- Łapiesz krótko wałek w szczęki (o ile przelot wrzeciona pozwala),
- planujesz czoło, i robisz nakiełek, (nie ma sensu zataczać wałka przed toczeniem z podparciem, chyba że tylko przeciwny nakiełkowanej stronie koniec do lepszego złapania w uchwycie),
- wystawiasz i mocujesz wałek na długość toczenia, podpierasz koniem, (zaciskasz!)
- toczysz,
- mierzysz.
I jest to najbardziej miarodajny sposób szacowania ustawienia konika, bo o taki przecież w rezultacie nam chodzi.
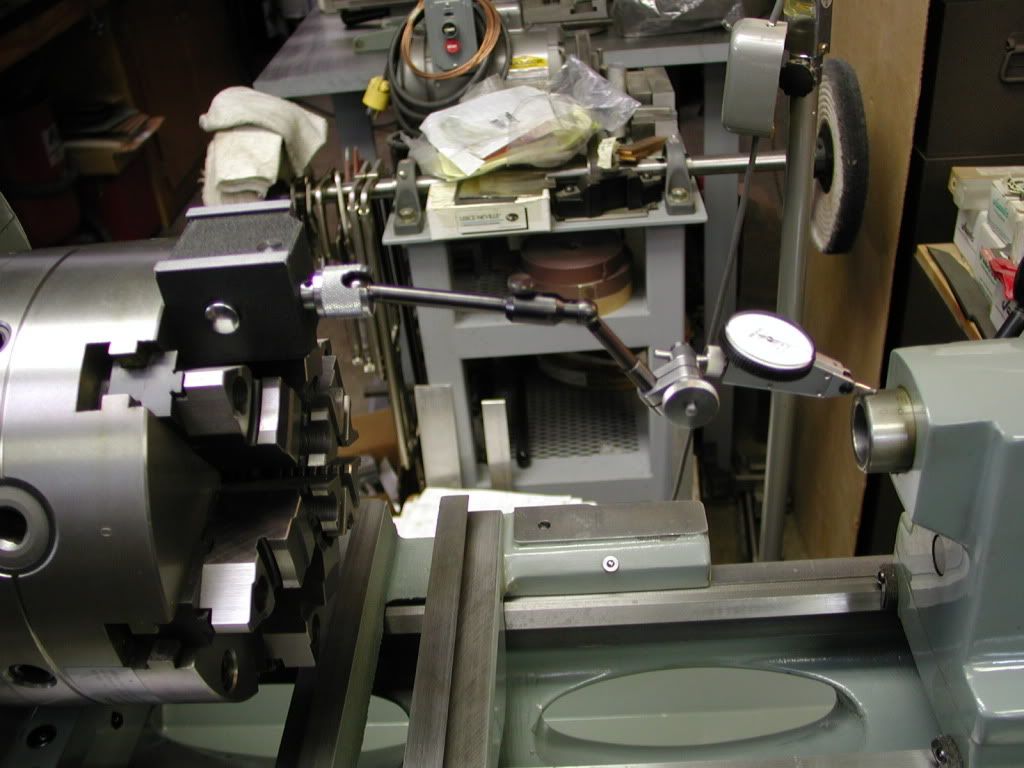
Jeśli wynika różnica w średnicach przy uchwycie i koniku to przystawiasz zegar do tulei konia (zaciśniętej!), i przesuwasz w odpowiednią stronę o połowę wartości różnicy średnic. Koń do pomiarów oczywiście zaciśnięty na łożu.
Jeśli konik nie ma mechanizmu przesuwu poprzecznego, jest jednoczęściowy, to będzie trochę trudniej, bo należy:
- zegar przystawić do kła w koniku, (zaciśniętym)

- zmierzyć,
- i nie ruszając położenia zegara(!) wycofać konik, podłożyć folię alu pod kieł z odpowiedniej strony, dosunąć konik (oczywiście zacisnąć na łożu), ponownie zmierzyć o ile się przesunął.
- przetoczyć ponownie wałek, i ewentualnie ponownie skorygować, aż do uzyskania zadowalającego rezultatu.
Jest to doraźna poprawka, skuteczna tylko do ponownego mocowania kła w koniku, bo chcąc to poprawić na stałe należałoby podszlifować z odpowiedniej strony wrąb na pryzmę w podstawie konia.




")
, to koledzy podpowiedzą gdzie paluchy mam wetknąć aby dobrze było
.






")
")






