




")
Nie szukasz pomocy, tylko kwadratowych jaj.titleDe pisze:Proszę o nie udzielanie się w tym wątku użytkownika: tuxcnc , nie szukam dyskusji tylko pomocy.
Usiłujesz uruchomić LinuxCNC na sprzęcie który się do tego nie nadaje.
Co chwilę coś Ci nie działa i biegniesz na forum zawracać innym dupę.
Tobie się nie da pomóc, bo się uparłeś robić rzeczy niemożliwe.
Na dodatek z tego co robisz niewiele rozumiesz, więc nie bardzo wiadomo jak Ci cokolwiek wytłumaczyć.
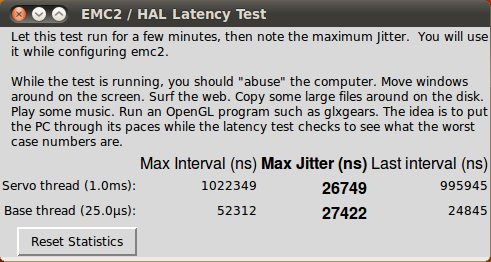
Jitter rzędu 250000 oznacza kompletną bezużyteczność komputera do LinuxCNC.
Być może jest on na dodatek uszkodzony, co by tłumaczyło inne problemy.
Zmień komputer na odpowiedni.
Nie potrafisz zrozumieć ?
To uwierz na słowo.
.



")


")






