



")
Cześć na imię mam Tomek i jestem ... wrrrróć ... i kupiłem tanie-cnc.
Tak jest drodzy Pańśtwo. Kupiłem tego szrota pod koniec roku 2013 jako zielony świeżak w temacie cnc. Dostałem dofinansowanie z UP i z wielkim rogalem na ryju poszedłem na zakupy.
Część z Was bardzo mi pomogła podczas problemów z tym czymś co aspiruje do bycia ploterem frezującym, za co jeszcze raz dziękuję.
Przez ostatnie 3 lata, frezarka stała w kącie piwnicy służąc jako stół do gromadzenia gratów. W zeszłym roku po powrocie z migracji postanowiłem zainwestować nieco grosza w reanimację szrota i przystosowanie go do realnej pracy.
Rozwiązanie było jedno. Paski HTD. Dziś odpaliłem sprzęt i niedługo nagram jakąś demonstrację jego pracy.
Zanim to nastąpi, chciałbym opisać moje wrażenia z "pracy" na tym jakże "zacnym" kawałku nowatorskiej inżynierii.
Na wstępie zaznaczę, iż do frezowania używam wrzeciona Kress 1050.
1. Budowa.
Urządzenie o polu roboczym 1350x600x150mm skonstruowane jest z profili 80x80 oraz 100x100, spawanych i pomalowanych jakimś lakierem do metalu.
O dziwo rama jest prosta, trzyma przekątne, a jej sztywność jest dość przyzwoita.
