



Witam
Potrzebuję informacji kto posiada TT160 ile potrzebne miejsca wokół grzybka do kalibracji ?
https://youtu.be/UKh8brVpeSg
TT160
Kto posiada ?
-
xyzabc-cnc-cam
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 114
- Rejestracja: 18 cze 2021, 21:50
- Lokalizacja: Niemcy
- Kontakt:


-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: TT160
Rozumiem że chcesz zamontować sondę pomiarową do narzędzi. Ile potrzeba miejsca? około 10 mm od grzybka plus średnica trzpienia którym wykonujesz kalibrację. Pomiar narzędzia odbywa się podobnie tyle że z jednej strony grzybka.
W poniedziałek mogę Ci nagrać film jak to wygląda w działaniu.
W poniedziałek mogę Ci nagrać film jak to wygląda w działaniu.
-
xyzabc-cnc-cam
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 114
- Rejestracja: 18 cze 2021, 21:50
- Lokalizacja: Niemcy
- Kontakt:

-
xyzabc-cnc-cam
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 114
- Rejestracja: 18 cze 2021, 21:50
- Lokalizacja: Niemcy
- Kontakt:
Re: TT160
Dzięki wielkie . Strasznie dużo mi miejsca zabierze  zrobię wstępnie to podeślę film. A jak mierzy narzędzie to można wybrać oś od której ma dojechać?
zrobię wstępnie to podeślę film. A jak mierzy narzędzie to można wybrać oś od której ma dojechać?
Dodane 1 godzina 6 minuty 15 sekundy:
Jeszcze jedno a wiesz może gdzie to się aktywyje po podłączeniu do maszyny ? Czy tylko servis musi to aktywować?
 zrobię wstępnie to podeślę film. A jak mierzy narzędzie to można wybrać oś od której ma dojechać?
zrobię wstępnie to podeślę film. A jak mierzy narzędzie to można wybrać oś od której ma dojechać?Dodane 1 godzina 6 minuty 15 sekundy:
Jeszcze jedno a wiesz może gdzie to się aktywyje po podłączeniu do maszyny ? Czy tylko servis musi to aktywować?
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: TT160
A co serwis, to tacy sami ludzie jak każdy tyle że mają inną widzę i doświadczenie.
Nie wiem czy znajdę instrukcję od tej sondy bo gdzieś mi się rzuciła w oczy, ale czy tam jest sposób podłączenie? nie mam zielonego pojęcia.
Poza tym przy pomiarze możesz odwrócić stół tak żeby było max miejsca.
Wiem że jest tutaj kilku lepiej ogarniętych w tych sprawach i może się udzielą.
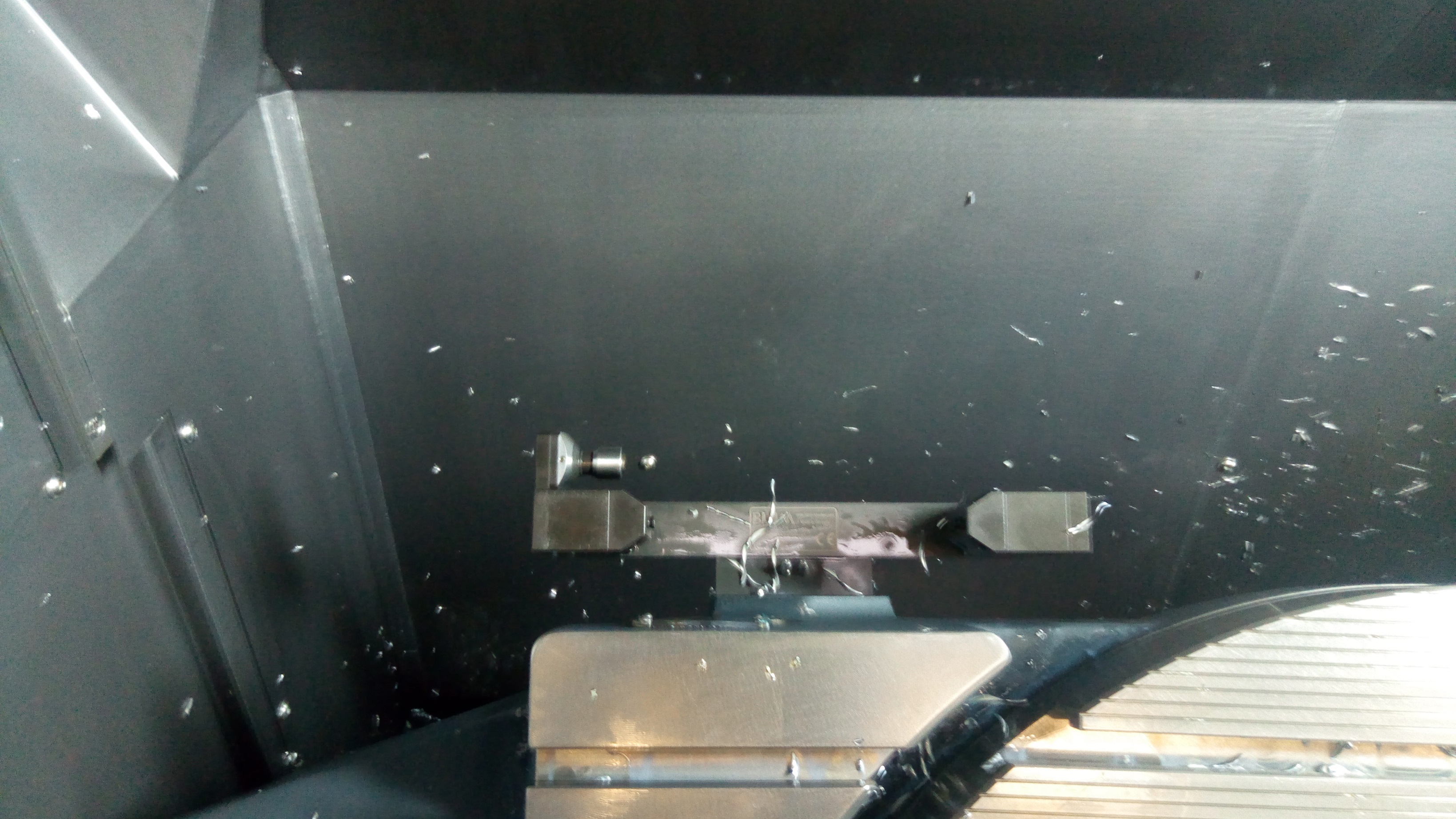
Pomyśl może uda Ci się wepchnąć tą sondę do stołu. U nas też jest DMU 50 z sondą tyle że laserową i jest ona zamontowana z tyłu stołu. Zrobię Ci zdjęcie może zmienisz koncepcje.
Nie wiem czy znajdę instrukcję od tej sondy bo gdzieś mi się rzuciła w oczy, ale czy tam jest sposób podłączenie? nie mam zielonego pojęcia.
Poza tym przy pomiarze możesz odwrócić stół tak żeby było max miejsca.
Wiem że jest tutaj kilku lepiej ogarniętych w tych sprawach i może się udzielą.
Pomyśl może uda Ci się wepchnąć tą sondę do stołu. U nas też jest DMU 50 z sondą tyle że laserową i jest ona zamontowana z tyłu stołu. Zrobię Ci zdjęcie może zmienisz koncepcje.
-
xyzabc-cnc-cam
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 114
- Rejestracja: 18 cze 2021, 21:50
- Lokalizacja: Niemcy
- Kontakt:
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: TT160
A czy nie możesz zamontować tej sondy z tyłu korpusu stołu?

