



tokarka TUG - 40
-
vales
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 17
- Rejestracja: 01 lut 2012, 16:45
- Lokalizacja: podkarpackie
tokarka TUG - 40
Witam czy ktoś wymieniał łożyska wrzeciona w tej tokarce TUG 40 ? (nie TUD , TUR itp) potrzebuję numery łożysk , ile ich i jakie i czy są tam jakieś uszczelniacze .
Tagi:


")
-
same222
- Stały bywalec (min. 70)
")
- Posty w temacie: 5
- Posty: 76
- Rejestracja: 20 sty 2014, 22:57
- Lokalizacja: Nowe Kramsko
dane z DTR: łożysko dwurzędowe NN3018 KP51, 2 łożyska wzdłużne 51120, tył 6014 P6
mam właśnie rozebranego swojego TUG-a i wszystko się zgadza, padła 1 zębatka we wrzecienniku i do jej wymiany byłem zmuszony wyjąć wrzeciono dlatego przy okazji wymieniam te i wszystkie inne łożyska
gdyby ktoś potrzebował pomocy śmiało może pisać na [email protected]
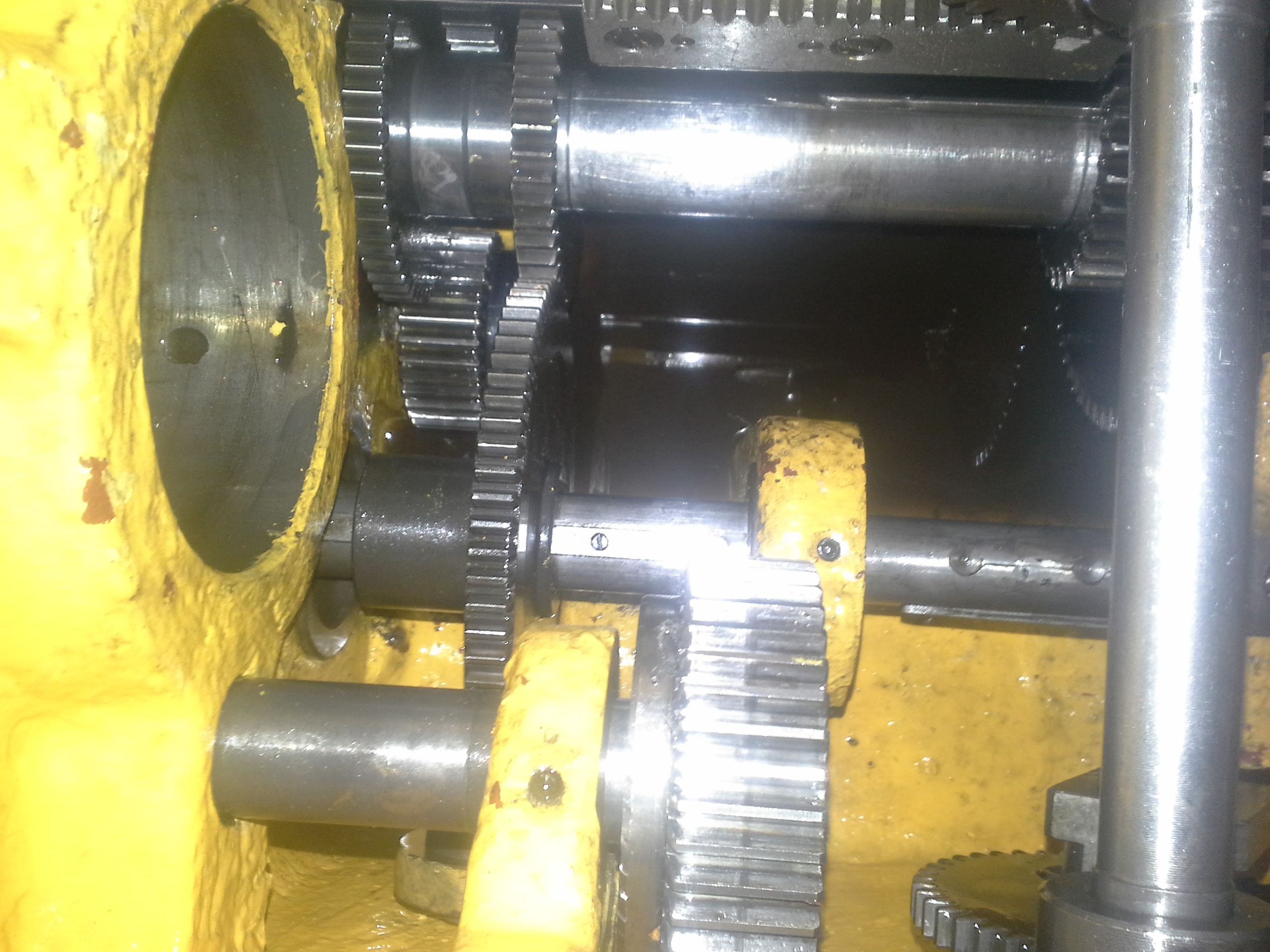
porobiłem kilka fotek wnętrza, posiadam kompletną DTR-ke w wersji rozbudowanej ma prawie 150 stron, mogę podrzucić jakieś fotki z DTR-ki na priv jak ktoś potrzebuje
mam właśnie rozebranego swojego TUG-a i wszystko się zgadza, padła 1 zębatka we wrzecienniku i do jej wymiany byłem zmuszony wyjąć wrzeciono dlatego przy okazji wymieniam te i wszystkie inne łożyska
gdyby ktoś potrzebował pomocy śmiało może pisać na [email protected]
porobiłem kilka fotek wnętrza, posiadam kompletną DTR-ke w wersji rozbudowanej ma prawie 150 stron, mogę podrzucić jakieś fotki z DTR-ki na priv jak ktoś potrzebuje
-
vales
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 17
- Rejestracja: 01 lut 2012, 16:45
- Lokalizacja: podkarpackie
same222 czy potrzebne są do tego jakieś specjalne narzędzia ? Gdybyś mógł to opisz jak i od czego rozpocząć rozbiórkę żeby wymienić te łożyska . A wszystko co związane z tą tokarką to chętnie przyjmę foto,dtr z góry dzięki jeśli możesz [email protected]
-
same222
- Stały bywalec (min. 70)
- Posty w temacie: 5
- Posty: 76
- Rejestracja: 20 sty 2014, 22:57
- Lokalizacja: Nowe Kramsko
planowałem opisać wszystko na forum, bo znalezienie jakiejś info o TUG graniczy z cudem ;-( dlatego do wszystkiego dochodziłem sam i powiem wam po wszystkim, że to wcale nie jest takie trudne wystarczy mieć odpowiednie narzędzia i trochę umiejętności obycia z tematem napraw maszyn i wszystko idzie ogarnąć
zaczynamy od początku:
maszynę kupiłem po kapitalce trochę ponad rok temu w takim stanie:


