



montaz e-stop
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
montaz e-stop
Potrzebuje zamontować przycisk e-stop w mojej maszynie.Gdzie i jak się go podłącza,mile widziany schemat.Maszyna to frezarka, sterowniki UHU,prog sterujący Mach3.
Tagi:


")
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Przycisk NO (normalnie otwarty) zamyka obwód po naciśnięciu, przycisk NC (normalnie zwarty) przerywa obwód po naciśnięciu.
Przyciski NO łączy się równolegle, przyciski NC szeregowo.
Zwykle wystarczy przycisk ESTOP podłączyć pod dowolną krańcówkę, maszyna i tak się zatrzyma, co najwyżej inny komunikat wyświetli.
Bardziej skomplikowane jest podłączenie ESTOP jako niezależnego sygnału, tutaj już wsystko zależy od sterownika (wolne piny portu) i trzeba program odpowiednio skonfigurować.
.
Przyciski NO łączy się równolegle, przyciski NC szeregowo.
Zwykle wystarczy przycisk ESTOP podłączyć pod dowolną krańcówkę, maszyna i tak się zatrzyma, co najwyżej inny komunikat wyświetli.
Bardziej skomplikowane jest podłączenie ESTOP jako niezależnego sygnału, tutaj już wsystko zależy od sterownika (wolne piny portu) i trzeba program odpowiednio skonfigurować.
.
-
 k-m-r1
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 6
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
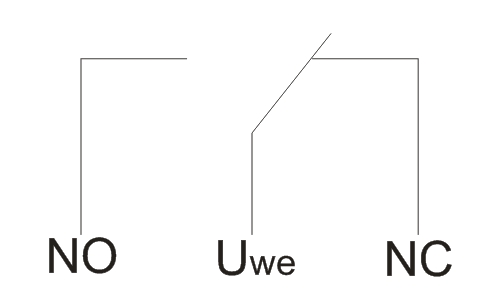
tak to wygląda
jeśi ma przejscie i wciskasz grzybek to rozłaczy jest to NC
czyli w pozycji niewymuszonej jest zamkniety ten drugi odwrotnie
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 6365
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
Re: montaz e-stop
Jesli to ma byc naprawde Emergency Stop to montuje sie go na zasilaniu maszyny.
Nie w sterowniku czy co...
q
Nie w sterowniku czy co...
q
Ostatnio zmieniony 07 paź 2012, 15:53 przez oprawcafotografii, łącznie zmieniany 1 raz.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: montaz e-stop
U siebie to podłącz do gniazdka 230V, żeby od razu wywalało bezpieczniki w chałupie.oprawcafotografii pisze:Jesli to ma byc naprawde Emargency Stop to montuje sie go na zasilaniu maszyny.
Nie w sterowniku czy co...
A na forum nie pisz bzdur.
E-stop (jak sama nazwa wskazuje) ma maszynę zatrzymać a nie wyłączyć.
.
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 6365
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
Re: montaz e-stop
Z takimi tekstami to idz na kolko linuxiarzy pryszczersie 
E-stop ma byc ostatnia deska ratunku.
Jak sterownik nawali to wciskanie e-stop podlaczonego do niego nic nie da,
a e-stop odcinajacy zasilanie spowoduje wlasnie zatrzymanie wszystkiego
od osi maszyny do wrzeciona wlacznie.
To forum amatorskie wiec nie mowimy raczej o maszynach z osiami,
ktore moga pojechac rozpedem po odcieciu zasilania.
q
E-stop ma byc ostatnia deska ratunku.
Jak sterownik nawali to wciskanie e-stop podlaczonego do niego nic nie da,
a e-stop odcinajacy zasilanie spowoduje wlasnie zatrzymanie wszystkiego
od osi maszyny do wrzeciona wlacznie.
To forum amatorskie wiec nie mowimy raczej o maszynach z osiami,
ktore moga pojechac rozpedem po odcieciu zasilania.
q
-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 6
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
koniec tego wygłupiania sie
przepisy sąjasne i dobrze określają co i jak ma być
a konkretne rozwiazanie problemu w danym przykłądzie jest na swój sposób realizowane
http://www.pip.gov.pl/html/pl/doc/07011008.pdf
[ Dodano: 2012-10-07, 18:53 ]
i jeszcze 5 groszy
przepisy sąjasne i dobrze określają co i jak ma być
a konkretne rozwiazanie problemu w danym przykłądzie jest na swój sposób realizowane
http://www.pip.gov.pl/html/pl/doc/07011008.pdf
[ Dodano: 2012-10-07, 18:53 ]
i jeszcze 5 groszy
Kod: Zaznacz cały
Zatrzymanie awaryjne maszyn
Rozporządzenie Ministra Gospodarki z 30 października 2002 r. w sprawie minimalnych wymagań dotyczących bezpieczeństwa i higieny pracy w zakresie użytkowania maszyn przez pracowników podczas pracy, w rozdziale 3 § 14. 1. nakazuje wyposażać maszyny w urządzenia zatrzymania awaryjnego ze względu na zagrożenia, jakie stwarzają, w zależności od czasu ich zatrzymania. Czy zapis ten dotyczy szlifierek dwutarczowych, wiertarek stołowych, które na ogół mają tylko dwa przyciski (zał/wył.), działające na stycznik albo załączane są bezpośrednio łącznikiem obrotowym typ ŁK? " Maszyny", o których piszę, zostały zakupione w mojej firmie w latach 90. i wcześniej, jest ich kilka. Pracownik, który obsługuje takie maszyny znajduje się w bezpośrednim sąsiedztwie przycisku wyłączającego i w razie zagrożenia na pewno zdąży go uruchomić. Zamontowanie przycisku awaryjnego, z uwagi na brak miejsca, jest raczej utrudnione, stąd znajdzie się on w miejscu nie tak wygodnym, jak miejsce, w którym jest obecnie przycisk wyłączający. Spotkałem się z sugestią , że przycisk awaryjnego zatrzymania może być w innym miejscu, niekoniecznie na korpusie maszyny (jeżeli tam nie ma miejsca) - np. może być na podłożu, gdzie zamontowana jest maszyna i może być uruchamiany poprzez nacisk stopą pracownika. Czy jest to logiczne, czy wymuszanie wprowadzenia ww. zmian w maszynach nie pogorszy warunków ich użytkowania? Według mnie - tak. Nowe maszyny tego typu, które widziałem, nie mają zamontowanych wyłączników awaryjnego zatrzymania. Co należy w tej sytuacji zrobić?
Kazimierz Wysocki
Niejednoznaczne wymagania związane ze stosowaniem urządzeń zatrzymywania awaryjnego w maszynach (tzw. STOP-ów awaryjnych), dobrze pokazują brak tego, co stanowi o jakości prawa, czyli dojrzałości inżynierskiej, jednoznaczności i klarowności. Niezwracanie w przepisach uwagi na związki logiczne prowadzi do sformułowań sprzecznych i niejasnych. Oto jak formułowana jest konieczność stosowania zatrzymywania awaryjnego w rozmaitych przepisach:
- Rozporządzenie MG z 30 października 2002 r. w sprawie minimalnych wymagań dotyczących bezpieczeństwa i higieny pracy w zakresie użytkowania maszyn przez pracowników podczas pracy (Dz.U. nr 191, poz. 1596 ze zm.) w §14.1 mówi, że ze względu na zagrożenia, jakie stwarzają maszyny, w zależności od czasu ich zatrzymywania, wyposaża się je w urządzenie zatrzymania awaryjnego. Sens takiego sformułowania jest wątpliwy, ponieważ w pierwszej części wymaganie mówi o tym, że maszyny wyposaża się w zatrzymywanie awaryjne ze względu na zagrożenia, jakie one powodują, po czym unieważnia się to, mówiąc, że jedynym kryterium konieczności wyposażania maszyn w urządzenia zatrzymywania awaryjnego jest czas zatrzymywania (czego?). To tak, jakby powiedzieć, że doboru nart należy dokonywać ze względu na warunki pogodowe, w zależności od ich koloru. Brak sensu jest spowodowany brakiem operatora logicznego (i; lub) pomiędzy zdaniami podrzędnymi formułującymi wymagania po sobie następujące.
