



Pytanie teraz czy wysokość "drugiego ostrza", które przycina średnicę zewnętrzną ma odległość od pierwszego ostrza skrawającego 0.614mm (przy skoku 1mm oczywiście) czy jak to z tym jest?
Tabele gwintów
-
sammuel
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 13
- Posty: 192
- Rejestracja: 15 paź 2014, 16:18
- Lokalizacja: Poznań
Wpisałem w googlach "tabela gwintów metrycznych" i mi wyskoczyła ta pozycja, a na niej opierałem cały swój światopogląd na temat gwintów i dzisiaj w pracy zauważyłem u znajomego w zeszycie tabelkę z Waszą wersją i zacząłem szperać dalej, aż zadałem tutaj pytanie. Nie pozostaje mi nic innego jak sprawdzenie przy najbliższej okazji obu wariantów na maszynie z asekuracyjnie podniesioną korekcją. Nie wiem kiedy będę robił gwinty, ale najszybciej jak się da zdam relację. Dzięki Panowie. 
Pytanie teraz czy wysokość "drugiego ostrza", które przycina średnicę zewnętrzną ma odległość od pierwszego ostrza skrawającego 0.614mm (przy skoku 1mm oczywiście) czy jak to z tym jest?
Pytanie teraz czy wysokość "drugiego ostrza", które przycina średnicę zewnętrzną ma odległość od pierwszego ostrza skrawającego 0.614mm (przy skoku 1mm oczywiście) czy jak to z tym jest?
Tagi:


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 11589
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
To już trzeba szukać w katalogach poszczególnych producentów
Poradnik Sandvika do obróbki "Gwintowanie"
http://www.sandvik.coromant.com/en-us/p ... 001%201020
http://www.sandvik.coromant.com/SiteCol ... 20-031.pdf
http://mailgrupowy.pl/shared/resources/ ... ie-gwintow
http://www.pafana.pl/plytki_do_toczenia ... etrzny.php
( http://www.pafana.pl/plytki_wieloostrzowe.php )
http://www.e-darmet.pl/plytki-do-toczen ... t-331.html
Poradnik Sandvika do obróbki "Gwintowanie"
http://www.sandvik.coromant.com/en-us/p ... 001%201020
http://www.sandvik.coromant.com/SiteCol ... 20-031.pdf
http://mailgrupowy.pl/shared/resources/ ... ie-gwintow
http://www.pafana.pl/plytki_do_toczenia ... etrzny.php
( http://www.pafana.pl/plytki_wieloostrzowe.php )
http://www.e-darmet.pl/plytki-do-toczen ... t-331.html
pozdrawiam,
Roman
Roman
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 11589
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
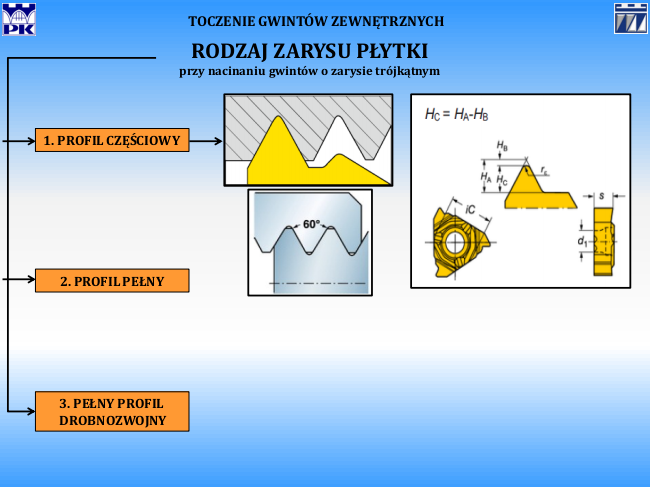
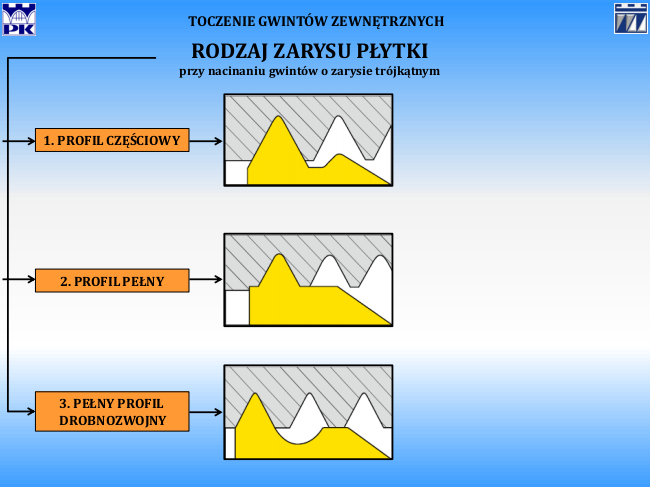
Płytką do pełnego zarysu wykonasz gwint który niezależnie czy zrobisz "za dużą", czy "za małą" średnicę zewnętrzną d (i de facto podziałową d₂) to utrzyma ona reżim wysokości (Hc=Hᴬ - Hᴮ) oraz kształtu (przekroju) zwoju.

