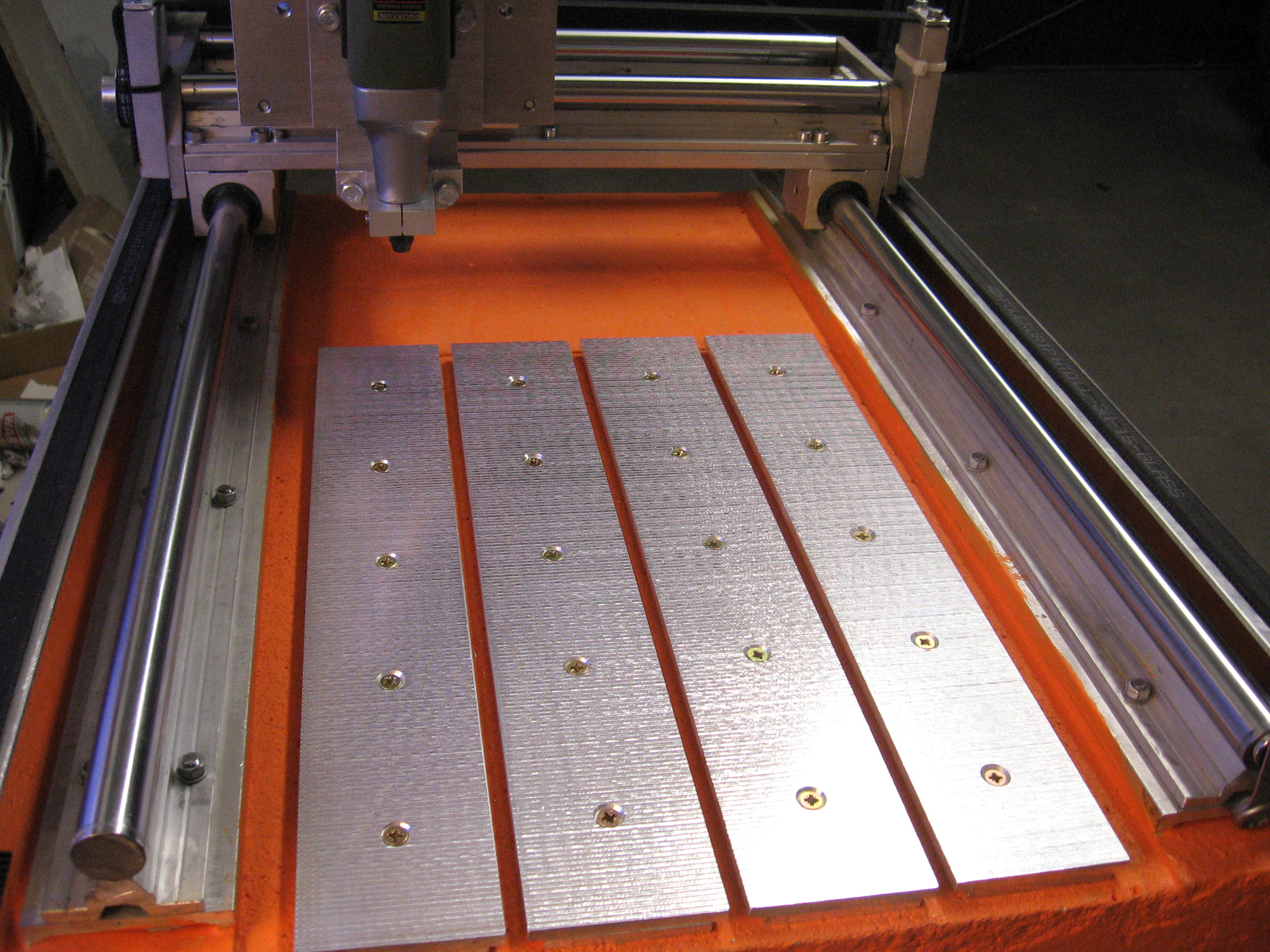
Oczywiście obrazki:
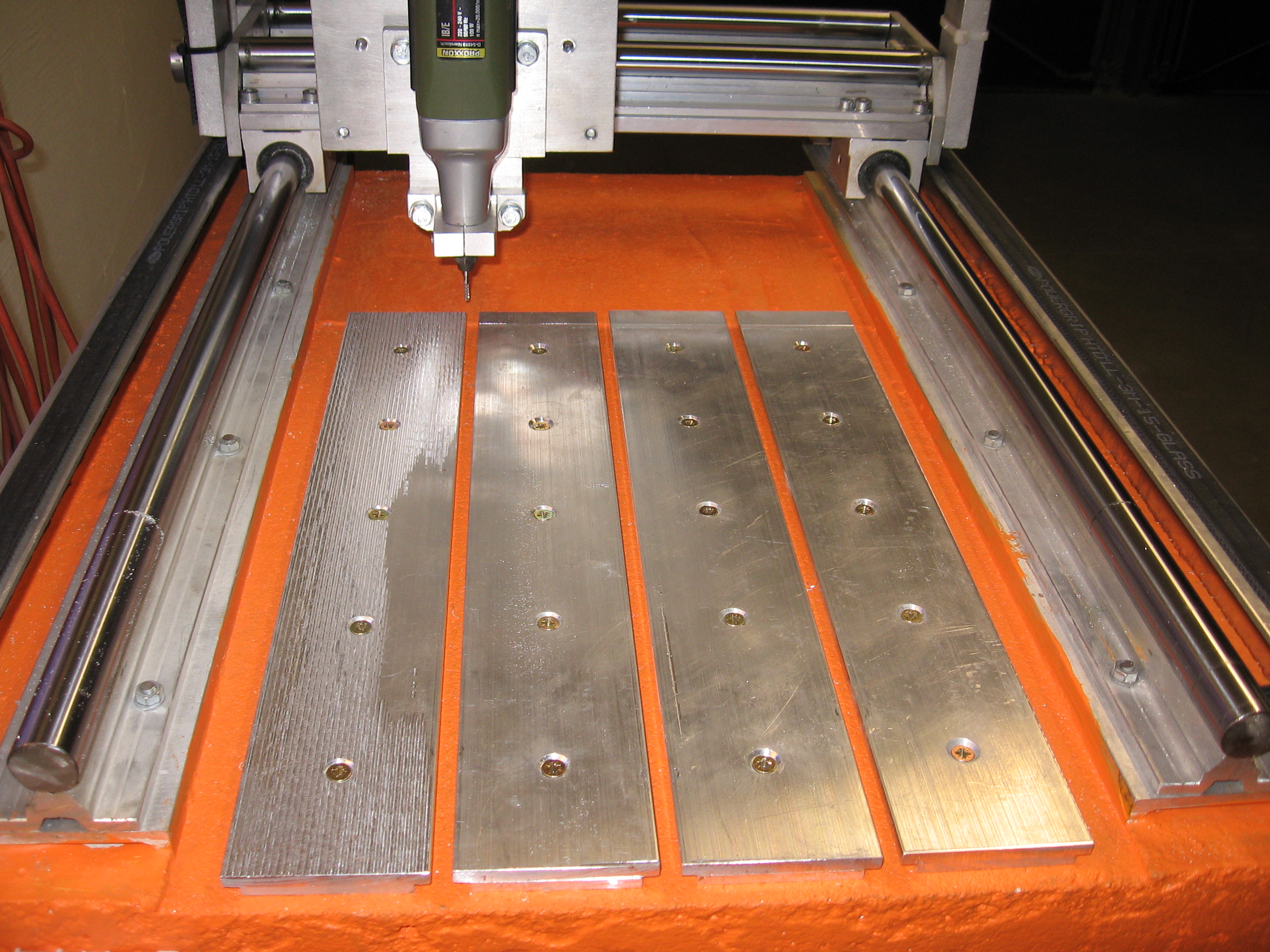
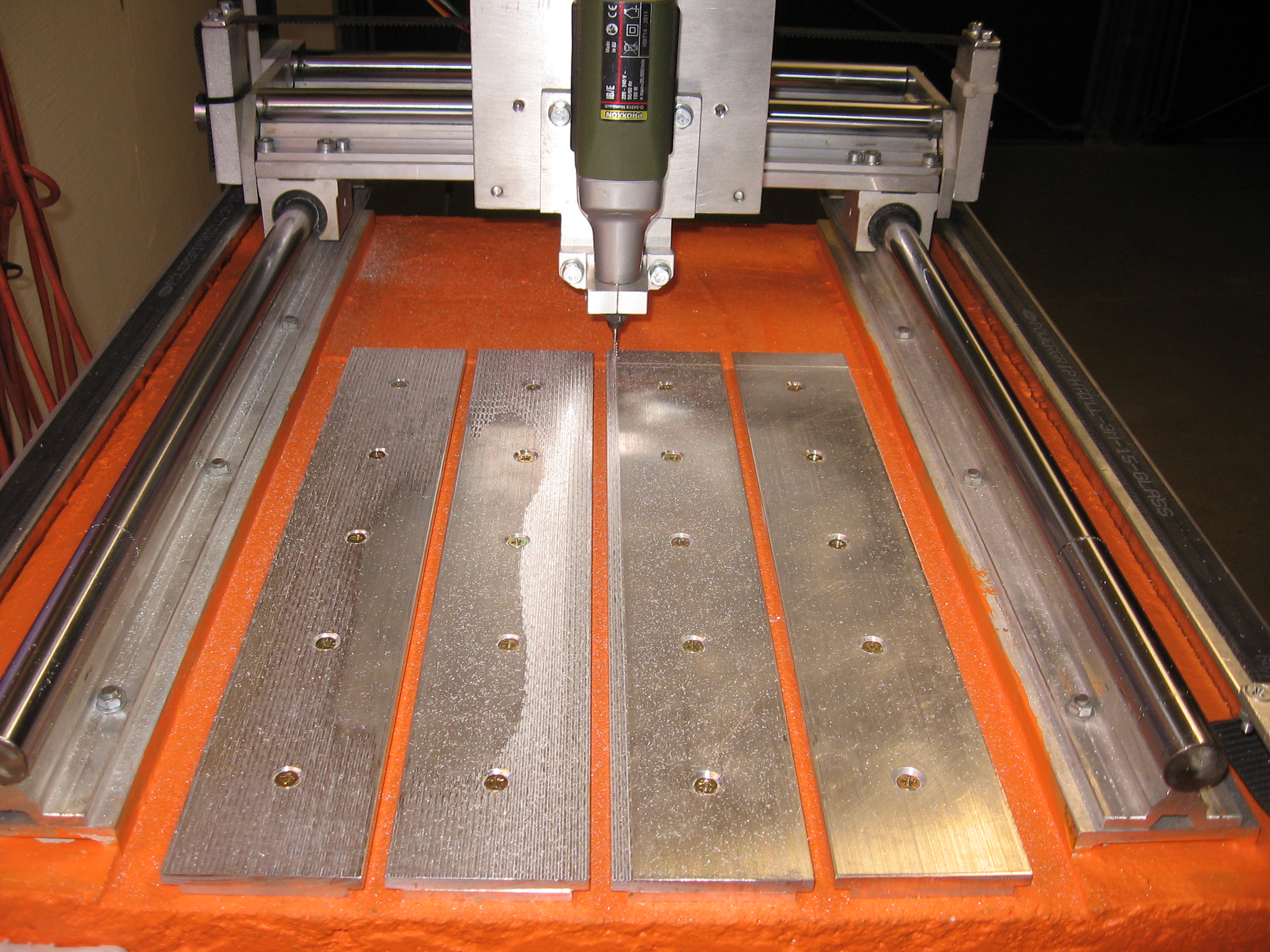
To drugi przejazd, tym razem w osi X. Zagłębienie 0,08mm, 20000obr/min, posów 1,8m:
[youtube][/youtube]
Ale żeby nie było za dobrze... Panowie jak sprawdzić/ustawić prostopadłość osi Z do stołu?
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")


")

Musisz załatwić ślusarski, bo te po 5 zł z marketów są nic niewarte. Mam takie dwa i kiedyś jak składałem jakąś drewnianą konstrukcję nieźle się przejechałem na nich. Przykręcałem klocek drewniany i ustawiałem jego prostopadłość jednym kątownikiem, a za chwilę mocowałem do niego kolejny element i sięgnąłem po drugi kątownik (był akurat bliżej ręki). Przymierzam - nie pasuje - sprawdzam klocek i widzę, że jest krzywo. No to odkręcam, poprawiam i działam dalej. Za chwilę nieopatrznie znów