



")
Muszę sobie wykonać powoli przyrząd do gięcia blachy nierdzewnej 0,7mm oraz 0,9mm w profil C. Wiem wiem, że krawędziówka i jazda, ale okoliczności zmusiły mnie do zmiany podejścia i nie mam teraz możliwości wykonania pracy ten sposób.
Otóż aby to wyszło musiało być robione na matrycy o rozwartości V = 6mm i było to zaginanie z dogniataniem, nie air bending.
Do gięcia jest wspomniana wcześniej nierdzewka 304 o dwóch grubościach - 0,9mm oraz 0,7mm. Profil ma mieć 25mm x 10mm
Planuję zlecić wykonanie takiego o to przyrządu jak na rysunku.
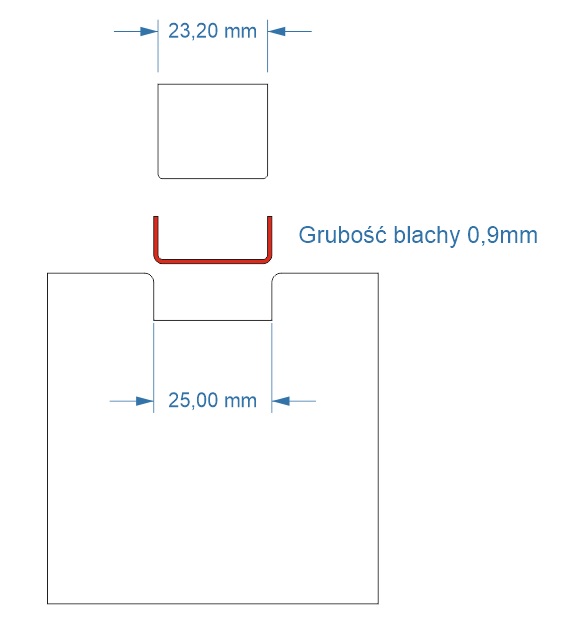
Czyli kładziemy blaszkę w przygotowanym zagłębieniu pozycjonującym - wciskamy stempel i wychodzi nam piękny ceownik
Moje pytania to:
Jaki luz zastosować pomiędzy stemplem a matrycą aby blacha się nie wcisnęła za mocno, ale jednocześnie gięcie miało niemal idealnie 90°?
I jak ceownik ma mieć 10mm - na jaką głębokość wciskać, oraz jakie dać zaokrąglenie krawędzi aby było prasce jak najlżej.
Widziałem rozwiązania z suwakami, ale wyobrażam sobie cenę
Widziałem też rozwiązania, że dno matrycy jest na sprężynach - po wycofaniu stempla wypycha ceownik.
Drugie pytanie to:
Jak siły się rozkładają w przypadku takiego gięcia. Czy siła potrzebna jest większa niż przy zaginaniu z dogniataniem w matrycy V=6mm? czy prasa warsztatowa 10 ton da radę? To będzie stanowisko konkretnie pod tą jedną produkcję.
Elementy od 300mm do 650mm będą robione.
Oczywiście wiem, że do zmiany grubości blachy - muszę zmienić stempel
Stal planowana na narzędzia - C45. Chyba nie uda się ogarnąć hartowania krawędzi roboczych :/
Dzięki!


")