widziałem ją podczas naprawy i mieli wszystko wyciągnięte umyte łoże po szlifie poskrobane wyklejone i cała cała procedura naprawy wykonana poskładana na nowych łożyskach itp...
jak się teraz przy naprawie okazało wrzeciennika nie ruszali za bardzo wymienili tylko łożyska na wrzecionie reszta łożysk made in poland z ubiegłego wieku...
zacznijmy od potrzebnych narzędzi:
-kilka kluczy płaskich
-kilka imbusów
-szczypce do pierścieni osadniczych (segerów)- zewnętrzne i wewnętrzne, proste i kątowe w sumie 4 sztuki
-urządzenie bez którego nic nie zrobimy- młotek bezwładnościowy
-ze 2 zwykłe młotki jakiś 300g i 800g
-kilka wałków tulejek rurek itp. do wbijania i wybijania łożysk
-komplet śrubokrętów głównie płaskie
i to chyba na tyle
to zaczynamy zabawę:
ściągamy osłonę gitary:

odkręcamy pokrywę górną i oto co widzimy:

wyciąganie wrzeciona:
-ściągamy koła gitary (chyba ja musiałem bo ściągałem wałek o wiele niżej i w sumie wszystko wywaliłem to jest 10 min pracy)
-odkręcamy przykrywkę wrzeciona z tyłu (wyrywamy ja oczywiście młotkiem bezwładnościowym) i mamy łożysko i pierścień uszczelniający

łożysko i tak na śmieci więc przecinak albo jakiś dłuższy płaskownik i od wewnątrz je wybijamy (zwracając uwagę jak pierścień był założony na wale)
teraz odkręcamy zębatkę jest ona osadzona na wpuście i przykręcona 1 śrubą na środku

teraz odkręcamy 2 nakrętki na wrzecionie (one służą do kasowania luzu promieniowego)

i już wszystko schodzi, wrzeciono można wybijać do przodu
pozostają jeszcze łożyska wzdłużne (oporowe) wrzeciona, odkręcamy nakrętkę jest zabezpieczona 2 śrubami (służy ona do kasowania luzu wzdłużnego wrzeciona)

no i gotowe wszystko mamy ładnie na podłodze



ja niestety musiałem wyciągać dalej ponieważ padła zębatka zmieniająca obroty ta na dole

