



Tokarki HAASS-a z serii SL10, SL20


-
tomimass
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 11
- Posty: 20
- Rejestracja: 24 kwie 2008, 08:14
- Lokalizacja: Kraków
Witam,
proszę o pomoc odnośnie korekcji G41/G42 G40
W załączonym rusunku przedstawiłem geometrię którą mam zrobić na gotowo.
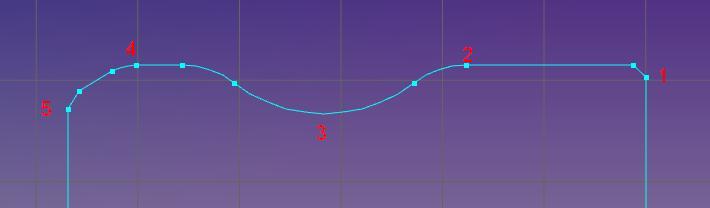
Czy dla całej długości geometrii od punktu 1 do 5 mogę użyć raz korekcję G42 i tyle czy
musze podzielić to na odcinki w zależności czy nóż idzie do góry czy do dołu. Ruch noża jest w lewo.
Te odcinki wtedy miałyby różne korekcje?
od punktu 1 do 2 korekcja G42
od punktu 2 do 3 korekcja G41
od punktu 3 do 4 korekcja G42
od punktu 4 do 5 korekcja G41
Czy ja dobrze rozumuję?
Aha dodam że wykonuję to nożem z płytką V kąt przystawienia 107,5 stopnia.
Jeśli ktoś wie jak sobie z tym poradzić to proszę o odpowidź.
Pozdrawiam
proszę o pomoc odnośnie korekcji G41/G42 G40
W załączonym rusunku przedstawiłem geometrię którą mam zrobić na gotowo.
Czy dla całej długości geometrii od punktu 1 do 5 mogę użyć raz korekcję G42 i tyle czy
musze podzielić to na odcinki w zależności czy nóż idzie do góry czy do dołu. Ruch noża jest w lewo.
Te odcinki wtedy miałyby różne korekcje?
od punktu 1 do 2 korekcja G42
od punktu 2 do 3 korekcja G41
od punktu 3 do 4 korekcja G42
od punktu 4 do 5 korekcja G41
Czy ja dobrze rozumuję?
Aha dodam że wykonuję to nożem z płytką V kąt przystawienia 107,5 stopnia.
Jeśli ktoś wie jak sobie z tym poradzić to proszę o odpowidź.
Pozdrawiam
-
 -=JaNeK=-
-=JaNeK=-
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 21
- Posty: 265
- Rejestracja: 23 kwie 2008, 22:34
- Lokalizacja: WarSZawkA
najlatwiej jak ustawisz sobie rysunek przed soba tak aby kierunek obrobki wkazywal przod... i wtedy jedziesz po konturze i widzisz ze jesli kierunek obrobki wskazuje przod a robisz profil zewnetrzny to narzedzie bedzie po prawej stronie konturu i zawsze bedzie G42  troche to zawile ale wystarczy pojac... generalnie dla twojego przypadku korekcja G42 i tip/koncowka (zaleznie od wersji oprogramowania) nr 8
troche to zawile ale wystarczy pojac... generalnie dla twojego przypadku korekcja G42 i tip/koncowka (zaleznie od wersji oprogramowania) nr 8
Pomagam w:
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU
-
tomimass
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 11
- Posty: 20
- Rejestracja: 24 kwie 2008, 08:14
- Lokalizacja: Kraków
Witam,
Dziękuję bardzo za odpowiedzi odnośnie G42 i G41.
Dzisiaj mam pytanie z innej beczki bo odnośnie frezarki MiniMill a dokładnie gwintowania sztywnego.
Wie ktoś czy można sprawdzić czy ta maszyna ma opcję gwintowania sztywnego?
Chodzi mi o to czy jest to gdzieś zapisane w sterowniku. Jestem nowym programistą a w dokumentacji nigdzie nie znalazłem takiej informacji.
Jeśli by ktoś wiedział to proszę o pomoc.
Pozdrawiam!
Dziękuję bardzo za odpowiedzi odnośnie G42 i G41.
