fourfeeter pisze: ↑19 sie 2024, 09:31
Po kilku przejściach noża już nie widać zarysu gwintu a zostaje sam walec. Z tego wniosek, że pozycja jest gubiona.
G33 to kod modalny, czyli działa do odwołania.
Implementacja polega na tym, że po wydaniu pierwszego kodu G33 sterowanie czeka na impuls z enkodera, ale potem już nie. (Tak przynajmniej jest w LinuxCNC, ale w Mach powinno być identycznie).
Czyli problem można rozwiązać "zabijając" kod modalny innym kodem modalnym.
Czyli robisz jeden przebieg G33, cofasz nóż na G0, dosuwasz na G1 i następne przejście znowu na G33.
Teoretycznie, wtedy przed każdym G33 sterowanie będzie czekało na impuls z enkodera i nóż powinien trafiać w nitkę gwintu.
Ja wiem, że to jest strasznie upierdliwe, ale powinno działać.
(Przeczytaj
radelko-t105532.html może coś Ci się rozjaśni... )
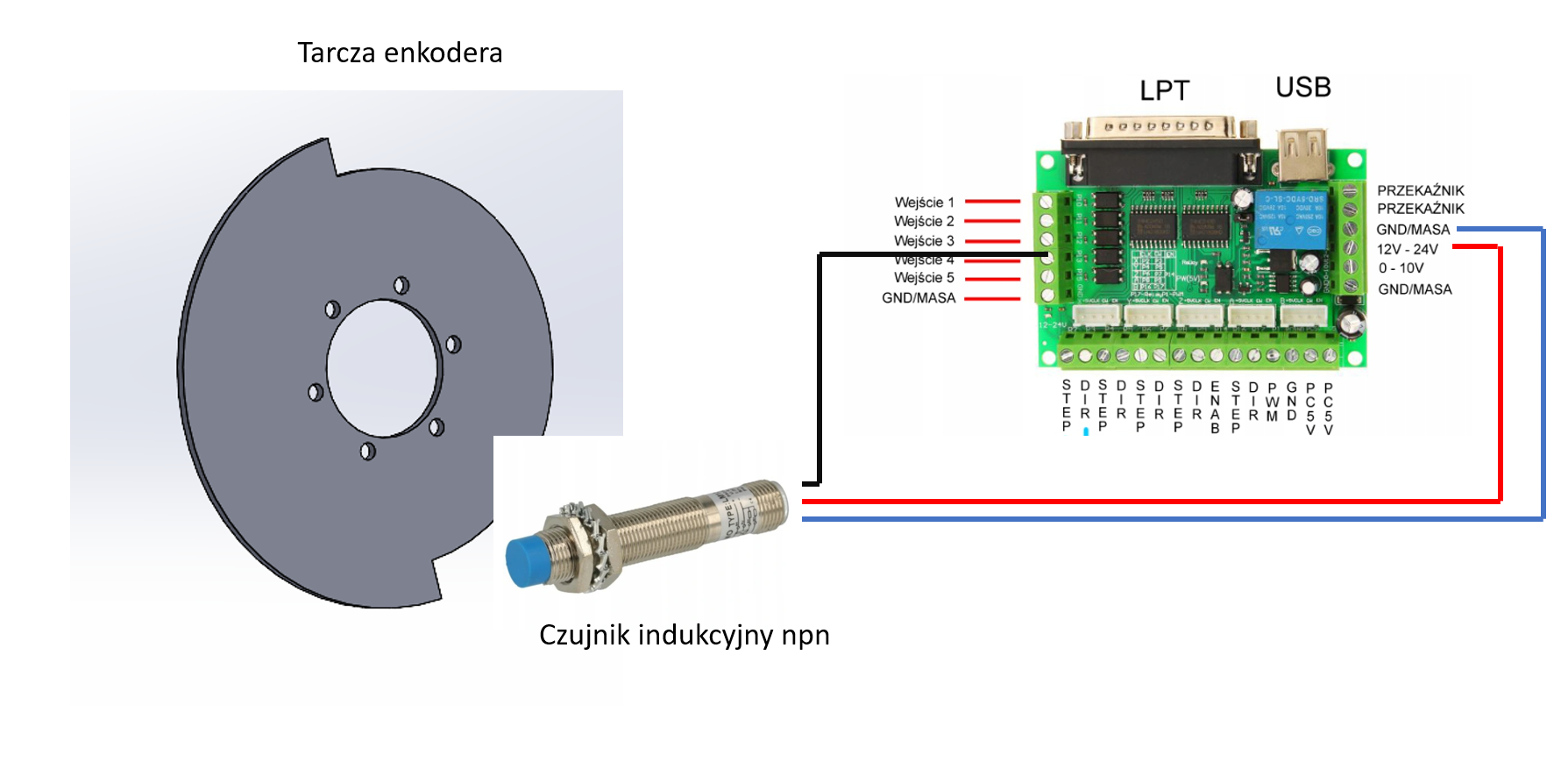
Z Mach jest jeszcze taka heca, że on obsługuje enkoder o większej rozdzielczości, ale wykonany w nietypowy sposób. Tam jedna szczelina musi być dwa razy szersza od pozostałych. Oczywiście taki enkoder nie rozpozna kierunku, ale dokładność gwintu polepsza.
Co do LinuxCNC, to właściwym wyborem dla LPT jest enkoder 50 kresek (Chińczycy oznaczają P/R), maksymalnie 100.
Oczywiście ABZ i nie ma sensu łaszczyć się na AB bo jest dyszkę tańszy - nawet jeśli da się przerobić (co niektórzy tu opisywali), bo to wymiana przewodu, robocizna, no i może się nie udać...




")





")
")