obdzwoniłem całą polskę i cena za takie cuś od 500 brutto do 800 netto, termin realizacji 10-15 dni roboczych
prowadzę firmę i klienci powiesili by mnie za ... gdybym pojechał na 3 tygodniowy urlop ponieważ to jest moja jedyna tokarka dlatego nie odpuściłem i zleciłem wyk nowej w zaprzyjaźnionej firmie ale w miedzy czasie udało mi się skontaktować z AFM i mieli jedną jedyną sztukę na magazynie i wysłali choć było ciężko
a dlaczego? to posłuchajcie przyda się następcom kupującym części od producenta
-zadzwoniłem we wtorek o 14.45 miła Pani powiedziała mi, że ma mnie w d... bo o 15 kończy pracę i idzie do domu... przemilczałem
-zadzwoniłem w środę o 7.10 opisałem co i jak i powiedziała, że przekaże technologowi, żeby znalazł moją zębatkę, po 3 godz dzwonie pytam się to powiedziała, że nie mam się tak palić odpisze na e-mail... o 13,45 po jej odp e-mail z info, że mają zadzwoniłem, żeby zamówić i prosić o wysyłkę jeszcze dzisiaj to mi miła Pani powiedziała, że za 15 min zamykają magazyn i ma w d... wyśle jutro
-podałem wszystkie dane itp dzwoni w czwartek o 9 z info, że mój nr NIP jest nieaktywny a jej to jest baaaaaardzo potrzebne do wystawienia f-v. Zapewniłem, że wszystko jest oki i ma wysyłać. wieczorem sprawdzam pocztę, a ona po 20 min od rozmowy tel napisała, że jej się nie zgadza i mam się jej wytłumaczyć... padłem i prawie dostałem zawału juro piątek więc jak wyśle to będzie w poniedziałek to szybko tel po kuriera i paczka na sobotę zamiast 15 to 90 za wysyłkę ale mus to mus klienci czekają...
na całe szczęście miła Pani się zlitowała i nadała paczkę w czwartek więc w piątek od 9 zacząłem składać i o 22 było złożone dodam, że składałem bardzo powoli starannie sprawdzając wszystko wolałem trochę dłużej niż rozbierać 2 raz
dodam, że składałem bardzo powoli starannie sprawdzając wszystko wolałem trochę dłużej niż rozbierać 2 raz
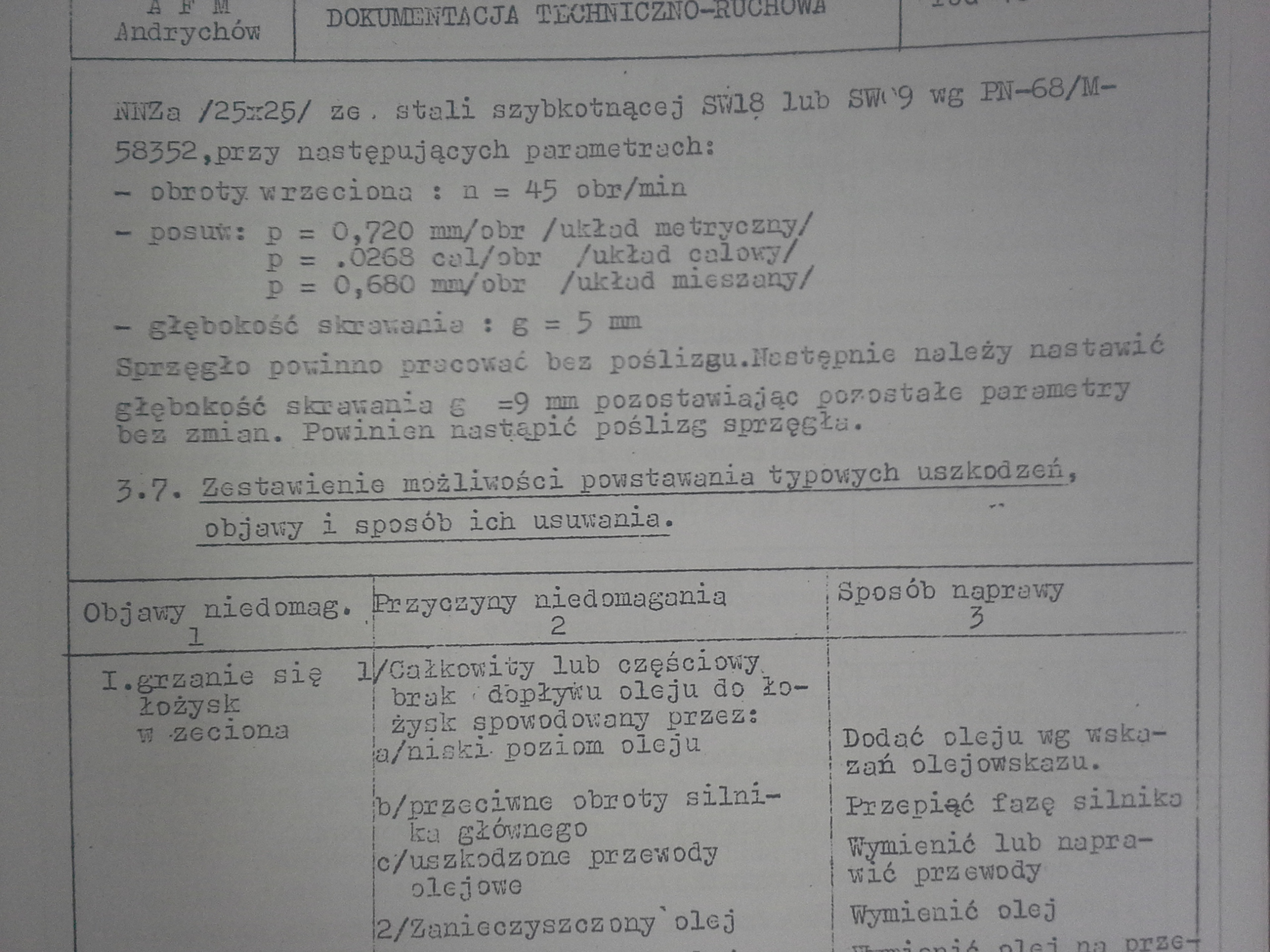
foty nowej: (cena u producenta z przesyłką 460zł 42z m-2,5 nr fabryczny 01-100)