Dzisiaj mam pytanie z innej beczki bo odnośnie frezarki MiniMill a dokładnie gwintowania sztywnego.
Wie ktoś czy można sprawdzić czy ta maszyna ma opcję gwintowania sztywnego?
Chodzi mi o to czy jest to gdzieś zapisane w sterowniku. Jestem nowym programistą a w dokumentacji nigdzie nie znalazłem takiej informacji.
Jeśli by ktoś wiedział to proszę o pomoc.
Pozdrawiam!
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 8516
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
...-=JaNeK=- pisze:... ustawiasz sie w punkcie startowym dajesz G75 X Z I F (I - przyrost, X - min srednica, Z - punkt w ktorym stoisz na osi Z) nie jest to dokladnie cykl G83 bo nie wychodzi po kazdym przejsciu z otworu tylko odskakuje o setting 22, ale wior zerwac zerwie..
T0606
M19 P30
G04 P2
M14
G98
G00 X38. Z-43. M08
G97 P2000 M133
G75 X-40. Z-43. I5. F80
G00 X38. Z-43.
G00 Z-59.
G75 X-40. Z-59. I5. F80
G00 X59.
M09
G28
...
...czy dobrze zrozumiałem Twoje wskazówki?
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 8516
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Mam prośbę do kolegi aby zerknął na dalszą część mojego ćwiczenia.-=JaNeK=- pisze:po posuwach tez kropki
Jak kolega podpowiedział - frezowanie ,,fasolki'' (mat. stal) rozpisałem w ruchach G01- nie wiem tylko jeszcze czy zrobiłem to poprawnie (proszę o ocenę
Czop w tym miejscu ma średnice FI36.0 .... czy istnieje sposób aby zamiast ruchów G01 użyć jakiegoś cyklu (byłoby mniej linijek do rozpisania)?
%
O 12345
T0202 (obróbka zgrubna)
…
G42
...
G71 P12 Q20 D1.U0.5
N12 …
…
N20 …
…
G40
...
T0303 (obróbka wykańczająca)
…
G42 G00...
…
G70 P12 Q20
…
G40
…
T0404 (rowek)…
G75…
…
T0505 (gwintowanie M30x3.5)…
G76….
…
T0606 (oś C- wiercenie otworów)
M19 P30
G04 P2
M154
M14
G28
G00 X38. Z-43.
G97 P2000 M133
G75 X-40. Z-43. I5. F80.
G00 X38. Z-43.
G00 Z-59.
G75 X-40. Z-59. I5. F80.
G00 X59.
M155
M15
G28
T0707 (oś C – frezowanie ,,fasolki’’)
M19 P30
G04 P2
M154
M14
G98
G00 X38. Z-43.
G97 P1500 M133
G01 X35. F100.
Z-59.
X34.
Z-43.
X33.
Z-59.
X32.
Z-43.
…
M15
M155
G28
M30
%
Pozdrawiam i dziękuje za pomoc.
Mariusz.
Ostatnio zmieniony 01 sie 2009, 22:40 przez WZÓR, łącznie zmieniany 1 raz.
-
-=JaNeK=-
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 21
- Posty: 265
- Rejestracja: 23 kwie 2008, 22:34
- Lokalizacja: WarSZawkA
mozna dac podprogram:
.
.
.
M97P1 L5 (TU OKRESLASZ ILOSC POWTORZEN)
.
.
.
M30
N1
G1 U-4. F100. (TU OKREŚLASZ WARSTWE - SREDNICOWO)
W-10. (TU DLUGOSC PRZEJSCIA W OSI Z)
U-4.
W10.
M99
ale moze wyjsc wiecej pisania
cyklu specjalnego nie ma
.
.
.
M97P1 L5 (TU OKRESLASZ ILOSC POWTORZEN)
.
.
.
M30
N1
G1 U-4. F100. (TU OKREŚLASZ WARSTWE - SREDNICOWO)
W-10. (TU DLUGOSC PRZEJSCIA W OSI Z)
U-4.
W10.
M99
ale moze wyjsc wiecej pisania
cyklu specjalnego nie ma
Pomagam w:
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU






