci )
o210 if [#<akt_glebokosc> LT #<glebokosc_lba>]
#<akt_glebokosc> = #<glebokosc_lba>
o210 endif
g0 z[#<akt_glebokosc> + #<skok> + 0.5]
G1 Z#<akt_glebokosc> F#<predkosc_dol> ( dobieranie poczatkowe )
g1 y[#<srednica_lba> * #<znak> * -1] F#<predkosc_bok>
g2 x[#<srednica_lba> * #<znak> * -1] y0 r#<srednica_lba>
g2 y[#<srednica_lba> * #<znak>] x0 r#<srednica_lba>
G1 x#<dlugosc> F#<predkosc_bok> ( kopanie fasolki )
g2 x[#<dlugosc> + [#<srednica_lba> * #<znak>]] y0 r#<srednica_lba>
g2 y[#<srednica_lba> * #<znak> * -1] x#<dlugosc> r#<srednica_lba>
g1 x0
g1 y0
o200 endwhile
g0 z#<w_z>
g0 x#<w_x>
g0 y#<w_y>
o<kanalek> endsub-
Segitarius
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 390
- Rejestracja: 15 lut 2011, 19:07
- Lokalizacja: Zielona Góra
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Te "oryginalne" w większości są do d... Pisali je programiści z powiedzmy: Nikłym pojęciem o obróbce. Hole_circle.py u mnie w ogóle nie odpala, chyba wersja Pythona mu nie pasi.
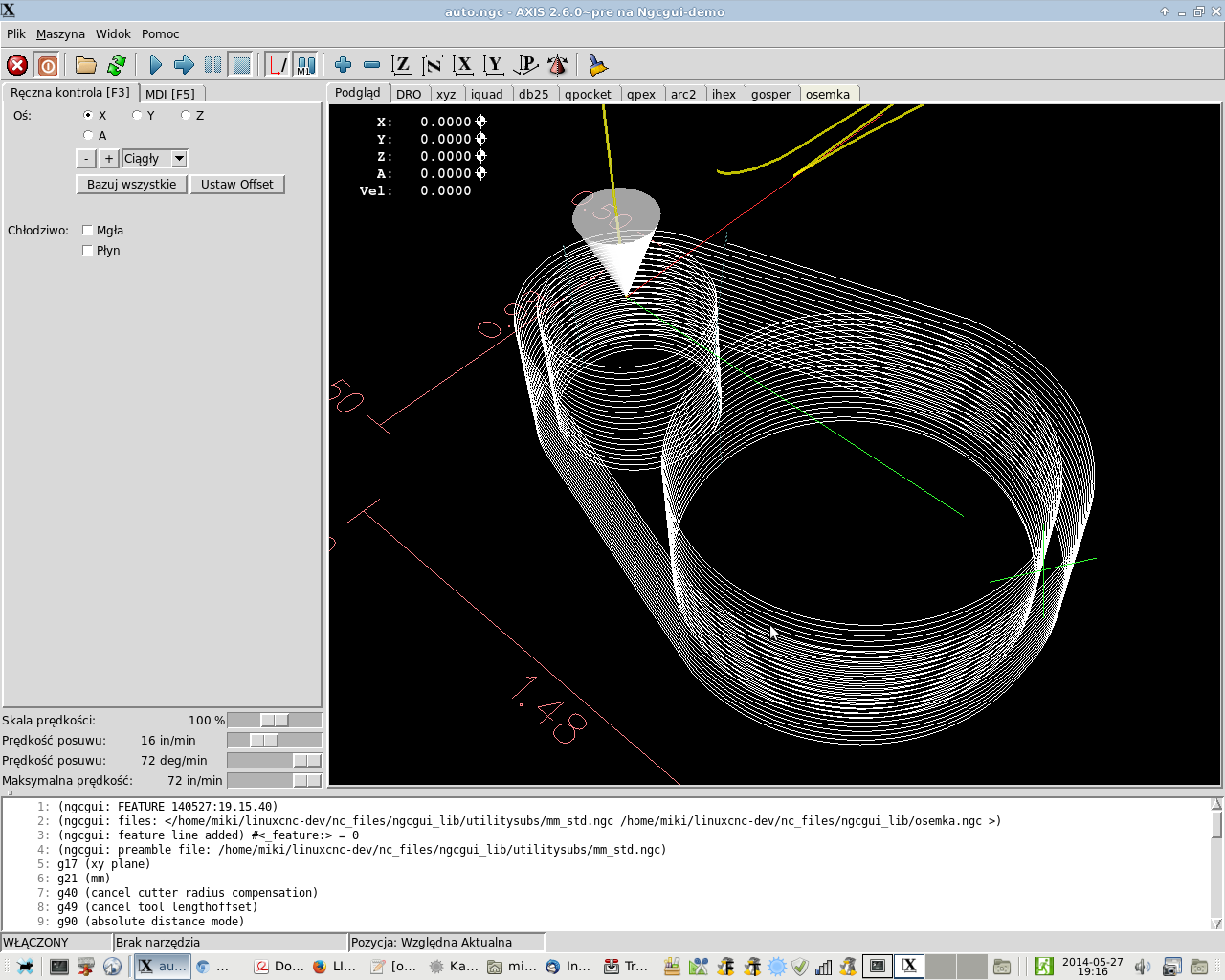
Na fotce masz procedurkę do robienia tzw ósemek do wiartrówki, można wykorzystać np do robienia kieszeni na przekładnię pasową o różnych kołach po małej modyfikacji.
Procedurka nieco partyzancka, na maszynie mam nieco lepiej rozwiniętą, akurat dziś jej używam.
W treści dwa razy wywołuję procedurę helix_ngc, za każdym razem wprowadzając do niej dane z tabelki, a potem dookoła robię taką obwódkę z trzech łuków i dwóch odcinków.
Brakuje tu jeszcze wyboru freza i dojazdu z uwzględnieniem połowy jego średnicy.
[ Dodano: 2014-05-27, 19:48 ]

Na fotce masz procedurkę do robienia tzw ósemek do wiartrówki, można wykorzystać np do robienia kieszeni na przekładnię pasową o różnych kołach po małej modyfikacji.