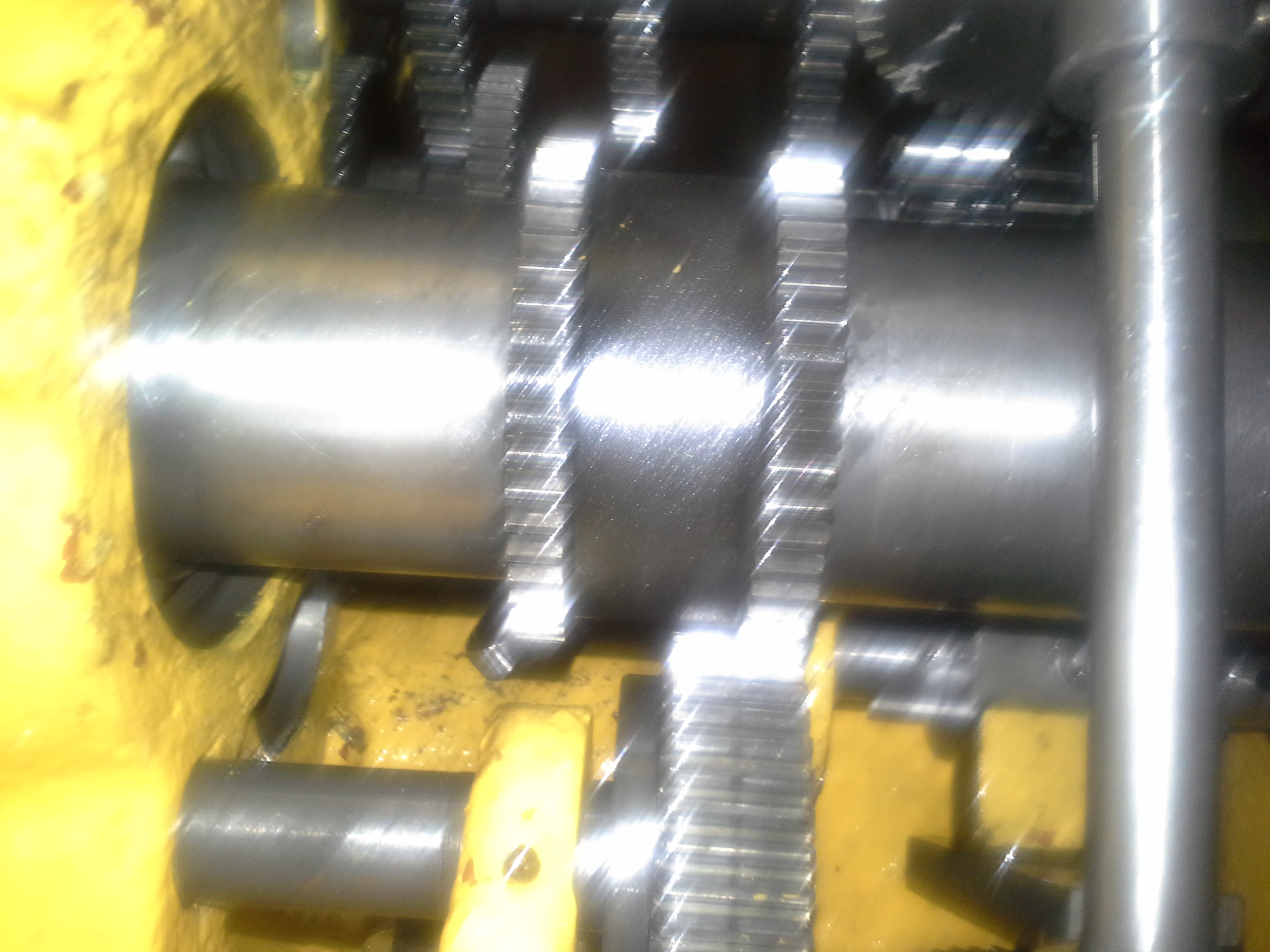
jako dosyć ważną info dodam jeszcze procedurę składania tego wałka na którym pracuje zębatka, bo zadyma jest spora
tak wygląda wyciągnięty:

