



")
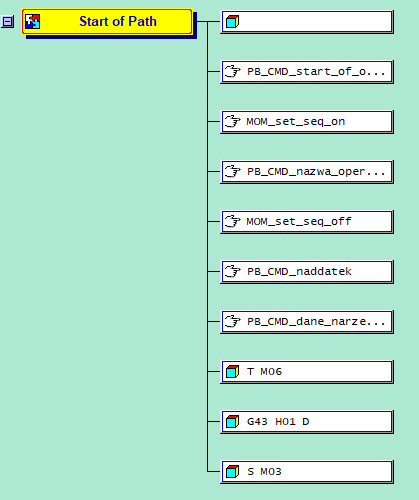
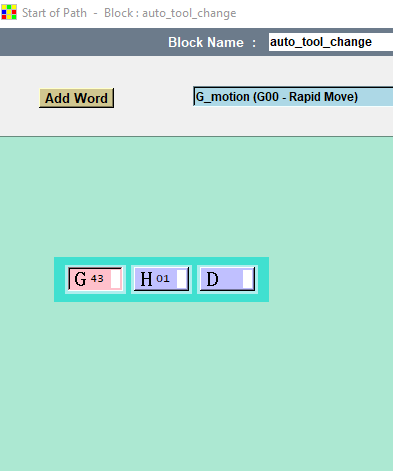
W postprocesorze ustawiłem sobie żeby przy narzędziach zawsze generowało mi G43 H01 D01 (nawet jeśli narzędzie się powtarza po sobie to też ma generować - włączona opcja Force Output), numer korektora H i D w zależności jaki wpiszę w NX.
Przy frezach jest ok, ponieważ przy opisywaniu narzędzia ma on korektor D. Natomiast przy wiertłach generuje mi G43 H01 D00 (zawsze D00). Pytanie jest takie jak zmienić w postprocesorze żeby tylko wiertłach nie generowało korektora D, ponieważ jest on niepotrzebny i którego nawet nie ma przy opisywaniu narzędzi typu wiertła, rozwiertaka, gwintownika itd.


")






