



")
Myślałem że maszyna bez względu na to gdzie znajduje się mój "nóż tokarski" (czyli ta szara strzałka w linuxcnc) powinien zacząć jechać w kierunku 0,0 (tzn, punkt jak najbliżej konika, i z imakiem odsuniętym jak najdalej od osi toczenia) aż do momentu kiedy zadziała krańcówka X i Z. A tak się nie dzieje.
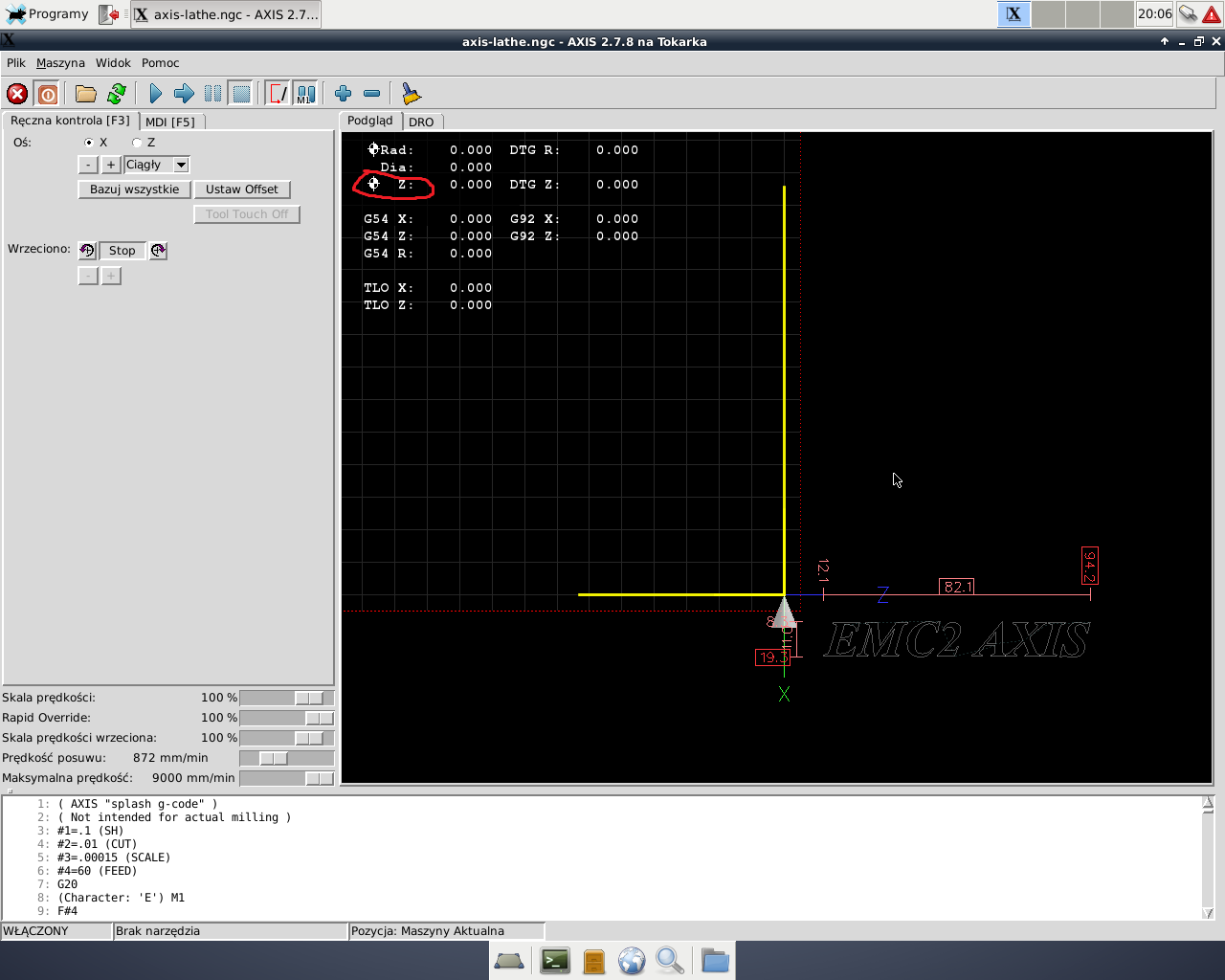
Po włączeniu programu szara strzałka stoi w pozycji 0,0. Chcę zbazować klikam- "bazuj wszystkie". Wtedy strzałka przesuwa mi się z pozycji 0,0 w lewo tak jak zaznaczyła ścieżka na zdjęciu poniżej. Gdy wciskam krańcówkę home Z strzałka wraca (a w zasadzie pojawia się) do pozycji 0,0 i znów jedzie w lewo. To samo jest z osią X. Przy każdej osi muszę 2 razy klikać w krańcówkę home.
W prawdzie znalazłem filmik (min:4,20):
Gdzie gość 2 razy klika w krańcówkę ale pytanie dlaczego i po co tak??
Czy ktoś mi wytłumaczy czy coś robię źle ?? Dlaczego strzałka nie jedzie do pozycji 0,0 tylko w drugą stronę?


")

")

")