- W rozporządzeniu MGPiPS z 26 września 1997 r. w sprawie ogólnych przepisów bezpieczeństwa i higieny pracy (Dz.U. z 2003 r., nr 169, poz. 1650) wymaganie dotyczące urządzeń zatrzymania awaryjnego przybiera postać paragrafu 52.2.: Gdy jest to konieczne w związku z zagrożeniami, jakie stwarza maszyna, i jej nominalnym czasem zatrzymania się, maszyna powinna być wyposażona w urządzenie do zatrzymywania awaryjnego. To wymaganie zawiera operator logiczny koniunkcji "i" - co oznacza, że przy rozpatrywaniu konieczności stosowania urządzenia do zatrzymywania awaryjnego w maszynie należy jednocześnie uwzględniać i zagrożenia, i czas jej zatrzymywania. Z tego wynikałoby, że jeśli analiza zagrożeń wskazywałaby na konieczność zastosowania urządzenia, a czas zatrzymania maszyny jest zbyt długi, to stosowanie takiego urządzenia jest zbyteczne.
- Z kolei rozporządzenie MGPiPS z 10 kwietnia 2003 r. w sprawie zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz.U. nr 91, poz.858) mówi w § 20.1: Maszyna powinna być wyposażona co najmniej w jeden wyłącznik awaryjny, w celu wyeliminowania istniejącego lub możliwego do wystąpienia niebezpieczeństwa. 2. Przepisu ust. 1 nie stosuje się do: maszyn, w których wyłącznik awaryjny nie obniżyłby ryzyka, ponieważ albo nie skróciłby czasu zatrzymania, albo nie umożliwił podjęcia specjalnych środków niezbędnych do przeciwdziałania zagrożeniu. Powyższe wymaganie zawiera operator logiczny alternatywy "albo", czyli wyboru jednej z kilku (tutaj dwu) lub jednocześnie obydwu możliwości. Zatem, wedle tak sformułowanego wymagania, wystarczy niespełnienie choćby jednego z dwu warunków, ażeby nastąpiła konieczność zastosowania w maszynie urządzenia zatrzymywania awaryjnego.
Rola spójników
Warto zwrócić uwagę, jak niezwykle ważną rolę pełnią spójniki, czyli operatory logiczne (i; lub), w jasnym i sensownym wyrażaniu, zwłaszcza wymagań. To właśnie ich dowolne użycie spowodowało, że w trzech rozporządzeniach zawarto trzy różne wymagania, dotyczące tych samych aspektów, jakie należy wziąć pod uwagę przy wyposażaniu maszyn w urządzenie zatrzymywania awaryjnego:
- w rozporządzeniu w sprawie minimalnych wymagań decyduje tylko czas zatrzymywania maszyny;
- w rozporządzeniu w sprawie ogólnych przepisów bhp, zagrożenia i czas zatrzymywania jednocześnie;
- w rozporządzeniu w sprawie zasadniczych wymagań zagrożenia lub czas zatrzymywania.
Uzasadnienie inżynierskie mają wymagania zawarte w dyrektywie maszynowej (98/37/WE) i rozporządzeniu w sprawie zasadniczych wymagań, a także w normach: PN-EN 292-2; PN-EN 418 oraz PN-EN 60204-1. Wynika to z istoty zatrzymywania awaryjnego, które jest zdefiniowane (wg PN-EN 418, punkt 3.1) jako funkcja:
- zapobiegająca lub zmniejszająca zagrożenia;
- przeznaczona do inicjowania pojedynczym zadziałaniem człowieka, jeśli normalna funkcja zatrzymywania jest niewystarczająca.
Dlatego czas zatrzymywania nie może być jedynym powodem stosowania albo przyczyną niestosowania zatrzymywania awaryjnego. Kryterium decydującym jest wielość zagrożeń (źródeł energii, elementów będących w ruchu, napędów, narzędzi, materiałów obrabianych itd.). Gdy taka sytuacja w maszynie występuje, musi istnieć możliwość wyłączenia wszelkich zagrażających źródeł energii i napędów pojedynczym zadziałaniem na pojedynczy element sterowniczy. Jeśli maszyna jest wyposażona w jedno źródło energii lub jeden napęd, to funkcję urządzenia do zatrzymywania awaryjnego może spełniać element sterowniczy do zatrzymywania normalnego. Tak więc proste, niewielkie gabarytowo maszyny, takie, jak stołowe szlifierki dwutarczowe czy wiertarki, nie muszą być wyposażone w STOP-y awaryjne, wystarczają normalne wyłączniki, które pozostają w bezpośrednim zasięgu operatora w czasie pracy. Z założenia nie stosuje się STOP-ów awaryjnych w maszynach trzymanych i prowadzonych ręcznie.