Do ramy przykręcone są prowadnice liniowe z podporami. Prowadnice fi12 ze standardowymi łożyskami liniowymi.
Blat z MDF 18mm z białą okleiną.
I na tym kończą się "plusy".
Co jest nie tak w tej maszynie? Wszystko inne!
Zaczniemy od śrub napędowych.
Śruby trapezowe 18x4 oraz 12x4. "Grubsza" założona na najdłuższą oś X. Pozostałe osie napędzane cieńszymi śrubami. Brama napędzana dwiema śrubami, aby jak pisze "konstruktor" zapobiec przekaszaniu. Sęk w tym, że przy prędkości roboczej 200mm/min (tak dwieście milimetrów na minutę ! ) z głębokością frezowania 1mm można to napędzać żelkami z biedronki i nic się nie przekosi.
Same śruby, żeby było mało, są pozyskane chyba z jakiegoś odrzutu. Krzywe niemiłosiernie. Nawet śruba na osi Z, która ma nieco ponad 20 cm długości jest krzywa ( o.O )
Znalazłem jeden plusik
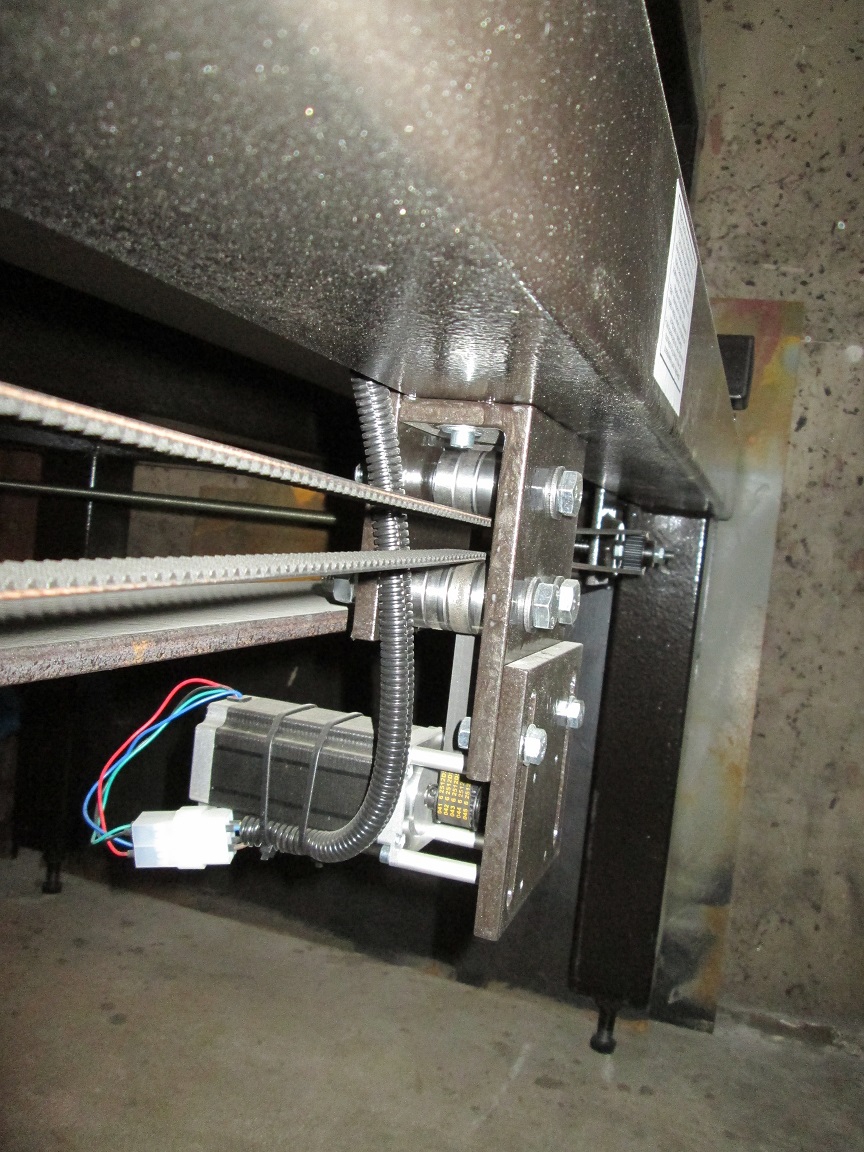
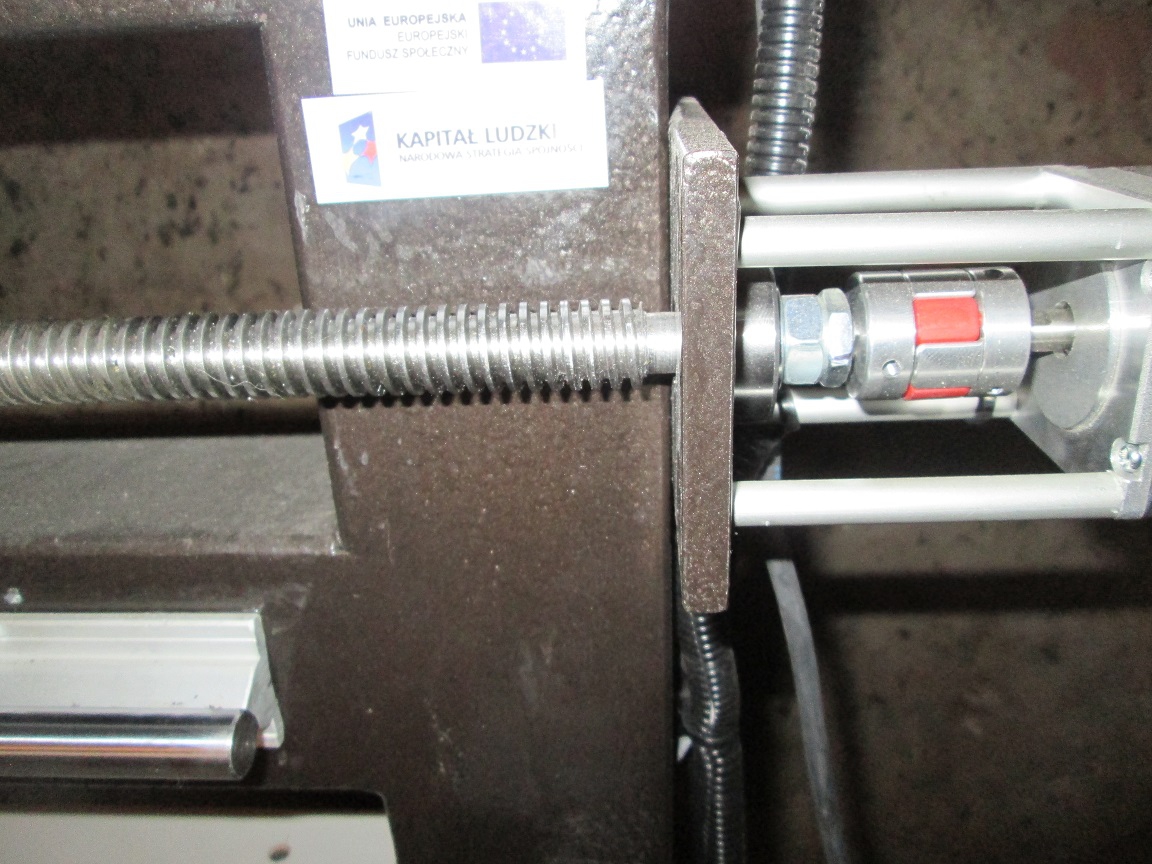
- Następny punkt wycieczki? "Łożyskowanie" śrub.
Zastanawiam się, czy płaskowniki z dziurami przez które przełożona jest po prostu śruba i po zewnętrznych stronach na obu końcach nałożone najtańsze otwarte łożyska kulkowe, są przejawem ignorancji, głupoty, czy też cwaniactwa pana "konstruktora".
