



Witam. Obecnie ma do obrobki/toczenia detal:
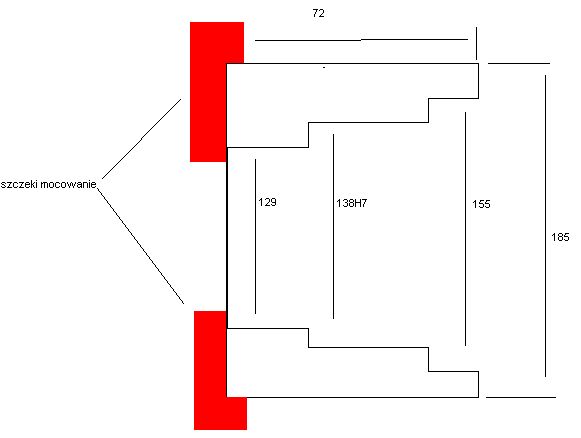
Na zewnetrznej 185
Wewnątrz musze zejsc z 70 na max 155mm oczywiscie momijam tu posrednie wymiary ktore mam na rys.
Obecnie przy stalych obrotach 100 i posowie 0.2mm i dosowie 1,5 schodzi ok 3 godz musze jakos przyspieszyc ten czas ale przy zwiększeniu parametrow zaczynaja sie drgania i nie mam juz zzadnej wizji co z tym zrobic.
Może ma ktoś jakies wizje jak zejsc z tych 3 godz. ??
Prosba o pomoc w przyspieszeniu czasu obrobki ?


-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
-
zaba007
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 6
- Posty: 15
- Rejestracja: 28 cze 2011, 15:28
- Lokalizacja: Południowy zachód
Maszyna dmg 510ecorafalxfiles pisze:Napisz jaka maszyna, narzędzia, możne pokaż rysunek to coś się wymyśli.. bo tak to z fusów można wróżyć.
Narzedzie wytaczak na trzonku 32 na plytke trójkatna paramertow plytki nie pamietam.
Rysunek ponizej, sorki ale na szybkiego rys go w paincie z pamieci, ogólnie rurowy detal ma po zewnetrznej 190 a wewnatrz 70.
-
IMPULS3
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Drgania zapewne z tej przyczyny że maszyna jest malo sztywna , a może i narzędzie i wątpię żebyś mógl cokolwiek zmienić.zaba007 pisze:przy zwiększeniu parametrow zaczynaja sie drgania i nie mam juz zzadnej wizji co z tym zrobic.
Może ma ktoś jakies wizje jak zejsc z tych 3 godz. ??
Moja propozycja to wsadzić to na bardziej masywną tokarkę manualną lub numeryczną, obedrzeć zgrubnie i dopiero wykończyć na obecnej.
3 godziny na taki detal?
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 6
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Zakładając, że nie ma innej maszyny do dyspozycji, to jakie zmiany byś mu zaproponował, żeby skrócić czas obróbki. Tak bardziej konkretnie.IMPULS3 pisze:Moja propozycja to wsadzić to na bardziej masywną tokarkę manualną lub numeryczną, obedrzeć zgrubnie i dopiero wykończyć na obecnej.
3 godziny na taki detal?Tragedia.
No i chce oszczędzać tę maszynę którą ma, więc nie pojedzie tyle ile "fabryka dała".






