")
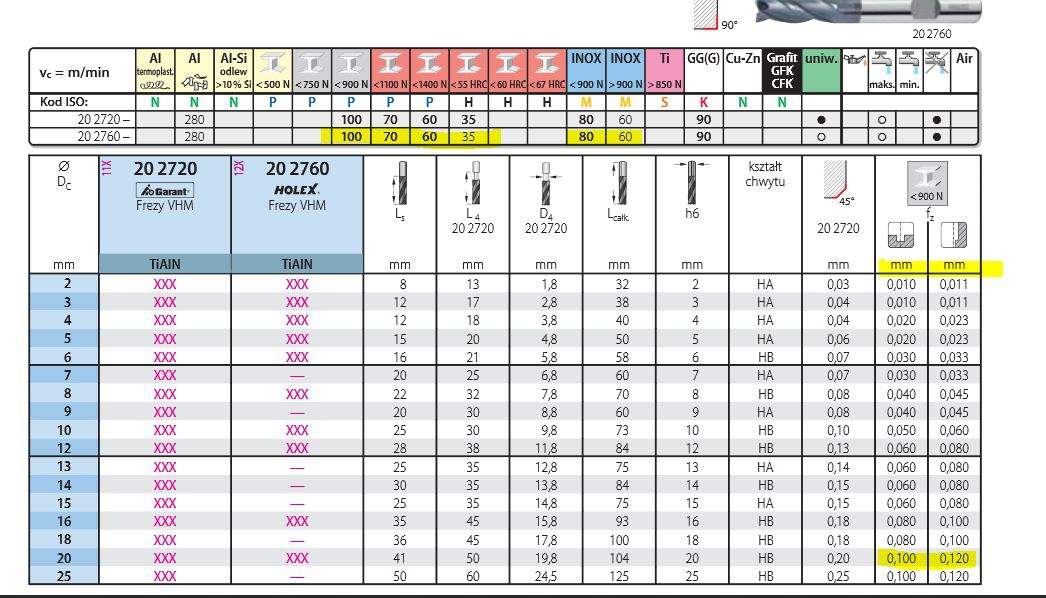
Witam zakupiłem frezy węglikowe Fi 16 i Fi 20 4-ostrzowy typ HR pełnowęglikowy VHM z powłoką TiAIN .
I nie mam pojecia jakie dobrać do tego obroty i posuw a nie chce tego robić na "chybił trafił" a z tabelki którą przysłał mi producent wynika że ustawia się takie posuwy których moja frezarka nawet nie posiada.
Dodam że chodzi o frezowanie zgrubne w stali o twardości do 20 HRC oraz pracuję na maszynie AFM Centrum Pionowe R550 z oprogramowaniem Sinumerik.
Pozdrawiam
Frezowanie Węglikiem



")
-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Przyjmij sobie na początek Vc ok. 100 m/min (2000obr/min), posuw dobierz z tabeli producenta a zmniejsz warstwę skrawania (ap) do 0,3mm, jeśli jedziesz pełną średnią (ae=øfreza). Warstwę skrawania potem stopniowo zwiększaj wsłuchując się w pracę frezarki. Chodzi o to, że frezy węglikowe (HM lub VHM) obciążają mocno obrabiarkę w stosunku do tych ze stali szybkotnącej (HSS) i rowek robiony frezem ø16 o głębokości np 10mm na twojej frezarce może nie pójść - tak przykładowo, abstrachuję że do kopania rowków używamy frezów 2-piórowych.
-
apacz514
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 226
- Rejestracja: 23 lut 2013, 20:21
- Lokalizacja: Lubelskie
Jakie to są dokładnie frezy ? Używam uniwersalnej 16 robię nim czasem stal do 45HRC po aluminium i co ważne w tych frezach to ap daję jak największe a małe ae i frez długo mi chodzi w stali posuw około F0.06 na ząb w alu f0.09 na ząb prędkość to w stali do 45HRC to od V80 w stali do V100-200 w alu V300 ale sporo zależny od sztywności maszyny Pozdrawiam
Niema rzeczy niemożliwych czasem potrzeba tylko więcej czasu....sinumeric 840..ctx 310 v3 eco, dmc 635 ,nef400,durma 30160, trumpf 3030 ...fanuc 0i