wyciągamy analogicznie odwrotnie do montażu:
-zakładamy na wałek zabezpieczenie (seger) na środkowe łożysko
-wkładamy wałek w maszynę od strony wrzeciona zakładając na niego komplet 3 zębatek (one są połączone razem jedną z nich właśnie wymieniałem)
-wkładamy łożysko (6210) od strony wrzeciona, bo mamy już zabezpieczenie po przeciwnej
-przebijamy łożysko przez jego siedzenie z prawej na lewo
-zakładamy tą dużą zębatkę napędzającą wrzeciono (w niej są osadzone 2 łożyska 6009)
-zakładamy zabezpieczenie (seger)
-zakładamy małą zębatkę napędzającą wrzeciono

-osadzamy te duże koło na wale, zakładamy zabezpieczenie i dosuwamy małą zębatkę do dużej, tak, żeby się zaprzęgały

-teraz z lewej strony zakładamy 2 zębatki i całość z prawej przebijamy już w odpowiednie miejsce w lewo (uwaga za 2 zębatkami jest jeszcze podkładka dystansowa)

-zakładamy lewe łożysko (6406) zabezpieczenia itp
-zakładamy prawe łożysko (6307)
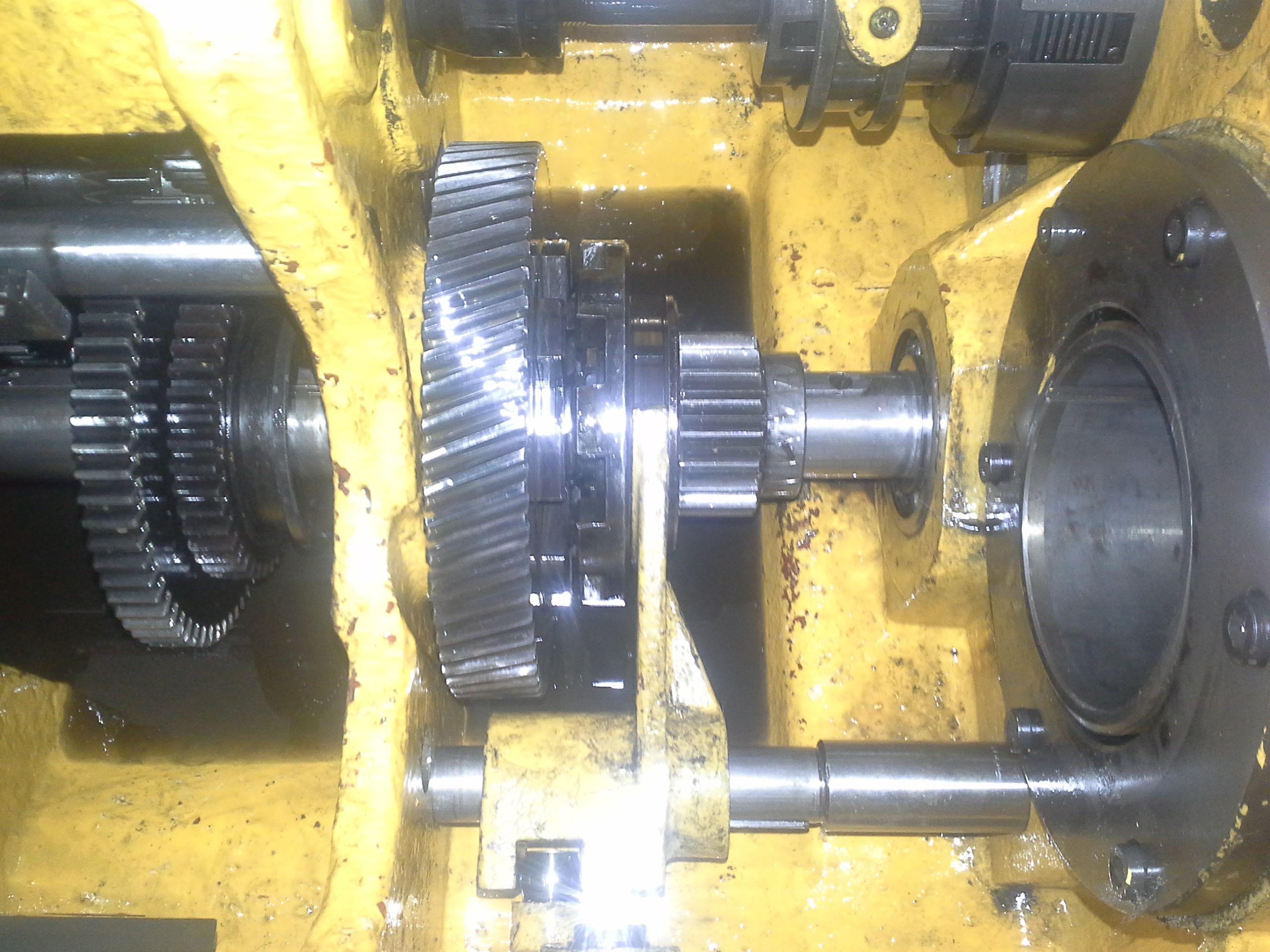
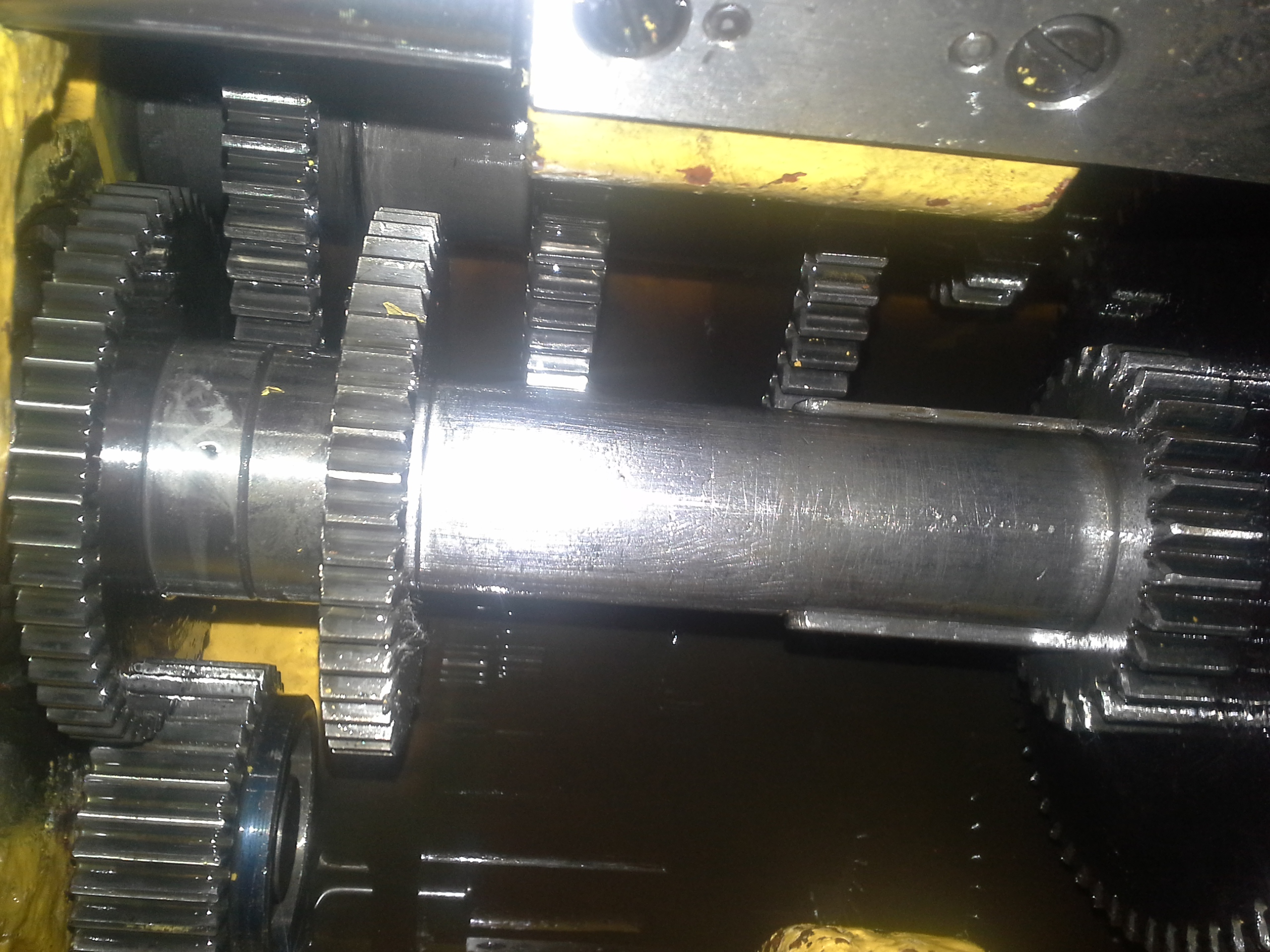
dorzucam jeszcze kilka innych fotek:
-sprzęgła-lewe od obrotów w lewo parząc od strony konika

