



Witam
Koledzy po raz kolejny muszę skorzystać z Waszej wiedzy. Zrobiłem sobie przystawkę do frezowania do tokarki , chcę wykonywać jakieś drobne prace typu np. rowki pod kliny w osiach. I stąd moje pytanie bo nie znam się na tym kompletnie jakie frezy mam kupić palcowe? jeśli tak to jakie , jedno piórowe , dwu piórowe , cztero piórowe , z HSS czy może z węglikiem kompletnie nie wiem a w poniedziałek chciałbym coś kupić średnice frezu od 4mm do 12mm. Dodam jeszcze że głównie będę frezował w stali
Jaki frez?


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
palcowe, a jaki rodzaj (HSS czy węglik) zależy ile chcesz wydać i jak twardą stal obrabiać.
Na początek może taki HSS 10 średnic, dwu i czteropiórowy zestaw (lub osobno tylko niektóre potrzebne Ci pojedyncze frezy) pokrywający zakres od Φ3 do Φ20mm.
http://allegro.pl/frezy-palcowe-hss-kom ... 06748.html
Nawiasem mówiąc, prędzej czy później każda średnica się przyda, więc warto myszkować np po allegro by wyłapać okazje.
http://allegro.pl/frezy-wiertla-palcowe ... 27462.html
a do planowania większych powierzchni można zrobić samemu bardzo prosty do wykonania i praktyczny, bo do wielu zastosowań(nawet kółka zębate) "flycutter"

https://www.google.pl/search?q=fly+cutt ... 98&bih=695




[youtube][/youtube]
 za pomocą
za pomocą 
Na początek może taki HSS 10 średnic, dwu i czteropiórowy zestaw (lub osobno tylko niektóre potrzebne Ci pojedyncze frezy) pokrywający zakres od Φ3 do Φ20mm.
http://allegro.pl/frezy-palcowe-hss-kom ... 06748.html
Nawiasem mówiąc, prędzej czy później każda średnica się przyda, więc warto myszkować np po allegro by wyłapać okazje.
http://allegro.pl/frezy-wiertla-palcowe ... 27462.html
a do planowania większych powierzchni można zrobić samemu bardzo prosty do wykonania i praktyczny, bo do wielu zastosowań(nawet kółka zębate) "flycutter"
https://www.google.pl/search?q=fly+cutt ... 98&bih=695
[youtube][/youtube]
za pomocą pozdrawiam,
Roman
Roman
-
piotrfire
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 348
- Rejestracja: 01 lis 2012, 14:20
- Lokalizacja: prawie wrocław
Robiłem próbę frezowania filmik w linku poniżej
[youtube][/youtube]
ale efekt to strasznie postrzępione krawędzie. Posuw 0,04mm/obr , obroty 355 , frez palcowy HSS 4 ostrzowy fi10

Uploaded with ImageShack.us[/youtube]
[youtube][/youtube]
ale efekt to strasznie postrzępione krawędzie. Posuw 0,04mm/obr , obroty 355 , frez palcowy HSS 4 ostrzowy fi10

Uploaded with ImageShack.us[/youtube]
Ostatnio zmieniony 19 paź 2013, 21:46 przez piotrfire, łącznie zmieniany 1 raz.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Trzeba wybrać złoty środek między obrotami a posuwem,
za małe obroty- frez bierze za dużo na ząb, rwie,
za duże - będzie się grzał (może nawet spalić) trzeba chłodzić (najlepiej w każdym przypadku, bo jednocześnie smaruje i usuwa wióry)
Co to za materiał?
W alu takie zadry będą często powstawać przy zbyt małych obrotach (może być nawet kilka tysięcy) i braku chłodzenia (czasem najlepiej chłodzić denaturatem, ale też dobre rezultaty daje olej, zależy od gatunku aluminium)
No i czy wszystkie osie poza przesuwem poprzecznym były zablokowane?