STOP awaryjny
Przy okazji warto przypomnieć kilka podstawowych właściwości STOP-ów awaryjnych i zasad ich stosowania. Ich konstrukcja powinna odpowiadać specyfice maszyn, z którymi współpracują i aranżacji przestrzeni pracy. Mogą to być wyłączniki uruchamiane przyciskiem, cięgnem lub nieosłoniętym pedałem. Bez względu na budowę, urządzenia te powinny być samozatrzaskujące się i powodować skuteczne otwieranie, tzn. niezawodne osiągnięcie rozdzielenia styków. Przywrócenie normalnego działania maszyny powinno być możliwe po doprowadzeniu elementu sterowniczego STOP-u do stanu wyjściowego i zresetowaniu. Resetowanie urządzenia powinno być możliwe tylko przez ręczne zadziałanie na element sterowniczy, przy czym samo resetowanie nie powinno powodować wywołania sygnału ponownego uruchomienia. Zależnie od konstrukcji oraz funkcji maszyn, a także charakteru elementów zatrzymywanych, stosowane są dwie kategorie funkcji zatrzymywania awaryjnego (wg PN-EN 418):
- kategoria 0 - gdy zatrzymywanie jest realizowane przez odłączenie zasilania napędu maszyny, albo mechaniczne rozłączenie (rozsprzęglenie) elementów niebezpiecznych z ich elementami napędowymi oraz, jeśli jest to konieczne, przez wymuszone wyhamowanie;
- kategoria 1 - zatrzymanie kontrolowane z zasilaniem energią elementów (elementu) realizujących zatrzymywanie i odłączeniem dopływu tej energii po zatrzymaniu.
Nie stosuje się zatrzymywania awaryjnego wg kategorii 2, tzn. zatrzymywania kontrolowanego przy pozostawieniu zasilania napędów maszyny (PN-EN 60204-1 rozdz. 9.2.2).
STOP awaryjny powinien tak funkcjonować, aby operator, decydując się na jego użycie, nie musiał brać pod uwagę wynikających z tego skutków, związanych np. ze strefą roboczą lub czasem zatrzymywania. W żadnym przypadku nie powinien być używany jako wyposażenie zastępujące podstawowe środki ochronne, a funkcja zatrzymywania awaryjnego nie powinna pogarszać skuteczności tychże środków. Sygnał sterujący zatrzymywaniem awaryjnym powinien być nadrzędny w stosunku do wszelkich innych sygnałów sterujących. STOP-y awaryjne nie muszą być związane z korpusami maszyn. Często są umieszczane na pulpitach przestawnych, wolno stojących - wtedy nie powinny być podłączane do układu sterowania wtykami.
Podsumowując, zatrzymywanie awaryjne zawiera wiele aspektów funkcjonalnych i konstrukcyjnych, jakie muszą być uwzględniane przez projektantów i użytkowników maszyn, aby przyczyniało się do wzrostu poziomu bezpieczeństwa. Uruchamianie i zatrzymywanie to, z punktu widzenia ryzyka doznania urazu, chwile krytyczne podczas użytkowania maszyn. Tym samym zatrzymywanie awaryjne i powtórne uruchamianie mają dla bezpieczeństwa znaczenie szczególne. Niedotrzymanie zasad może powodować odwrotne od zamierzonych, tragiczne skutki. Interesujące, ale też i logiczne, jest to, że urządzenia zatrzymywania awaryjnego, spełniając rolę ostatniej deski ratunku, mają dość poślednią rangę w gronie środków bezpieczeństwa, należą bowiem do grupy dodatkowych środków ostrożności, a nie podstawowych urządzeń ochronnych.
dr inż. Stanisław Kowalewski
mgr inż. Markus Kusiak
ELOKON POLSKA
Piśmiennictwo:
1. PN-EN 292-2:2000 - Maszyny. Bezpieczeństwo. Pojęcia podstawowe, ogólne zasady projektowania. Zasady i wymagania techniczne.
2. PN-EN 60204-1:2001 - Bezpieczeństwo maszyn. Wyposażenie elektryczne maszyn. Wymagania ogólne.
3. PN-EN 418:1999 - Maszyny. Bezpieczeństwo. Wyposażenie do zatrzymywania awaryjnego; aspekty funkcjonalne. Zasady projektowania.
4. PN-EN 1037:2001 - Maszyny. Bezpieczeństwo. Zapobieganie niespodziewanemu uruchomieniu.
5. Kowalewski Stanisław - Podstawy bezpieczeństwa obsługi maszyn (tom 21), Centralny Instytut Ochrony Pracy, 1999[code][b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]