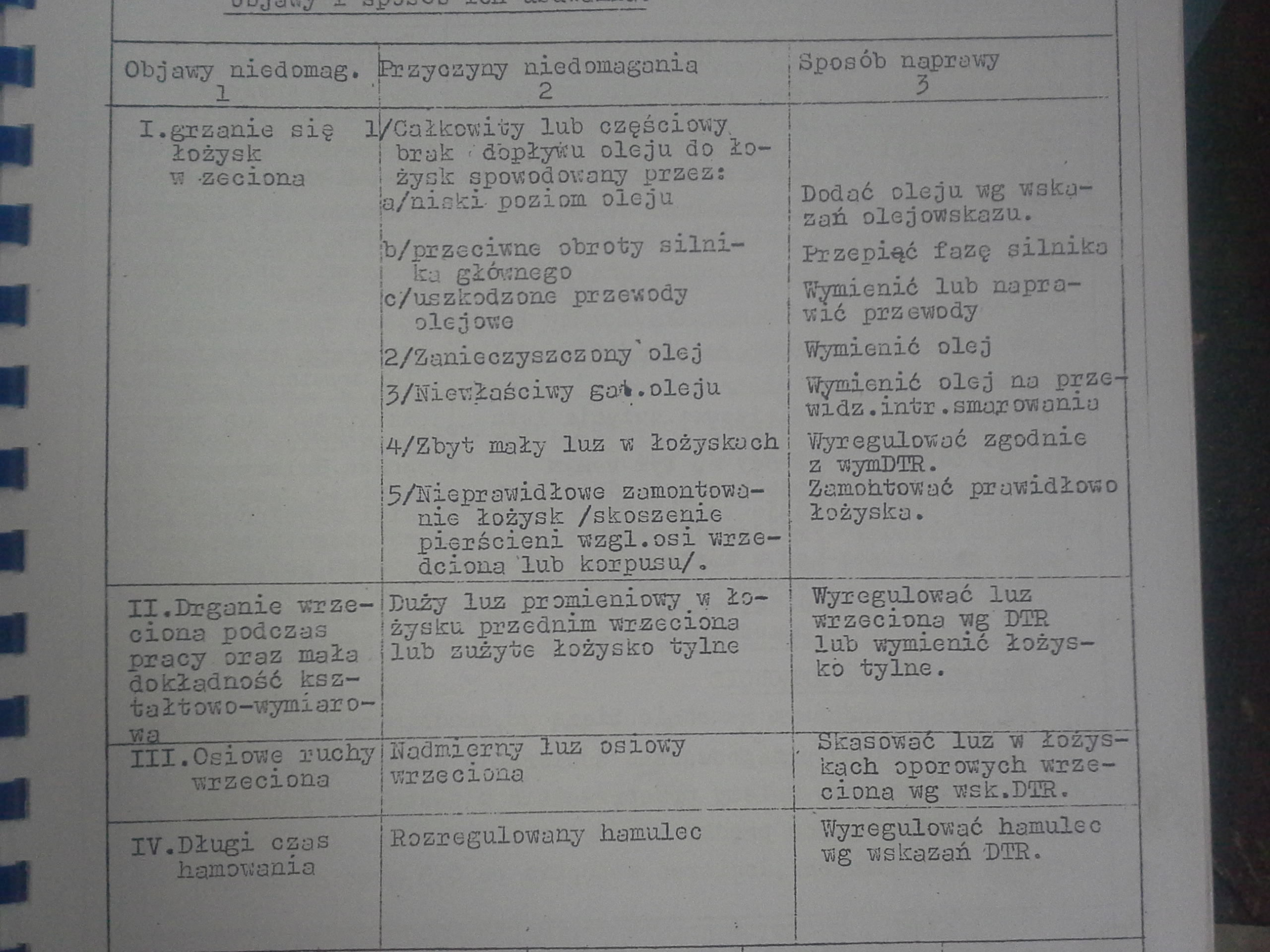