Śruba nie ma żadnego podparcia w tych łożyskach i jest ustawiona "na oko", aby tylko się mniej więcej linia zgadzała. Karetka z osią Z cały czas przestawia sobie śrubę osi X w jej osi podczas pracy.
Poniżej załączam zdjęcia tych cudownych wynalazków.
Żeby było ciekawiej, "inżynier" postanowił zrezygnować z wyłączników krańcowych. Zamiast nich wkręcił na końcach osi X śruby które zapobiegały zjechaniu karetki osi Z z prowadnic. Oś Z i Y miały naturalne blokady wynikające z konstrukcji.
- Co dalej? Sterownik i silniki.
Tu generalnie standard amatorskich zestawów DIY, czyli czerwony TB 6560 3v2 plus silniki 3A 3Nm. Szału nie ma, ważne, że działa.
wrażenia z pracy
Tu nie ma zbyt wiele do pisania, gdyż urządzenie swą powolną pracą zniechęcało mnie do używania. Poza kilkoma drobnymi wycinkami i grawerowaniem, zrobiłem jedno większe frezowanie. Mianowicie dla znajomego korpus do gitary elektrycznej. Czas obróbki ... 11 godzin !!!!!!
To było moje ostatnie dzieło na tej maszynie. Po tym została tylko meblem.
Wsparcie techniczne po zakupie
Generalnie BRAK! Przy próbach kontaktu z najdrobniejszym problemem było zbywanie i zwalanie winy na niewiedzę użytkownika. Do tego arogancja i szeroko pojęty "mamtowdupizm". Pan tanie-cnc ma najwyraźniej zasadę "klient kupił, klient się odpier*oli".
PODSUMOWANIE
Maszyna jest kiepsko wykonana z najtańszych materiałów (nie czepiam się taniości, tylko jakości wykonania, bo tu już jest przeginka)
Przy polu roboczym niewiele mniej niż 1m2 i prędkościach sugerowanych przez konstruktora, urządzenie traci jakąkolwiek praktykę zastosowania.
Dla kogo są produkty tego pana?
Jeżeli masz nieograniczoną ilość wolnego czasu, nie zarabiasz na obróbce cnc i masz masochistyczną skłonność do użerania się z problematycznym sprzętem, to tak jest to coś dla Ciebie.
Tak naprawdę maszyna nie nadaje się nawet do sensownego użytku amatorskiego. Większą prędkość roboczą na większym polu roboczym widziałem w starym ploterze z okolic lat 1999-2000, który do dziś pracuje w jednym studiu reklamy w Płocku, w którym miałem przyjemność pracować w zeszłym roku.
Wniosek końcowy, omijać szerokim łukiem.
Ocena końcowa: 2+ / 10
Plusy:
- Spawana stalowa rama podstawy i bramy
- blat MDF
- niezłe prowadnice liniowe (ale tu chyba ciężko trafić badziewne)
- nakrętki mosiężne (podwójne dla kasowania luzu)
- silniki krokowe 3A 3Nm
Minusy:
- Marnej jakości śruby trapezowe
- Pseudo łożyskowanie napędu
- marna rzeczywista powtarzalność pracy i wymiarów detali
- Brak krańcówek
- Najtańsze otwarte łożyska podpierające śruby
- Brak wsparcia technicznego po zakupie
- Cena o ile mnie pamięć nie myli ok 8500zł bez wrzeciona (jak dla mnie za drogo jak za taki szrot)
To była moja recenzja pseudo produktu od tanie-cnc. Uznałem, że jako nabywca mam pełne prawo wyrazić swoją opinię na temat zakupionego szrota, jak również subiektywne zdanie na temat konstruktora.
Mam nadzieję, że moja przygoda pomoże innym użytkownikom CNC uniknąć podobnej wtopy i zmarnowania pieniędzy.
A teraz drobna aktualizacja stanu faktycznego na dzień dzisiejszy.
Zakupiłem do maszyny Koła i Paski HTD. Dziś Odpaliłem maszynę i bez problemu uzyskałem prędkości jałowe rzędu 17m/min. Dla osi X i Y. Oś Z została na śrubie w związku z brakiem miejsca na założenie paska. Na tej osi po drobnej modyfikacji łożyskowania śruby uzyskałem 1,5m/min. Po zmianie śruby na kulową albo prosty trapez liczę na coś koło 5m/min.
Generalnie prędkość robocza jaka mnie zadowoli, to okolice 5m/min. Wtedy będę bardzo szczęśliwy.
A teraz Galeria rozmaitości. Enjoy



")
")

")


")