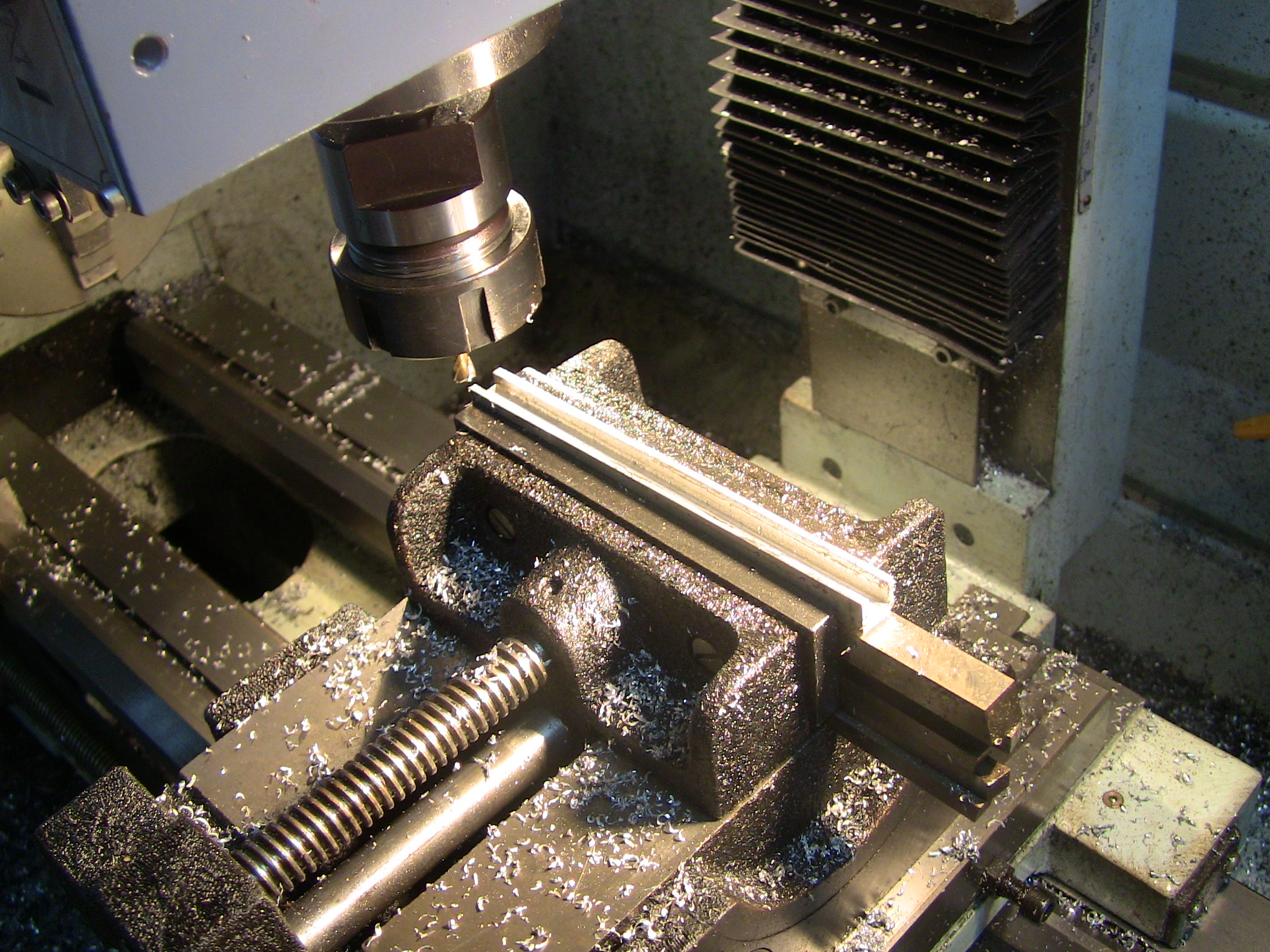
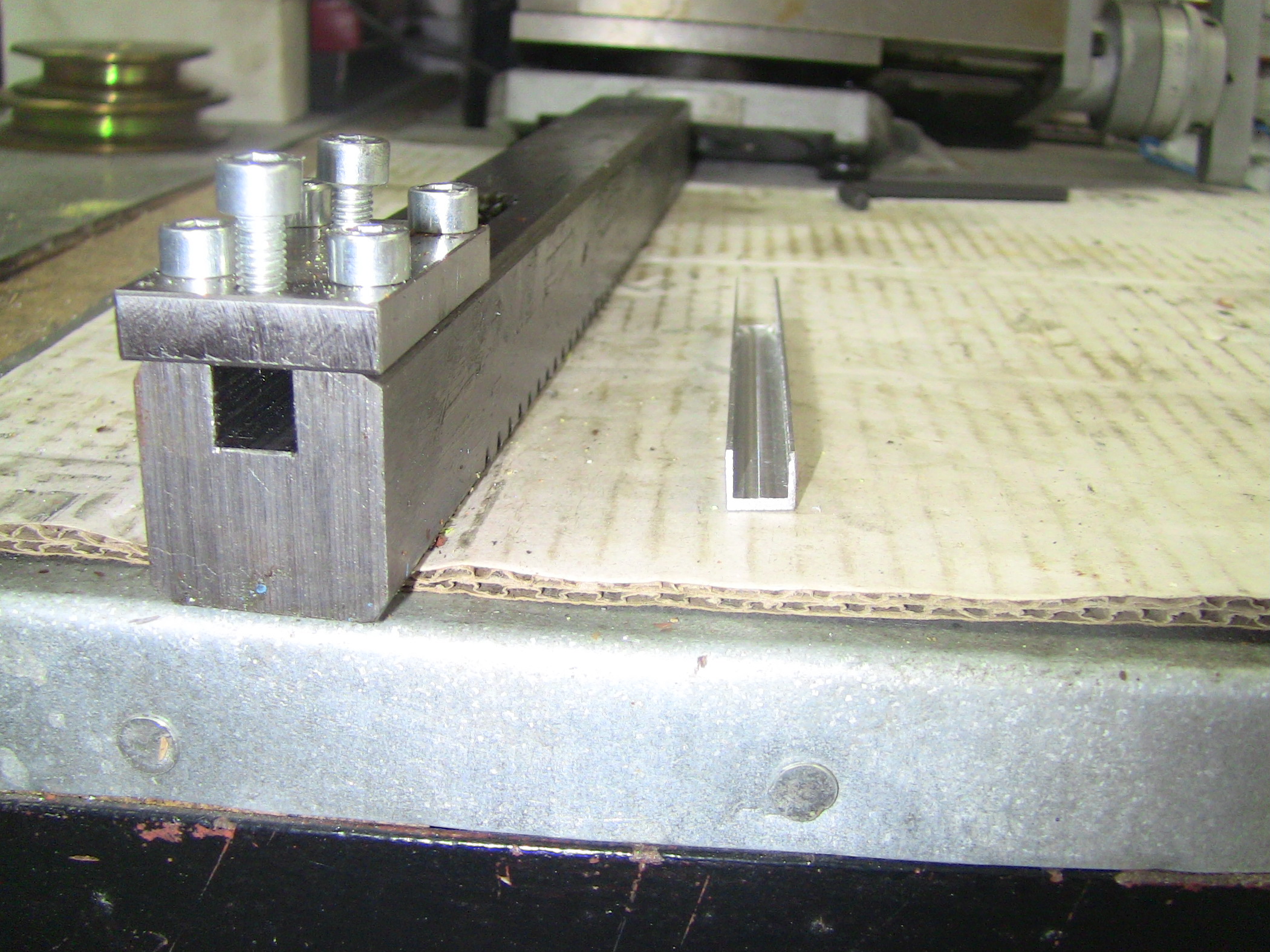
tu masz przykład frezowania w pręcie 10x10 alu (frez dwupiórowy Φ8 mm, chłodzenie olejem, obroty ~800/min, posuw ręczny, gł. skrawania 0,5mm, gł. frezowanego rowka 7,5mm)
za małe obroty- frez bierze za dużo na ząb, rwie,
za duże - będzie się grzał (może nawet spalić) trzeba chłodzić (najlepiej w każdym przypadku, bo jednocześnie smaruje i usuwa wióry)
Co to za materiał?