Dodatkowo wygładzi zwoje.
Płytką natomiast z zarysem niepełnym (lub V) możesz zrobić zarys zwoju o dowolnej wysokości Hс, jak zwykłym nożem.
bo płytka nie "obetnie" nadmiaru wysokości Hc gdybyś się za głęboko wciął w materiał, a średnica podziałowa d₂ będzie wtedy wypadkową średnicy zewnętrznej d i średnicy rdzenia d₃.
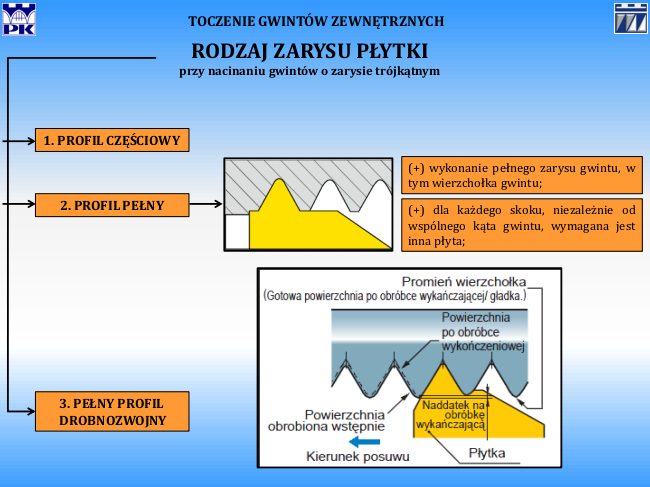
Ale jeśli zatoczysz średnice zewnętrzną d nominalną, i wetniesz się płytką z zarysem pełnym tylko do głębokości zarysu zwoju (nie wcinając się głębiej jak powyżej) to zarys zwoju i podziałowa d₂ wyjdzie taka sama jak wyżej, ale gwint nie będzie dobrze wygładzony.
 Reasumując dla płytek z pełnym zarysem trzeba zataczać średnice zewnętrzną z uwzględnieniem naddatku na wygładzenie zarysu.
Reasumując dla płytek z pełnym zarysem trzeba zataczać średnice zewnętrzną z uwzględnieniem naddatku na wygładzenie zarysu.
Dodatkowo wygładzi zwoje.
Płytką natomiast z zarysem niepełnym (lub V) możesz zrobić zarys zwoju o dowolnej wysokości Hс, jak zwykłym nożem.
bo płytka nie "obetnie" nadmiaru wysokości Hc gdybyś się za głęboko wciął w materiał, a średnica podziałowa d₂ będzie wtedy wypadkową średnicy zewnętrznej d i średnicy rdzenia d₃.
Aby płytka z pełnym zarysem d w czasie nacinania gwintu jednocześnie wygładziła go, zachowując właściwą dla danego M średnicę podziałową d₂ należy średnicę zewnętrzną d do obróbki zrobić z odpowiednim naddatkiem na tę obróbkę wykańczającą. Jeśli naddatku w czasie toczenia nie zostawilibyśmy, to podziałowa d₂ wyszłaby za mała.sammuel pisze:dlaczego jak płytka przytnie średnicę zewnętrzną to podziałowa jest taka sama jak nie przycina?
Ale jeśli zatoczysz średnice zewnętrzną d nominalną, i wetniesz się płytką z zarysem pełnym tylko do głębokości zarysu zwoju (nie wcinając się głębiej jak powyżej) to zarys zwoju i podziałowa d₂ wyjdzie taka sama jak wyżej, ale gwint nie będzie dobrze wygładzony.
Ostatnio zmieniony 11 gru 2014, 14:08 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman
-
sammuel
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 13
- Posty: 192
- Rejestracja: 15 paź 2014, 16:18
- Lokalizacja: Poznań
No właśnie zawsze zostawiam naddatek na średnicy zewnętrznej przed gwintowaniem około 0,1mm, a gdy łapię średnicę podziałową d2 w połowie tolerancji g6 to płytka przycina mi średnicę zewnętrzną na 0,05 - 0,07mm w minus. A propos średnicy podziałowej. To nie jest czasami tak, że mierzona ona jest nie od dna gwintu d3, a od średnicy d1, na której pracuje gwint? Mówię oczywiście o pomiarze mikromierzem do gwintów.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 11589
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Do toczenia gwintów wewnętrznych, dla skoku 1,5mm hmin=H/4 - 0,87 (h min - minimalna wysokość profilu, katalog Pafana str.264 http://www.pafana.pl/pliki/Katalog_prod ... 014_01.pdf ), płaskie dno naciętego gwintu (płaski wierzchołek płytki)

