Mam pytanie:
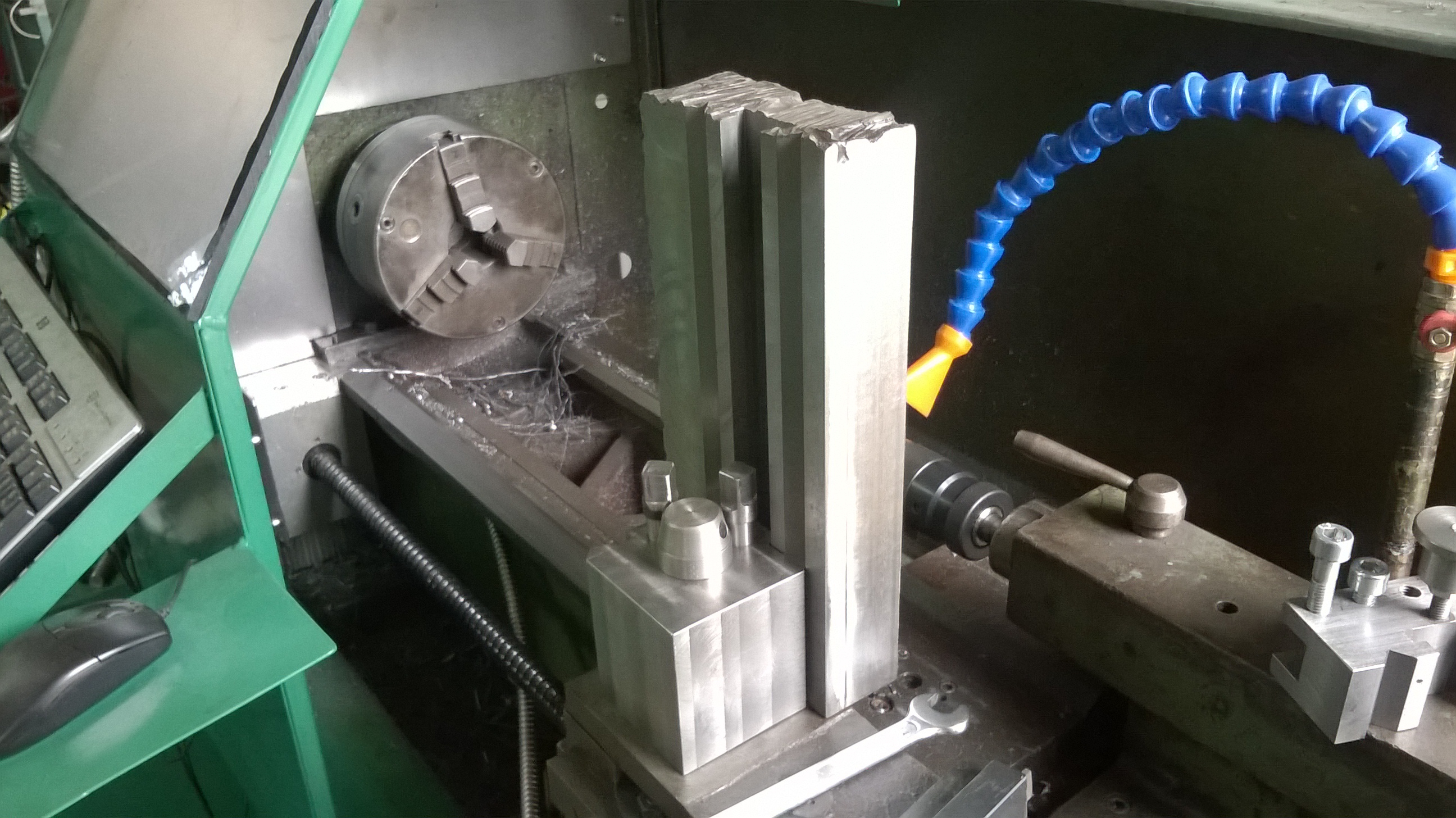
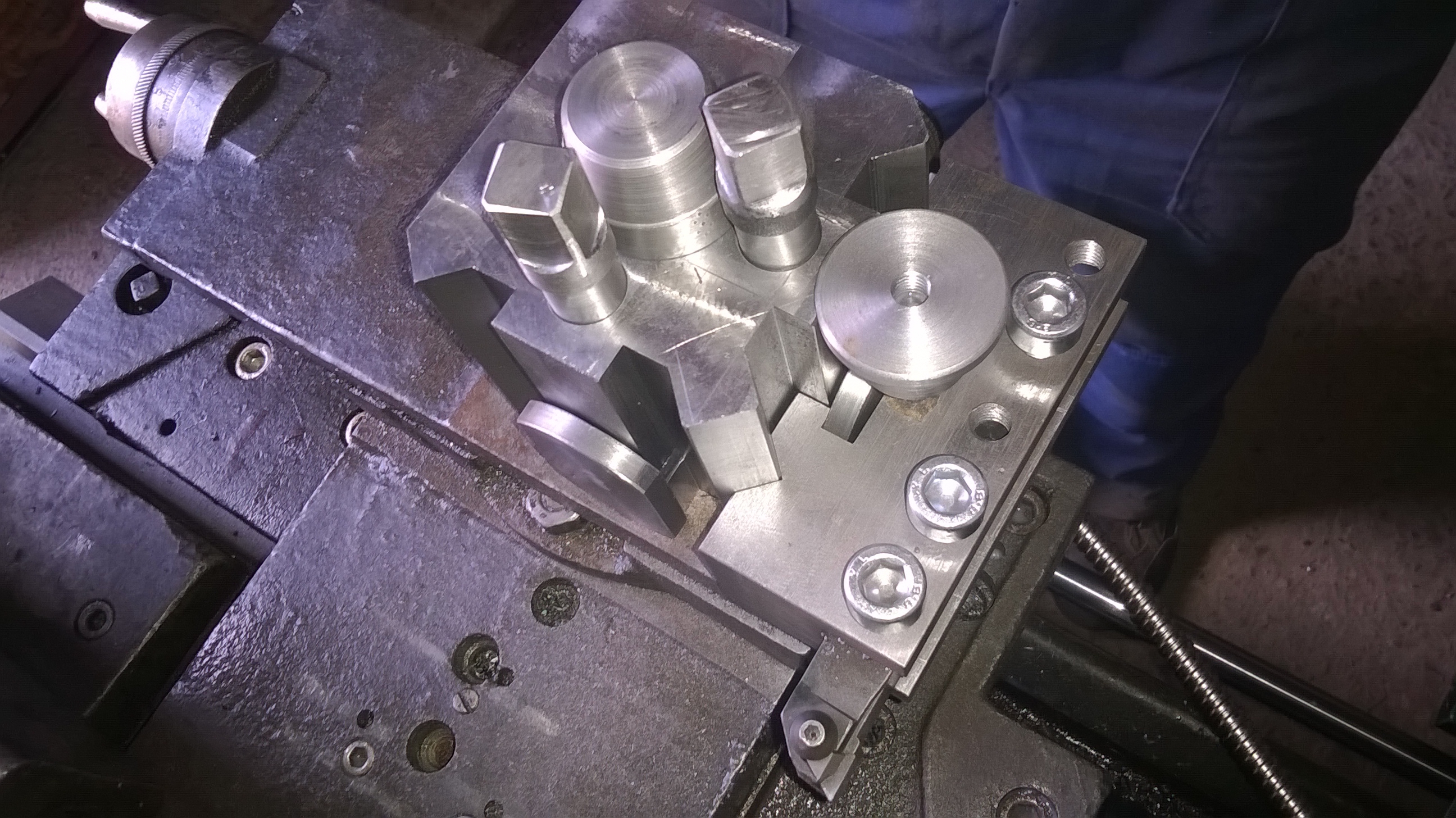
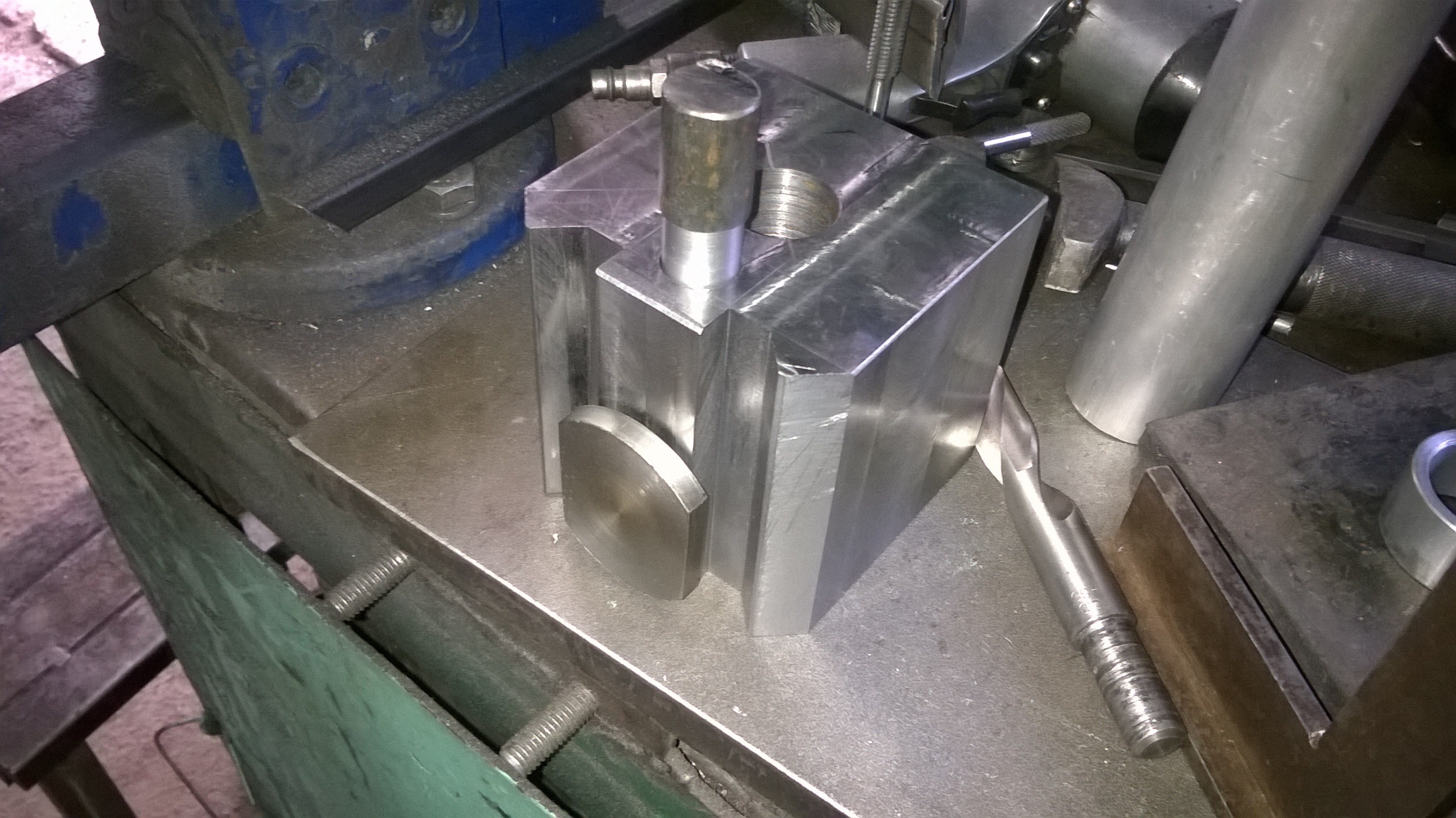
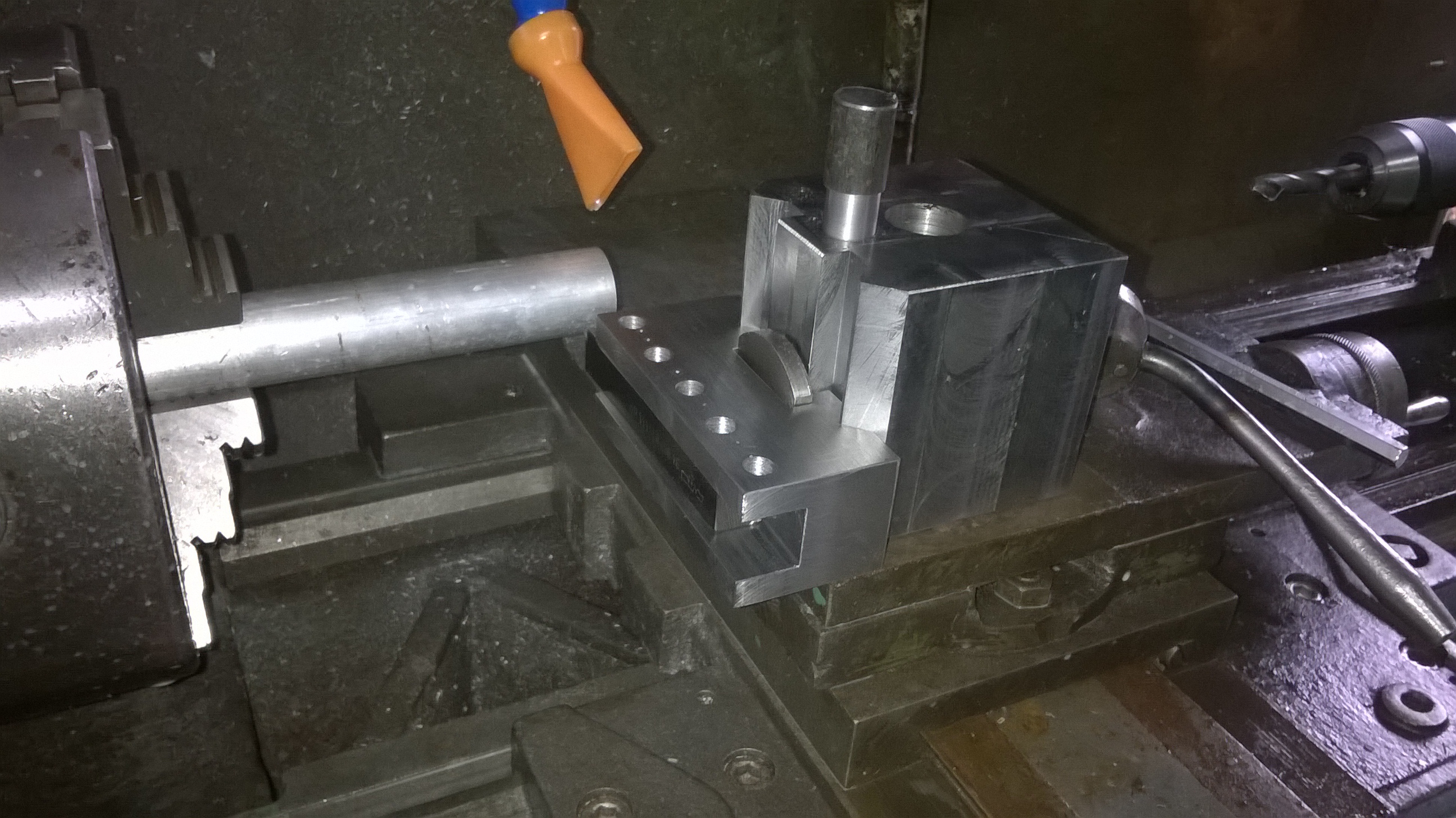
Po co ta kostka bazowa jest taka wysoka, skoro i tak nie będziesz mógł przesunąć kostki z nożem na samą górę, bo ten grzybek dociskający nie zachwyci kostki?
