")
Dla kolegów nieprzekonanych do takiej operacji, drobny przykład.
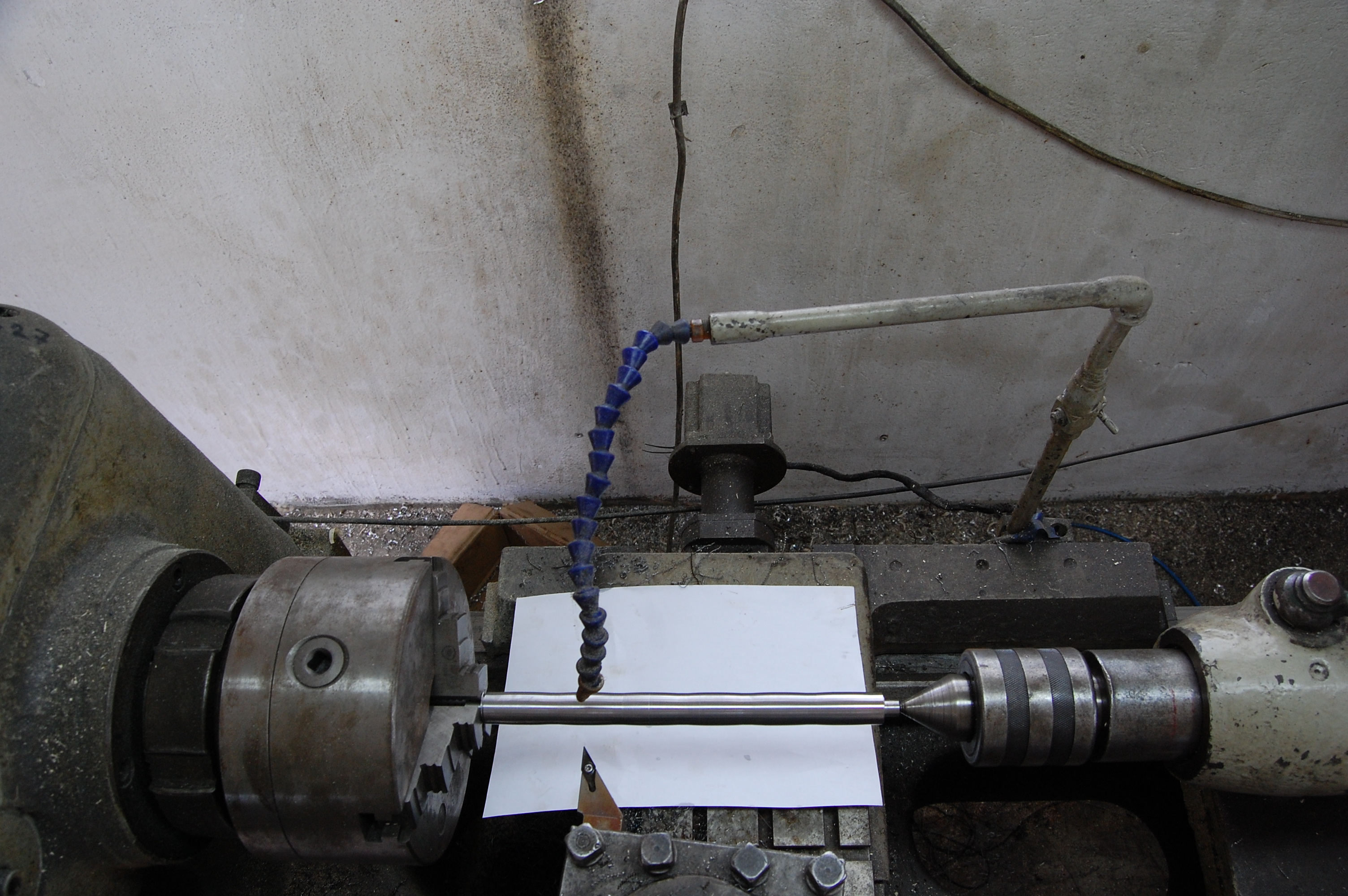
Trafił mi się dzisiaj do awaryjnego wykonania wałeczek baryłkowy napędu pasków płaskich.
Na 200mm sześć baryłek z różnicą średnic 1mm. Kilka linijek programu ( uniwersalny, do wykorzystania w przyszłości
Programik : (na Emc2 ! - jak z Machem - nie wiem)
( ------------------------------ )
( B A R Y L K I )
( ------------------------------ )
( Kamar )
( Time-stamp: <2011-08-12 08:39> )
( ------------------------------ )
( USTAWIENIA )
( ------------------------------ )
#<srednica> = 29
#<dlugosc_barylki> = 37
#<promien> = 342.5
#<odstep> = 5
#<liczba_barylek> = 6
( ------------------------------ )
( ------------------------------ )
g18
M3 S1
g0 z0
g0 x#<srednica>
#1 = 0
o100 while [#1 lt #<liczba_barylek>]
#<poczatek_aktualnej> = [[-1 * #<dlugosc_barylki> * #1] - [#<odstep> * #1]]
g3 x#<srednica> z[#<poczatek_aktualnej> - #<dlugosc_barylki>] r#<promien> f40
g1 z[#<poczatek_aktualnej> - #<dlugosc_barylki> - #<odstep>]
#1 = [#1 + 1]
o100 endwhile
m30
%


")