



")
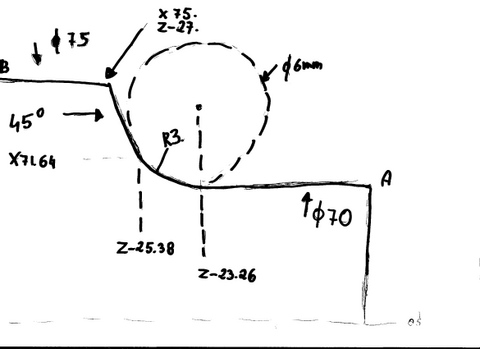
Mam do zaprogramowania taki detal jak na rysunku, nie moge sobie poradzic z wartosciami dla I i K dla takiego przypadku. Potrzebny mi tylko program z punktu A do B, dodam ze maszyna nie chce tego zrobic za pomoca samego R.
Z gory dziekuje.
[ Dodano: 2010-11-11, 21:04 ]
Wlasciwie to jest tylko luk a nie pelny promiec wiec nie wiem jak to zrobic:
jak dalem:
G01Z-23.26
G02X71.64Z-25.38R3.
G01X75.Z-27.
G01Z-....
to maszyna dala alarm jak i w zgrubnej obrobce tak i na gotowo.
Jakies rady?
Zrobilem ta sztuke ale w inny sposob ale uwazam ze powinno sie dac bezposrednio,czyli przejscie z linii prostej w luk i z luku faza.


")

")

")