Czy źle myślę?
Nie lepiej jakby był na środku kostki i trochę dłuższy ten grzybek?
Przy takim montażu jak na zdjęciu to faktycznie nie ma sensu i można by zmniejszyć wysokość imaka. Ale docelowo mam zamiar wyrzucić sanki nożowe z suportu i założyć w ich miejsce płytę T-owa do której będzie montowany imak. Wtedy wszystko się obniży o ok. 20-30mm.Następnie obrócę "do góry nogami " imak i wsio powinno pasować , taka jest teoria
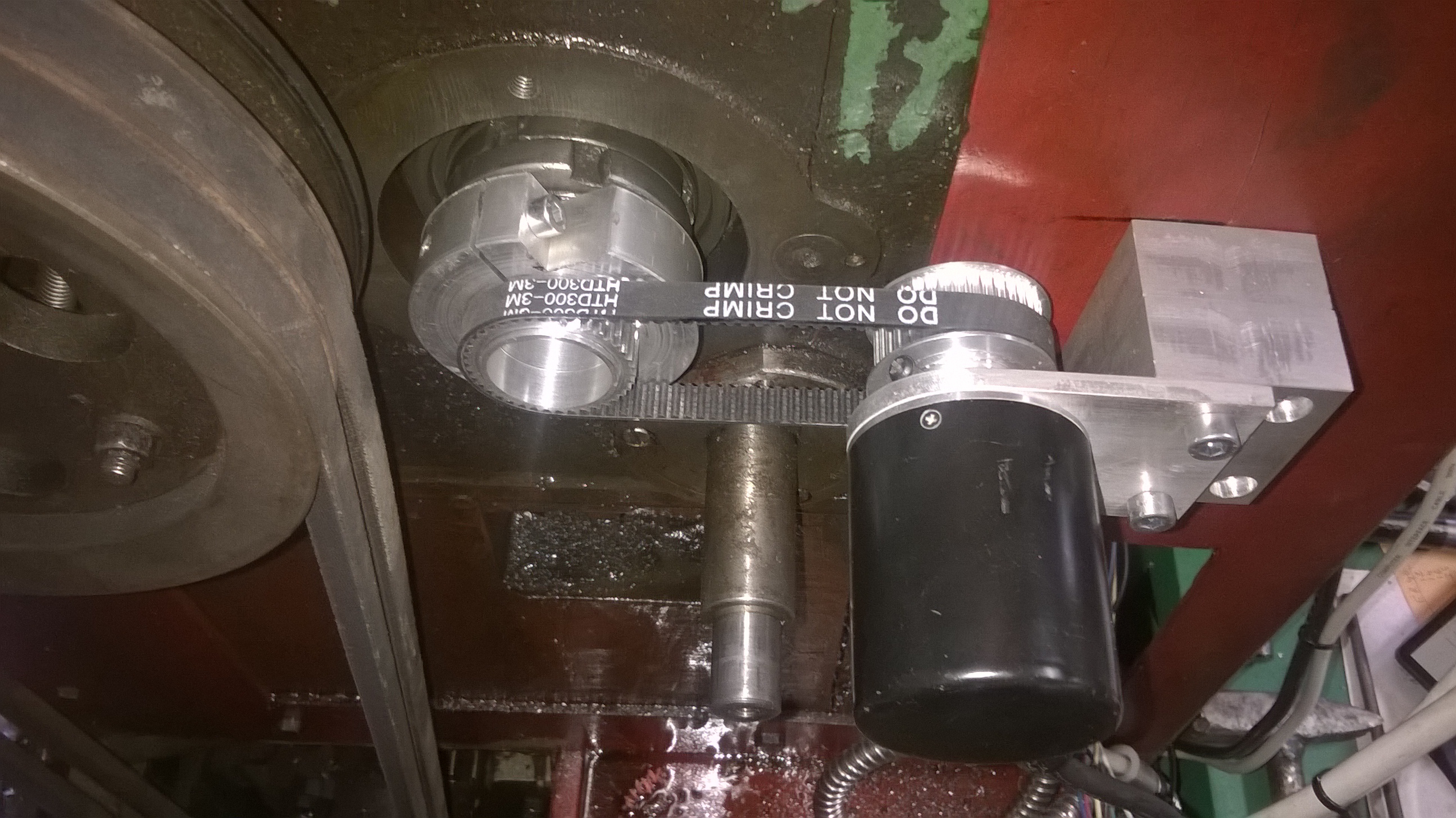
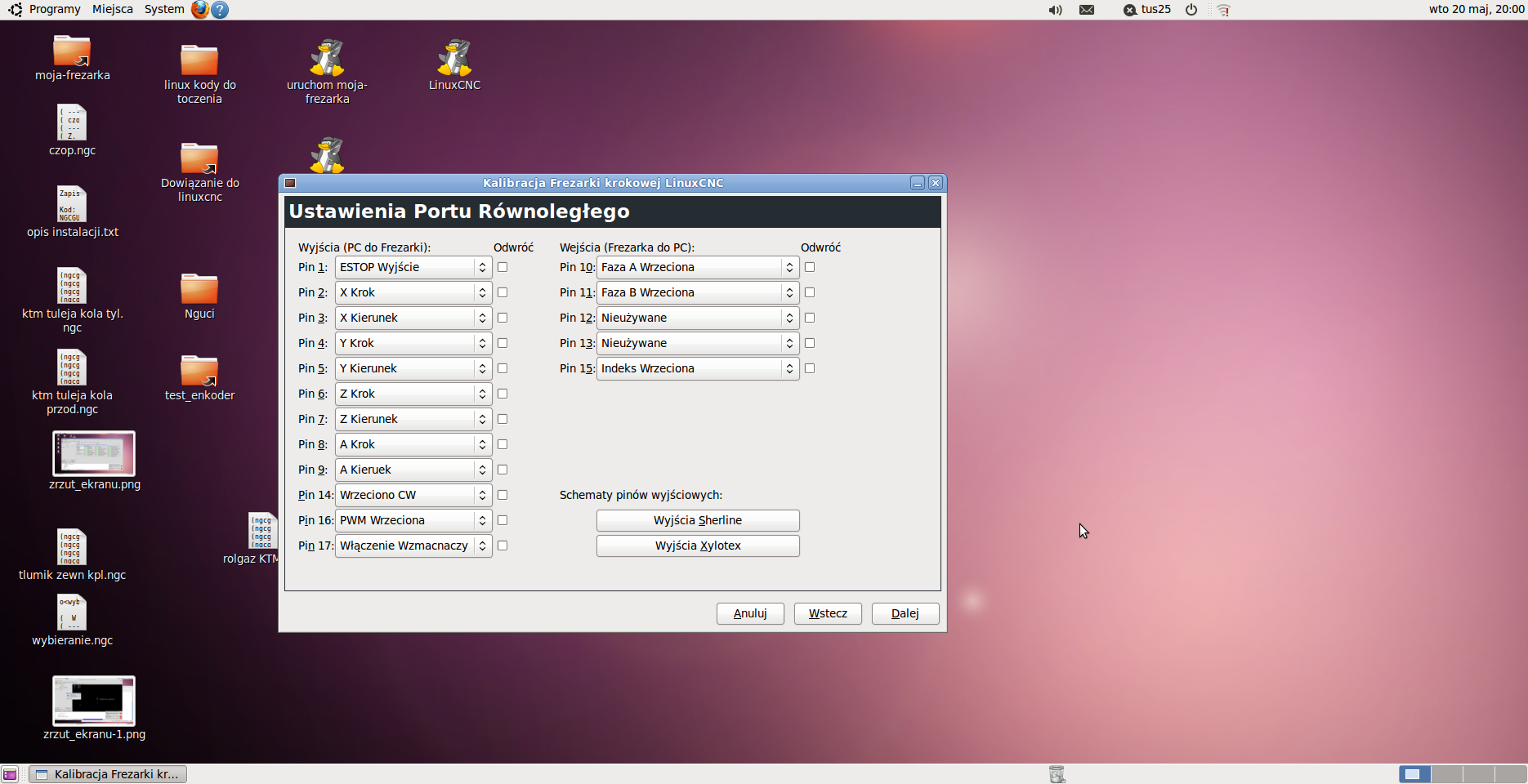
Enkoder już na swoim miejscu . Rozdzielczość 100 imp,kanały A B Z wyjścia TTL
, z mechanika nie było większych problemów ale z elektryka już tak O ile wydaje się ze LinuxCnc "widzi" enkoder (spindel speed świeci na zielono i pasek reaguje na zmianę szybkości wrzeciona) to nie mam pojęcia co wpisać w ustawieniach. Na wyjściu do falownika ( 0-10V ) mam max 0.3V
Po kolejnych testach wyszło ze trzeba wszelkie kabelki związane z enkoderem założyć ekranowanie , wiec czekam na kolejna przesyłkę.