W alu takie zadry będą często powstawać przy zbyt małych obrotach (może być nawet kilka tysięcy) i braku chłodzenia (czasem najlepiej chłodzić denaturatem, ale też dobre rezultaty daje olej, zależy od gatunku aluminium)
No i czy wszystkie osie poza przesuwem poprzecznym były zablokowane?
tu masz przykład frezowania w pręcie 10x10 alu (frez dwupiórowy Φ8 mm, chłodzenie olejem, obroty ~800/min, posuw ręczny, gł. skrawania 0,5mm, gł. frezowanego rowka 7,5mm)
pozdrawiam,
Roman
Roman
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Materiał musi być gówniany, i obroty faktycznie za małe. Na dużo mniej sztywnej maszynie daje się frezować w stali.
Dobieranie parametrów na CNC jest prostsze, bo odbywa się w czasie rzeczywistym obróbki w sposób płynny.
Możliwości tej przystawki znacznie zwiększy płyta o dużych rozmiarach w charakterze namiastki stołu frezarki.
Dobieranie parametrów na CNC jest prostsze, bo odbywa się w czasie rzeczywistym obróbki w sposób płynny.
Możliwości tej przystawki znacznie zwiększy płyta o dużych rozmiarach w charakterze namiastki stołu frezarki.
-
piotrfire
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 348
- Rejestracja: 01 lis 2012, 14:20
- Lokalizacja: prawie wrocław
Tylko że w mojej tokarce posuwy są w mm/obr a w tym przypadku był najmniejszy czyli 0,04mm/obr. Zwiększając obroty tylko przyspieszę pracę bo wielkość wióra będzie taka sama. Pozostaje mi jedynie posuw ręcznyTrzeba wybrać złoty środek między obrotami a posuwem,
za małe obroty- frez bierze za dużo na ząb, rwie,
-
 skoti
skoti
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1740
- Rejestracja: 28 gru 2004, 23:56
- Lokalizacja: Rybnik
Tak wiadomo ze w tokarce obroty są zsynchronizowane z posuwem . Ale w frezowaniu są istotne obroty , jeśli są za małe to frez rwie mimo teoretycznie dobrze dobranego posuwu na ząb . Jeśli zwiększysz obroty np do 800obr/min to posuw minutowy wyjdzie Ci przy zostawieniu 0,04mm/obr 32mm/min wiec do tego freza będzie ok . Oczywiście możesz spróbować najpierw ręcznie jak pójdzie .piotrfire pisze:Tylko że w mojej tokarce posuwy są w mm/obr a w tym przypadku był najmniejszy czyli 0,04mm/obr. Zwiększając obroty tylko przyspieszę pracę bo wielkość wióra będzie taka sama. Pozostaje mi jedynie posuw ręczny
Moj chomik
http://chomikuj.pl/skotisobek
http://chomikuj.pl/skotisobek
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
http://www.google.pl/url?sa=t&rct=j&q=& ... 4254,d.d2k
fajny kalkulator doboru parametrów
http://www.dolfamex.com.pl/kalkulator,pl.htm ( http://www.dolfamex.com.pl/aktualnosci,0,32,pl.htm )
Trochę teorii http://www.frezy.biz.pl/index.php?go=3
fajny kalkulator doboru parametrów
http://www.dolfamex.com.pl/kalkulator,pl.htm ( http://www.dolfamex.com.pl/aktualnosci,0,32,pl.htm )
Trochę teorii http://www.frezy.biz.pl/index.php?go=3
pozdrawiam,
Roman
Roman