Kod: Zaznacz cały
; Author: Z. Maciej "Miki" Bajkowski
; time stamp: 25.05.2014 12:37
; logiczny operator "lub" (OR)
; alternatywa wykluczająca (XOR) prawdziwe, gdy nieparzysta liczba argumentów jest prawdziwa
; logiczny operator "i" (AND)
; równe (EQ)
; nierówne (NE)
; większe od (GT)
; większe lub równe (GE)
; mniejsze (LT)
; mniejsze lub równe (LE)
;
; ATAN[Y]/[X] Four quadrant inverse tangent
; ABS[arg] wartość absolutna
; ACOS[arg] Inverse cosine
; ASIN[arg] Inverse sine
; COS[arg] cosinus
; EXP[arg] e raised to the given power
; FIX[arg] zaokrąglenie w dół
; FUP[arg] zaokrąglenie w górę
; ROUND[arg] zaokrąglenie
; LN[arg] logarytm
; SIN[arg] sinus
; SQRT[arg] Pierwiastek kwadratowy
; TAN[arg] Tangens
; EXISTS[arg] szuka zmiennej
(info: Ósemka)
o<osemka> sub
#<sr_lufy> = #1 (=11 Średnica lufy)
#<sr_kartusza> = #2 (=22 Średnica kartusza)
#<odstep_lufa_kartusz> =#3 (=2 Odstęp między lufą a kartuszem)
#<warstwa_zewn> =#4 (=3 Grubość warstwy zewnetrznej)
#<z_pocz> = #5 (=0 Punkt początkowy na osi Z)
#<z_koncowe> = #6 (=0 Punkt końcowy na osi Z)
#<przybranie_materialu> = #7 (=0.5 Przybranie)
#<odjazd_z> =#8 (=0.25 odjazd od mat. w osi Z)
#<posuw> = #9 (=100 Posuw roboczy)
#<posuw_koncowy> = #10 (=80 Posuw kończący)
#<woda> = #11 (=1 <> Chłodziwo)
#<g5x> = #12 (=54 Układ odniesienia G5x)
#<m> = #13 (=0 <> lewe obroty)
#<rpm> = #14 (=720 obroty)
#<max_rpm> = #15 (=1500 obroty maksymalne)
#<z_safe> = #16 (=1 Bezpieczne Z)
g17 (xy plane)
g21 (mm)
g40 (cancel cutter radius compensation)
g49 (cancel tool lengthoffset)
g90 (absolute distance mode)
g94 (units/min feedrate)
g54 (Coordinate system 1 default)
#<tol> = 0.001
g64 p#<tol> (path control stop)
(ngcgui: Wywołaj plik procedury: /home/miki/linuxcnc-dev/nc_files/ngcgui_lib/helix.ngc)