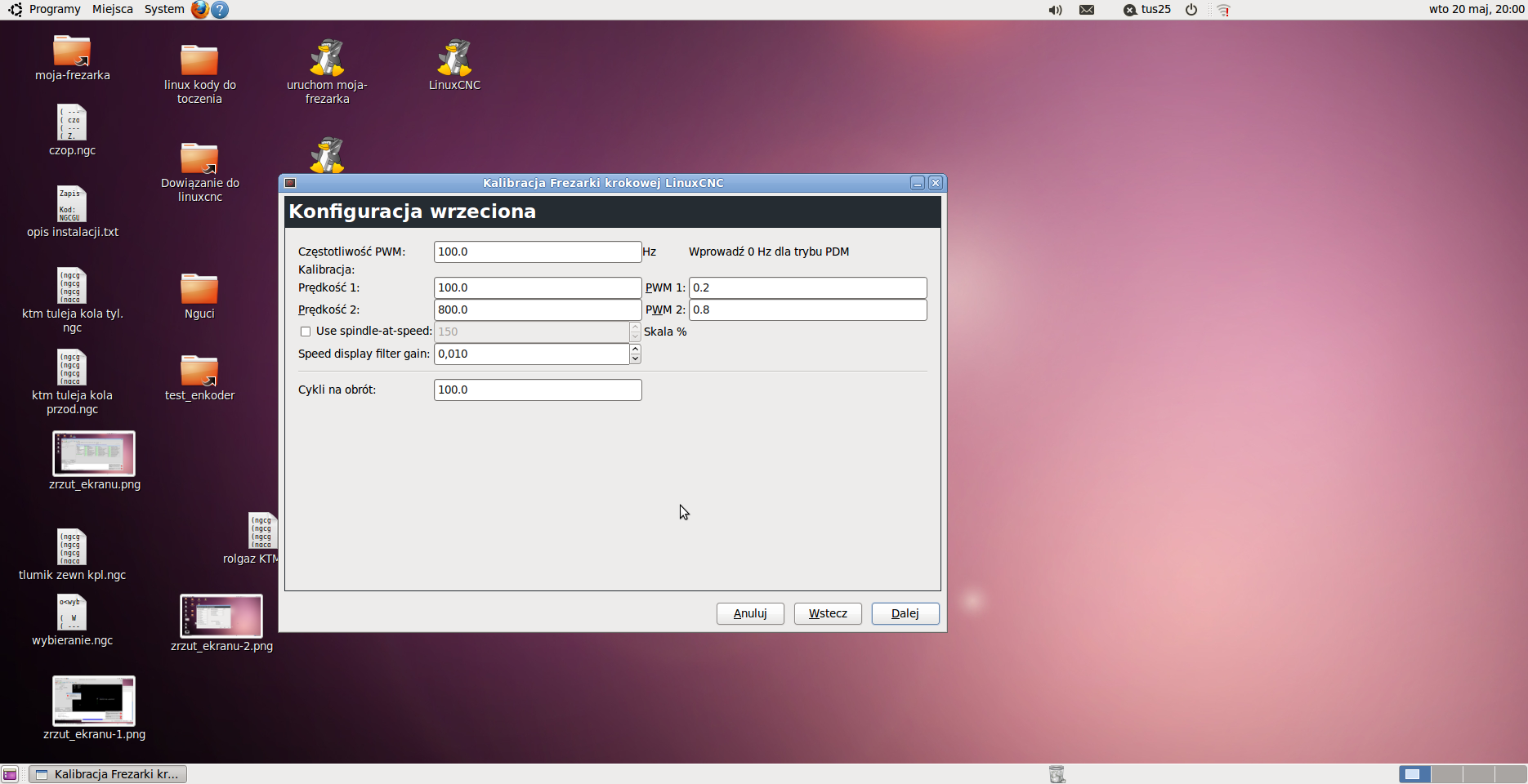
Czy może ktoś rozszyfrować co jest co i do czego służy w "Konfiguracji Wrzeciona" (fota powyżej).
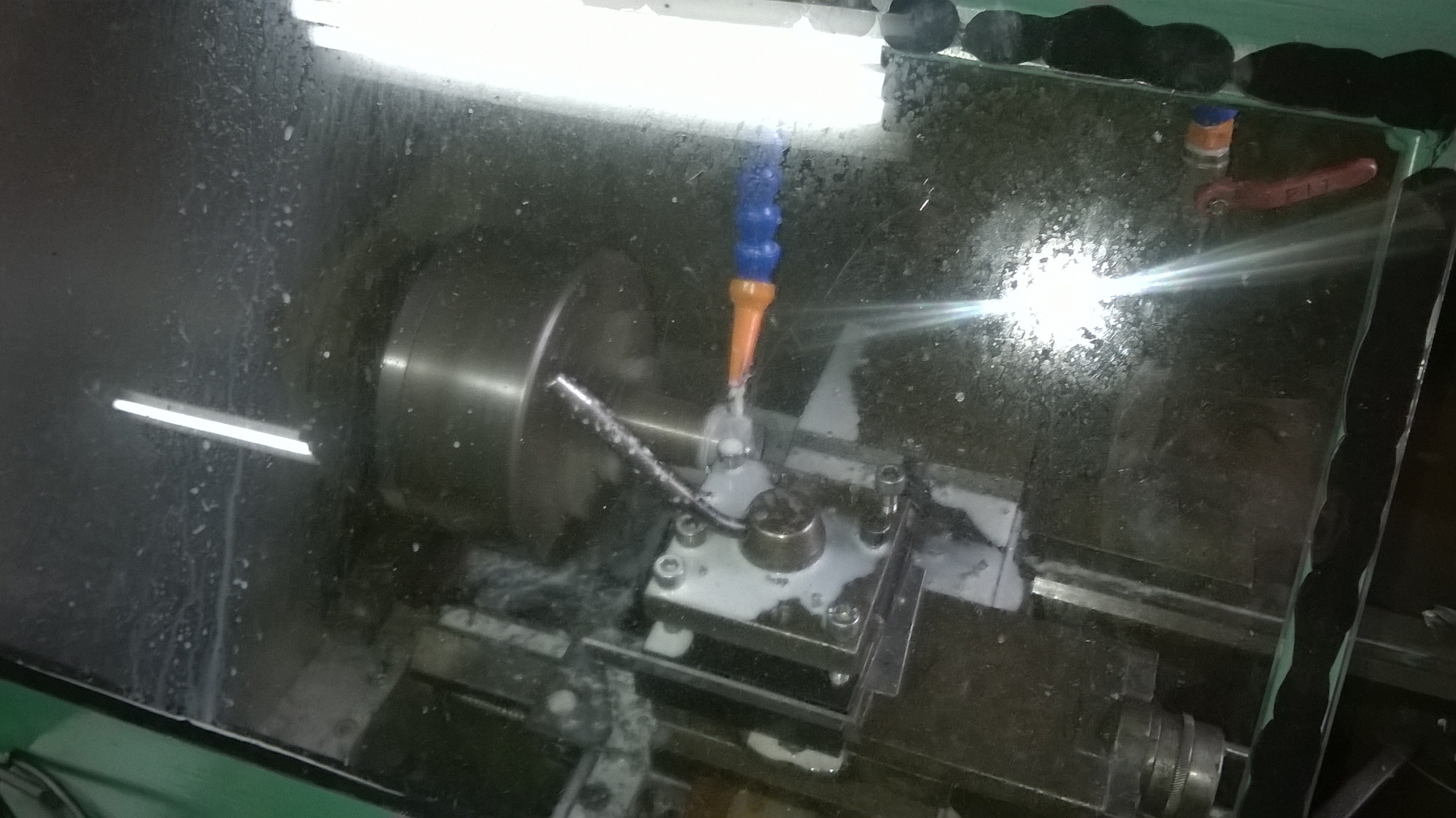
Dzis nadejszła wiekopomna chwila . Wytoczyłem na mojej TUS 25 CNC pierwszy