



Grawerowanie w Vectric Aspire
-
Mortadela
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 30 lip 2021, 13:15
Grawerowanie w Vectric Aspire
Witam, przychodzę z prośbą, żeby ktoś na chłopski rozum spróbował mi wytłumaczyć co dokładnie robią parametry przeskok, odstęp przejścia i maksymalny stopień w Vectric Aspire i co najlepiej tam wpisać do grawerowania grafik w dębie, żeby to nie praca nie trwała nie wiadomo ile i rezultaty były zbliżone do rysunku.
- Załączniki
-


-
 gluk
gluk
- Stały bywalec (min. 70)
")
- Posty w temacie: 1
- Posty: 74
- Rejestracja: 31 paź 2020, 10:59
- Lokalizacja: Polska
- Kontakt:
Re: Grawerowanie w Vectric Aspire
od razu zastrzegam, że nie używam Vectric Aspire, ale zaciekawiły mnie te "parametry". Znalazłem angielską wersję tego okienka i wygląda na to, że tłumacz "nie popisał się" 
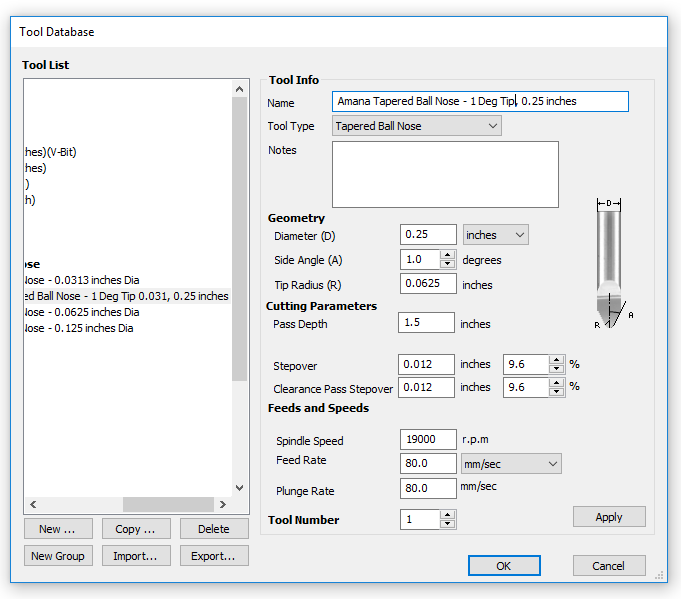
od góry:
— Przeskok to "Stepover" czyli wymiar, o ile przesuwany jest frez przy wybieraniu materiału z powierzchni "kieszeni". Czyli masz frez V30 z zakończeniem 0.1mm, ustawiony "stepover" 50% sprawi że frez będzie jechał linie co 0.05mm na powierzchniach do wybrania - parametr bardziej istotny dla "v-carvingu" niż czystego grawerowania
— Odstęp przejścia to "Clearance pass stepover" - wymiar jak wyżej, ale dla przejścia wykończeniowego. To znaczy, że grawerujesz np do Z-0.60mm w trzech przejściach: -0.25mm, -0.50mm i trzecim wykończeniowym -0.60mm i wtedy dla trzeciego, wykończeniowego przejścia możesz dać mniejszą wartość stepover, aby uzyskać lepszą jakość, a dla dwu pierwszych większą aby przyśpieszyć pracę
— Maksymalny stopień (!) to "Plunge rate" czyli prędkość zagłębiania narzędzia w osi Z
od góry:
— Przeskok to "Stepover" czyli wymiar, o ile przesuwany jest frez przy wybieraniu materiału z powierzchni "kieszeni". Czyli masz frez V30 z zakończeniem 0.1mm, ustawiony "stepover" 50% sprawi że frez będzie jechał linie co 0.05mm na powierzchniach do wybrania - parametr bardziej istotny dla "v-carvingu" niż czystego grawerowania
— Odstęp przejścia to "Clearance pass stepover" - wymiar jak wyżej, ale dla przejścia wykończeniowego. To znaczy, że grawerujesz np do Z-0.60mm w trzech przejściach: -0.25mm, -0.50mm i trzecim wykończeniowym -0.60mm i wtedy dla trzeciego, wykończeniowego przejścia możesz dać mniejszą wartość stepover, aby uzyskać lepszą jakość, a dla dwu pierwszych większą aby przyśpieszyć pracę
— Maksymalny stopień (!) to "Plunge rate" czyli prędkość zagłębiania narzędzia w osi Z
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Grawerowanie w Vectric Aspire
Dlatego ja wolę używać angielskich wersji CAMa. Nawet w NXie takich sesnownych inaczej tłumaczeń jest od groma, a przecież siemensa stać, żeby zatrudnić porządnego tlumacza z chin, zamiast załatwić u majfrenda.
Można?
Morzna!!!
Morzna!!!