zmieniłem kątownik i zn ów mi nie pasuje. Myślę sobie co za cholera tak mi to przestawia. Przekręciłem to jeszcze ze trzy razy nim zauważyłem, ze korzystam na zmianę z dwóch kątowników. Zestawiłem je ze sobą i co - obydwa miały więcej niż 90stnoel20 pisze:Dziś się okazało, że to kątownik jest krzywyMuszę jakiś lepszy załatwić.
Ludzie jak my do tej pory nie wiedzą, że to nie ma kąta prostego i jak potrzebny jest kątownik to kupią. Chodzi o kasę.ezbig pisze:Nie mogę tylko zrozumieć jednego, po kiego grzyba produkuje się kątowniki, które nie spełniają swojej podstawowej funkcji.
Wczoraj nawet przemknęło mi to przez myśl. Jak na razie łożyska pracują dobrze, żadnych luzów nie ma, a zgarniacze zbierają chyba dobrze, bo wałki są czyste. Na początku trochę smaru zostawiały, ale teraz jest całkiem nieźle. Dalsza obróbka na tej maszynie nie przewiduje, jakiś pylących materiałów, które mogłyby zniszczyć łożyska, więc może się obędzie. Jakby się luzy pojawiły to jest śrubka do kasowania. W początkowej fazie wystarczy, a później jak się mocno zużyje trzeba będzie zmieniać. Cóż człowiek się na błędach uczy.Dudi1203 pisze:Zrób jakiekolwiek osłony na te łożyska bramy, szkoda zeby je zaraz zmieniac
No z tym poziomem czujnika zegarowego to trochę przesadziłeś. Przy pracy z alu to nawet oświetlenie może to uniemożliwić, bo się będzie światło odbijało i wprowadzi błąd.diodas1 pisze:Podczas kalibrowania maszyny też da się osiągnąć niezły skutek stosując badziewny kątownik. Po prostu mierzyć dwa razy przy dwóch ustawieniach kątownika, obróconego o 180 stopni, czyli przykładowo najpierw stopą w lewo a potem w prawo. Z tych dwóch pomiarów trzeba zbudować tabelę błędów i zrobić z nich średnią arytmetyczną. Tak można zejść z uchybami do poziomu rozdzielczości czujnika zegarowego.






")