gwint i o dziwo od razu wszystko jak trzeba . Idealnie trafia w nitkę , parametry zadane z LinuxCnc tez trzyma. Jestem nieco zaskoczony bo ustawienia enkodera w LinuxCnc ustawiałem "na oko"
Jako że uruchomiłem tokarkę z fabrycznym enkoderem jest do sprzedania enkoder mojej produkcji (opisywany wcześniej w tym temacie) , zmontowany , uruchomiony i gotowy do pracy.3 fototranzystory w zestawie więc tylko dorobić pasującą do maszyny tarcze i gotowe.
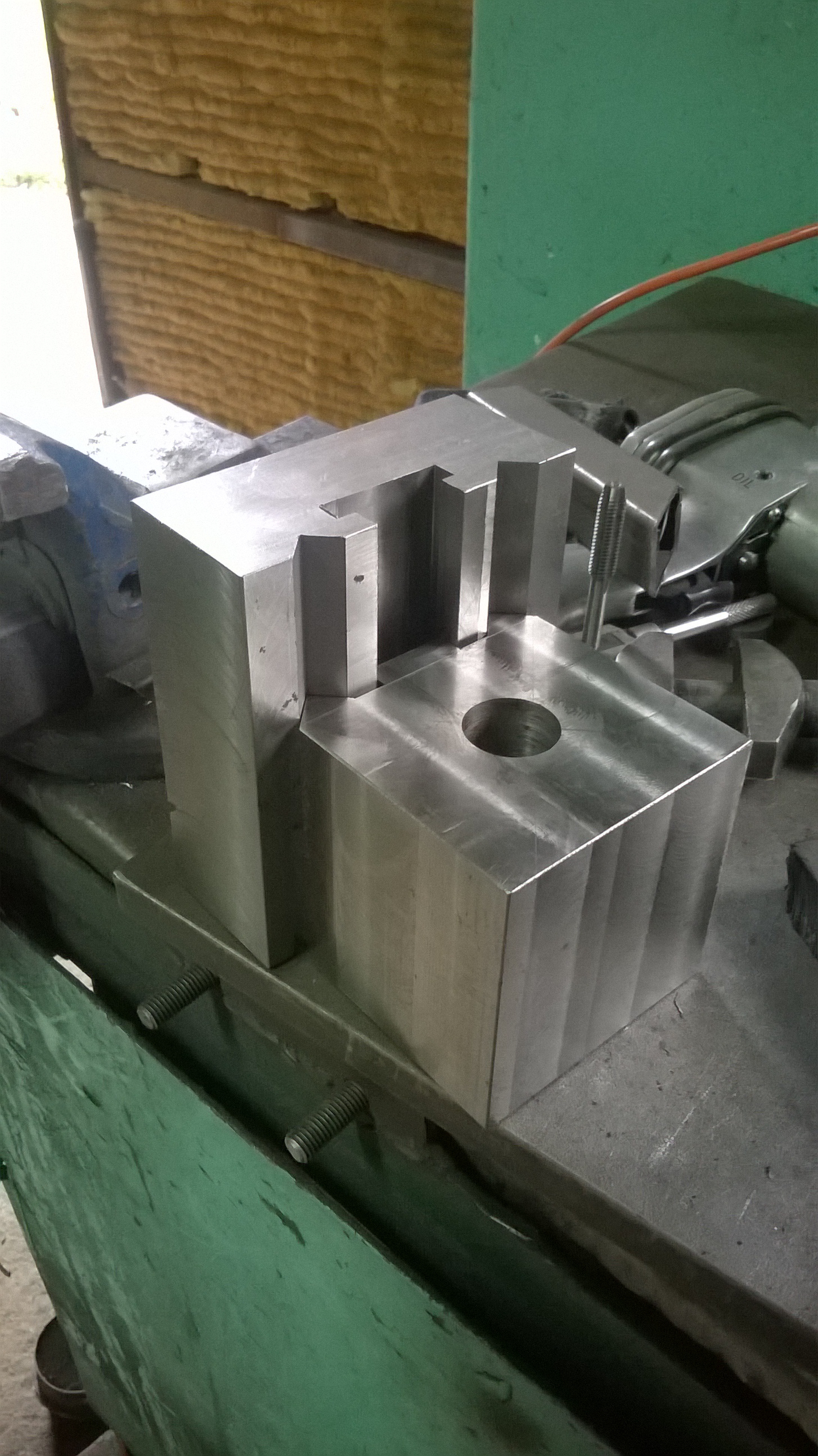