Masz stabilne wszystko w obróbce nie przeszkadza.
Co do kalibracji to chyba raczej nie da się tego zmienić bo musi być uzyskany środek grzyba inaczej może błędnie pokazywać średnice narzędzia. Chyba nie wiem nigdy się nad tym nie zastanawiałem bo nie musiałem. Teraz jestem w firmie gdzie nawet wymiana czujnika jest robiona przez serwis mimo że mówiłem że wiem gdzie jest problem i jak go usunąć. Takie standardy w zakładzie. Dla porównania w poprzedniej rozbierałem pół maszyny żeby przesunąć krańcówki na maxa bo brakowało przejazdu na X, a jakie moje zdziwienie było gdzie bezpiecznie można było zwiększyć przejazd po 50 mm z każdej strony osi.
Masz stabilne wszystko w obróbce nie przeszkadza.
Co do kalibracji to chyba raczej nie da się tego zmienić bo musi być uzyskany środek grzyba inaczej może błędnie pokazywać średnice narzędzia. Chyba nie wiem nigdy się nad tym nie zastanawiałem bo nie musiałem. Teraz jestem w firmie gdzie nawet wymiana czujnika jest robiona przez serwis mimo że mówiłem że wiem gdzie jest problem i jak go usunąć. Takie standardy w zakładzie. Dla porównania w poprzedniej rozbierałem pół maszyny żeby przesunąć krańcówki na maxa bo brakowało przejazdu na X, a jakie moje zdziwienie było gdzie bezpiecznie można było zwiększyć przejazd po 50 mm z każdej strony osi.
-
xyzabc-cnc-cam
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 114
- Rejestracja: 18 cze 2021, 21:50
- Lokalizacja: Niemcy
- Kontakt:
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: TT160
Pracujemy na Mastercamie.
Co do zwiększenia przejazdu to chodziło mi o mechaniczne zwiększenie przejazdu, bo w ustawieniach maszyny to możesz zmienić, ale każda śruba jest ograniczona mechanicznymi krańcówkami które nie pozwalają na zjazd do końca śruby. Po najechaniu na taką krańcówkę wyłącza się hydraulika, a jak wjedziesz z rozpędu to czasem potrzeba ręcznego zjechania żeby włączyć hydraulikę.
Co do zwiększenia przejazdu to chodziło mi o mechaniczne zwiększenie przejazdu, bo w ustawieniach maszyny to możesz zmienić, ale każda śruba jest ograniczona mechanicznymi krańcówkami które nie pozwalają na zjazd do końca śruby. Po najechaniu na taką krańcówkę wyłącza się hydraulika, a jak wjedziesz z rozpędu to czasem potrzeba ręcznego zjechania żeby włączyć hydraulikę.






