



")
Wpadła nam dość spora robota(normalnie produkcja jednostkowa pod siebie).
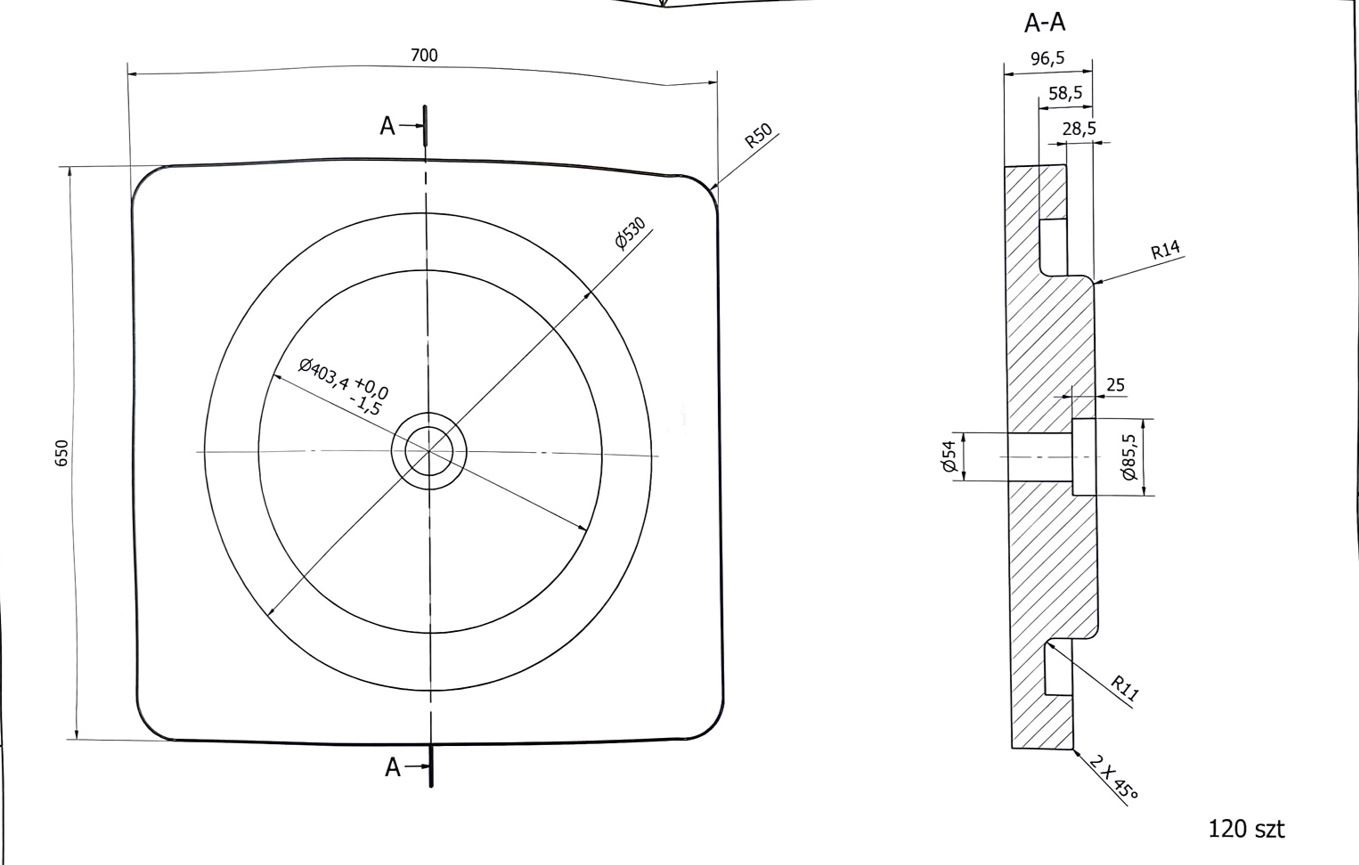
Półfabrykat będzie miał wymiary 710x660x100mm.
Robiłem pojedyncze elementy w hardoxie więc wiem z czym to się je no ale teraz wjechała seria i potrzebuję rady od kogoś kto ma z tym tematem większe doświadczenie.
Zależy nam na możliwie krótkim czasie obróbki więc narzędzia mogą być z wyższych półek, oby tylko rzeczywiście dawały radę. Chodzi głównie o jakąś zgrubną głowicę z płytkami, które nie będą do wymiany po 10 minutach.
Przydałoby się też wiertło aby zrobić otwór na środku, może być mniejsze niż 54mm, rozfrezuję sobie.
Macie coś wartego polecenia z Waszego doświadczenia?
Jak byście to w ogóle ugryźli? Zgruba głowicą i wykończenie frezem? Czy może od razu frez i trochoida? Wykończenie wiadomo, że frezem. Mamy CAMa jak coś.



")