(ngcgui: positional parameters:)
( #1 = toolno = 1)
( #2 = rpm = 720)
( #3 = feedrate = 10)
( #4 = dir = 3)
( #5 = inside = 1)
( #6 = cutdepth = 2)
( #7 = zincr = 1)
( #8 = zsafe = 0.5)
( #9 = x = 20)
( #10 = y = 0)
( #11 = hdiam = 11)
( #12 = faceangle = 0)
( #13 = d_angle = 0)
( #14 = zstart = 0)
( #15 = spin_notify = 0)
( #16 = use_g43 = 1)
( #17 = h_for_g43 = 0)
( #18 = verbose = 0)
#<x> =[[[#<sr_lufy>+#<sr_kartusza>]/2]+#<odstep_lufa_kartusz>]
o<helix> call [1][#<rpm>][#<posuw>][2][1][abs[#<z_koncowe>]][#<przybranie_materialu>][#<z_safe>][0][0][#<sr_lufy>][0][0][#<z_pocz>][0][1][0][0]
o<helix> call [1][#<rpm>][#<posuw>][2][1][abs[#<z_koncowe>]][#<przybranie_materialu>][#<z_safe>][#<x>][0][#<sr_kartusza>][0][0][#<z_pocz>][0][1][0][0]
g41
g0 x-2 y[#<sr_lufy>/2+#<warstwa_zewn>]
g0 z#<z_pocz>
#<i>=0
o<2000> while [#<i> gt #<z_koncowe>]
g1 x[#<x>-2] y[#<sr_kartusza>/2+#<warstwa_zewn>] z[#<i>-#<przybranie_materialu>/4]
g2 x[#<x>+#<sr_kartusza>/2+#<warstwa_zewn>] y0 z[#<i>-#<przybranie_materialu>/8*3] r[#<sr_kartusza>/2+#<warstwa_zewn>-0.4]
g2 x[#<x>-2] y-[#<sr_kartusza>/2+#<warstwa_zewn>] z[#<i>-#<przybranie_materialu>/2] r[#<sr_kartusza>/2+#<warstwa_zewn>-0.4]
g1 x-2 y-[#<sr_lufy>/2+#<warstwa_zewn>] z[#<i>-#<przybranie_materialu>/4*3]
g2 x-2 y[#<sr_lufy>/2+#<warstwa_zewn>] z[#<i>-#<przybranie_materialu>] r[#<sr_lufy>/2+#<warstwa_zewn>+0.4]
#<i>=[#<i>-#<przybranie_materialu>]
o<2000> endwhile
g40
o<osemka> endsub
W treści dwa razy wywołuję procedurę helix_ngc, za każdym razem wprowadzając do niej dane z tabelki, a potem dookoła robię taką obwódkę z trzech łuków i dwóch odcinków.
Brakuje tu jeszcze wyboru freza i dojazdu z uwzględnieniem połowy jego średnicy.
[ Dodano: 2014-05-27, 19:48 ]