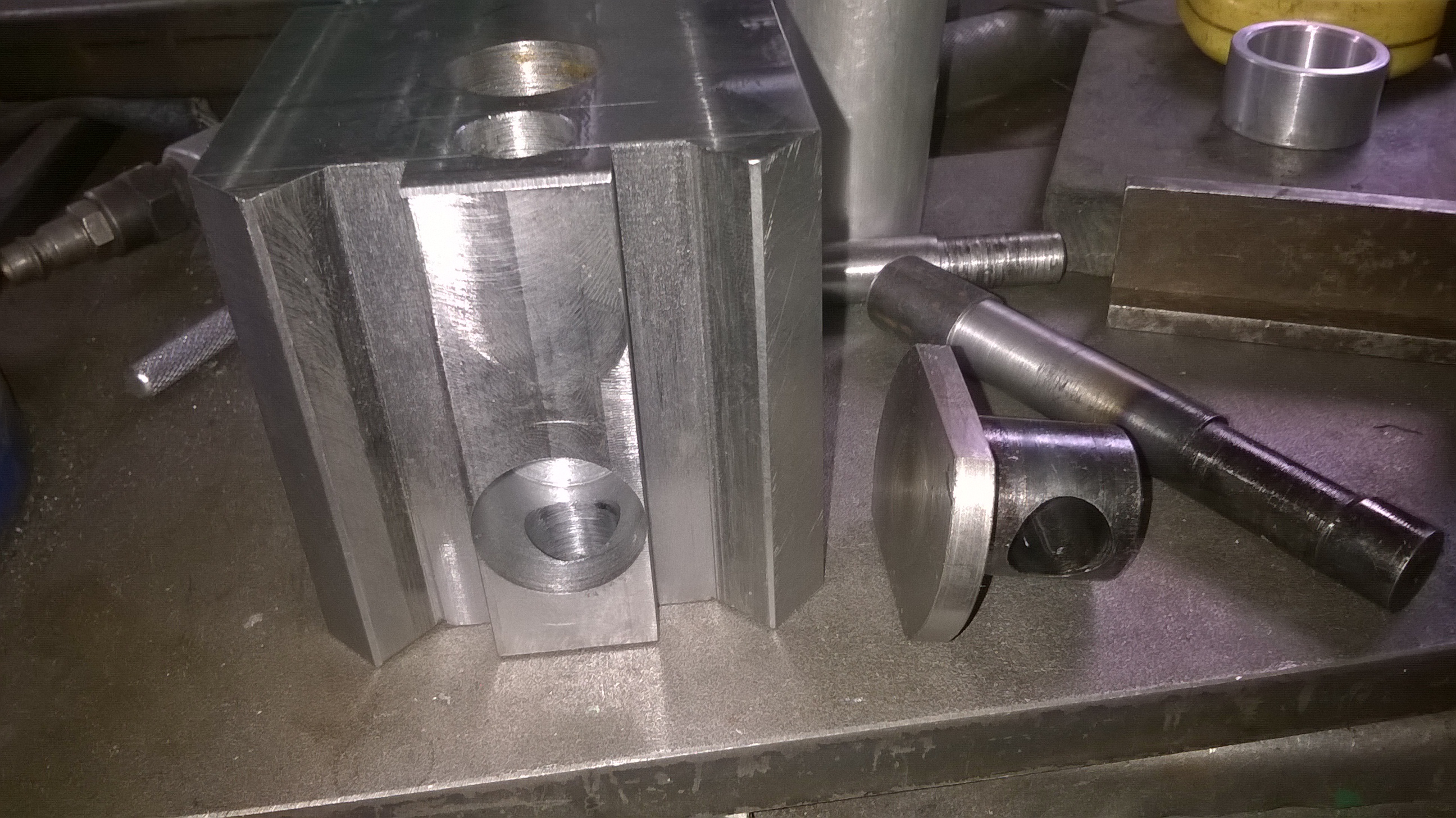
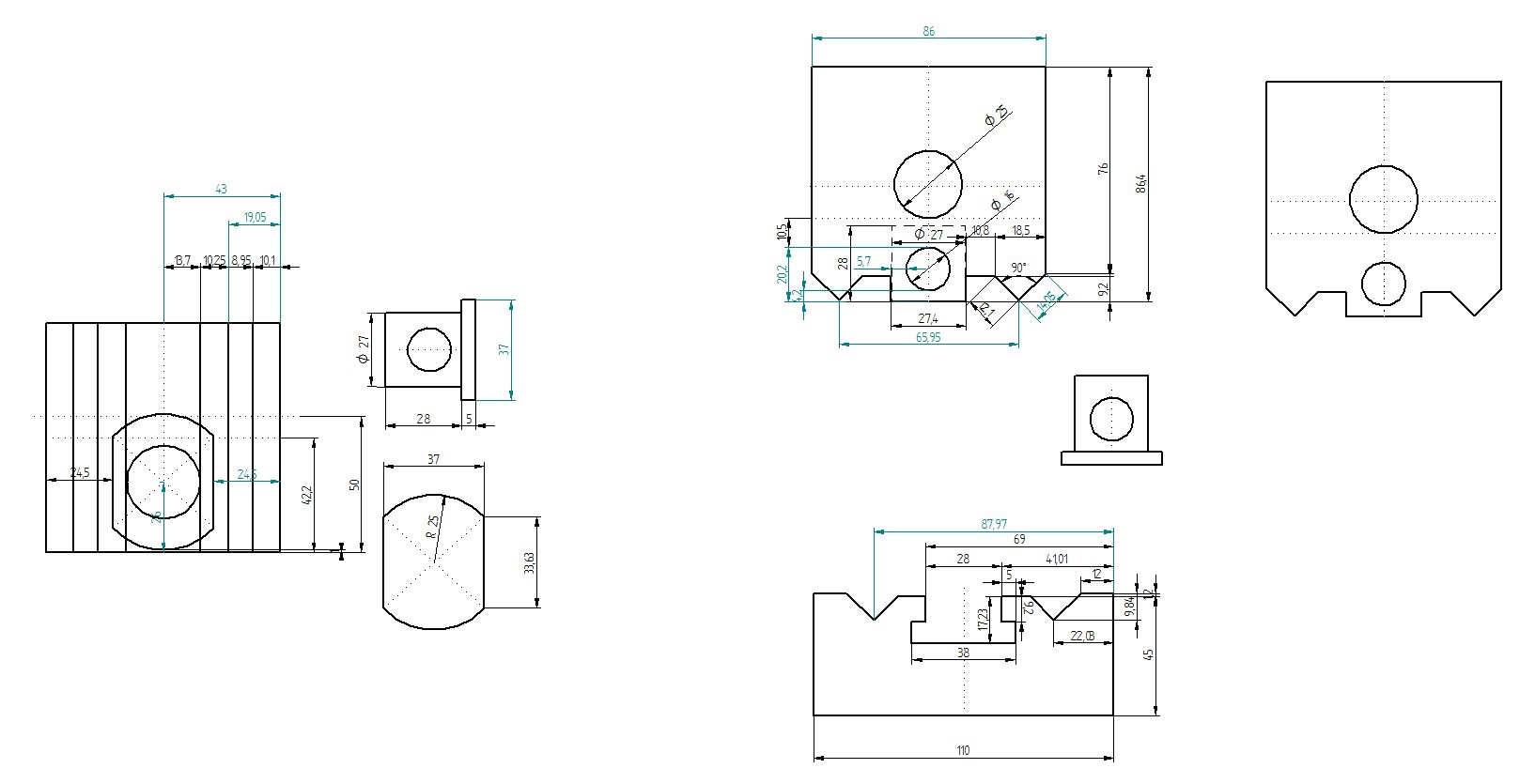
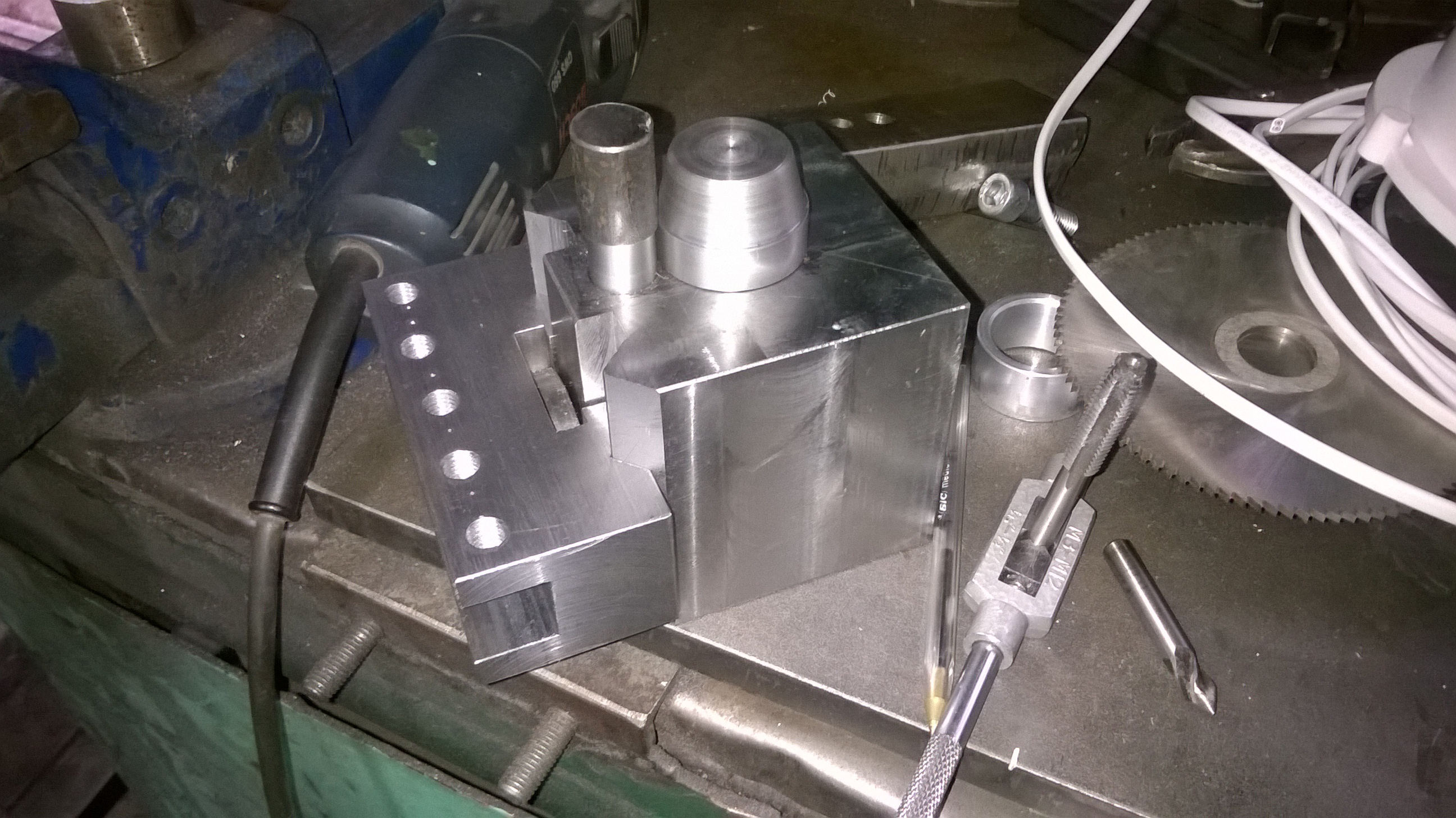
A jednak dorobiłem drugie mocowanie kostek . Do wytaczania nie trzeba obracać imaka tylko przełożyć kostkę z narzędziem.











")












")