są inne płytki niż do zewnętrznych, dla skoku 1,5mm hmin=H/8 - 0,92(katalog Pafana str 263) , półokrągłe dno gwintu(promień na płytce)

co daje poniższy przekrój przez połączenie zarysu zewnętrznego i wewnętrznego

jak widać wierzchołek zarysu gwintu zewnętrznego przylega do dna zarysu gw. wewnętrznego, ale już odwrotnie nie (różnica wysokości hmin).
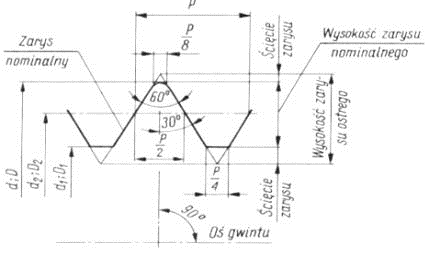
Również dlatego, że wierzchołek trójkątnego zarysu gw. wewnętrznego jest "ścięty" do szerokości 1/4 P, a zewnętrzny tylko do 1/8 P.

Zazwyczaj wymiary zewnętrzne powinno się oznaczać dużą literą (np D), a wewnętrzne małą (d), dlatego nieraz na rysunkach jest oznaczenie tego samego wymiaru np D=d
albo z jednej strony D, a z drugiej d (chociaż nieraz niekoniecznie mają identyczną wartość tabelaryczną - skąd potem nieścisłości i przekłamania)

są inne płytki niż do zewnętrznych, dla skoku 1,5mm hmin=H/8 - 0,92(katalog Pafana str 263) , półokrągłe dno gwintu(promień na płytce)
co daje poniższy przekrój przez połączenie zarysu zewnętrznego i wewnętrznego
jak widać wierzchołek zarysu gwintu zewnętrznego przylega do dna zarysu gw. wewnętrznego, ale już odwrotnie nie (różnica wysokości hmin).
Również dlatego, że wierzchołek trójkątnego zarysu gw. wewnętrznego jest "ścięty" do szerokości 1/4 P, a zewnętrzny tylko do 1/8 P.
dlatego, że gdybyśmy dali wymiar d dla nakrętki w minusie, to dno jej zarysu miałoby mniejszą średnice niż wierzchołki zarysu gwintu zewnętrznego (wymiar zewnętrzny D*), i nie nakręcilibyśmy jej na śrubę.sammuel pisze:Dlaczego zawsze gwintując wewnętrznie dno łapiemy w plus zamiast wpisać po prostu X40.?
Zazwyczaj wymiary zewnętrzne powinno się oznaczać dużą literą (np D), a wewnętrzne małą (d), dlatego nieraz na rysunkach jest oznaczenie tego samego wymiaru np D=d
albo z jednej strony D, a z drugiej d (chociaż nieraz niekoniecznie mają identyczną wartość tabelaryczną - skąd potem nieścisłości i przekłamania)
pozdrawiam,
Roman
Roman






