FK co robie źle ?
-
colltom
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 4
- Posty: 82
- Rejestracja: 25 kwie 2007, 11:10
- Lokalizacja: Żory
FK co robie źle ?
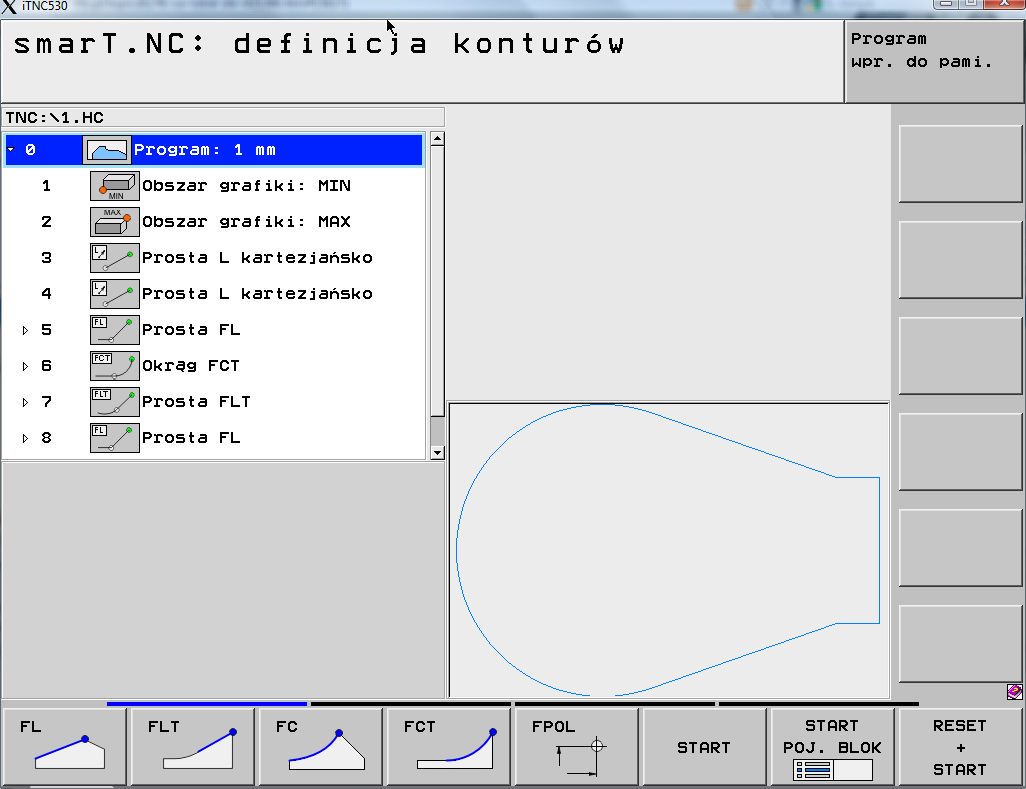
Program w czasie pisania wyświetla prawidłowo drogę narzędzia.Lecz jeżeli chcę uruchomić symulację pojawia się błąd.
- Załączniki
-
- 333.jpg (23.93 KiB) Przejrzano 1165 razy
Tagi:


-
 Primoza2007
Primoza2007
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 177
- Rejestracja: 09 wrz 2007, 12:45
- Lokalizacja: Gdańsk
Jak ścieżkę rysuje po prawej prawidłowo to błąd masz tylko w 15 wierszu. Nie używa się APPR do wychodzenia z materiału. Zmień na DEP i będzie z głowy.
Kliknij pomógł 
Kod: Zaznacz cały
APPR angl. APPRoach = podjazd
DEP angl. DEParture = odjazd
Korekcję promienia programujemy wraz z pierwszym punktem konturu
PA w APPR-wierszu. DEP-wiersze anulują automatycznie korekcję
promienia!
Dosunięcie narzędzia bez korekcji promienia: jeśli zaprogramujemy w
APPR-wierszu R0, to TNC przemieszcza narzędzie jak narzędzie z
R = 0 mm korekcją promienia RR! W ten sposób ustalona jest dla
funkcji APPR/DEP LN i APPR/DEP CT kierunek, w którym TNC
przemieszcza narzędzie do i od konturu. Dodatkowo należy
zaprogramować w pierwszym wierszu przemieszczenia po APPR
obydwie współrzędne płaszczyzny obróbki
Manual 533_190-P2 str. 242-248
W rozmiarze siła: Hartford Blockbuster PRO-3210 - 3000x2100x1070,42kW,35t
-
colltom
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 4
- Posty: 82
- Rejestracja: 25 kwie 2007, 11:10
- Lokalizacja: Żory
Chętnie klikne " pomógł" ale to nie tu tkwi błąd niestety.A uwaga odnośnie APPR i DEP oczywiście słuszna dzięki.Primoza2007 pisze:Jak ścieżkę rysuje po prawej prawidłowo to błąd masz tylko w 15 wierszu. Nie używa się APPR do wychodzenia z materiału. Zmień na DEP i będzie z głowy.Kliknij pomógłKod: Zaznacz cały
APPR angl. APPRoach = podjazd DEP angl. DEParture = odjazd Korekcję promienia programujemy wraz z pierwszym punktem konturu PA w APPR-wierszu. DEP-wiersze anulują automatycznie korekcję promienia! Dosunięcie narzędzia bez korekcji promienia: jeśli zaprogramujemy w APPR-wierszu R0, to TNC przemieszcza narzędzie jak narzędzie z R = 0 mm korekcją promienia RR! W ten sposób ustalona jest dla funkcji APPR/DEP LN i APPR/DEP CT kierunek, w którym TNC przemieszcza narzędzie do i od konturu. Dodatkowo należy zaprogramować w pierwszym wierszu przemieszczenia po APPR obydwie współrzędne płaszczyzny obróbki Manual 533_190-P2 str. 242-248
- Załączniki
-
- 1.jpg (58.54 KiB) Przejrzano 1126 razy
-
Primoza2007
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 177
- Rejestracja: 09 wrz 2007, 12:45
- Lokalizacja: Gdańsk
-
edo81
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 67
- Rejestracja: 09 kwie 2007, 10:44
- Lokalizacja: Slask
Moim Zdaniem nie potrzebne kolega daje aż 3 razy "FC" ja dale tylko raz i wyszło to co jest
na załączonym zdjęciu. Nie Wiem czy o to chodziło.Tylko ja to zrobiłem to wy "samrt nc" bo
Ja jak stosuje "FK" wy normalnej edycji programu to przełączam z "3D" na linowy pogląd . Gdyż czasami maszyna proponuje kilka rozwiązanie które sa widoczne tylko przy linowym podglądzie ścieżki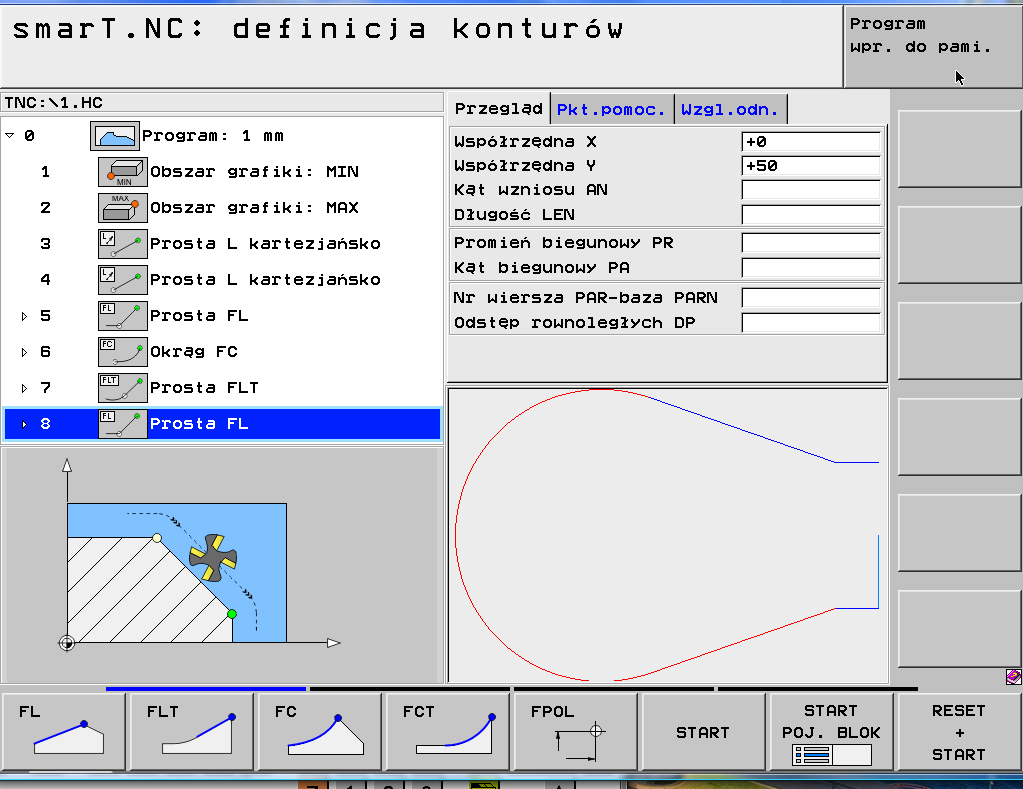
na załączonym zdjęciu. Nie Wiem czy o to chodziło.Tylko ja to zrobiłem to wy "samrt nc" bo
Ja jak stosuje "FK" wy normalnej edycji programu to przełączam z "3D" na linowy pogląd . Gdyż czasami maszyna proponuje kilka rozwiązanie które sa widoczne tylko przy linowym podglądzie ścieżki