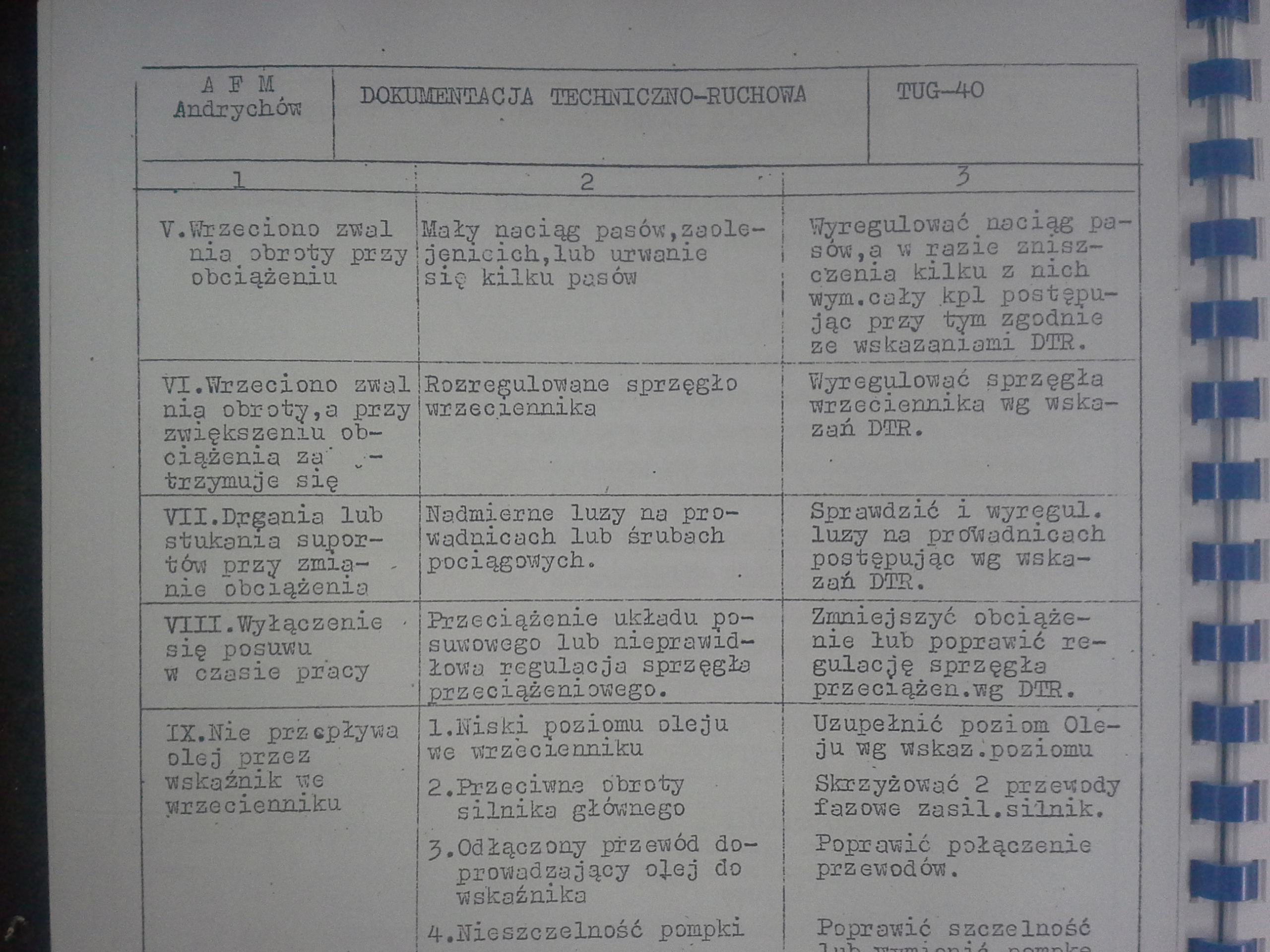
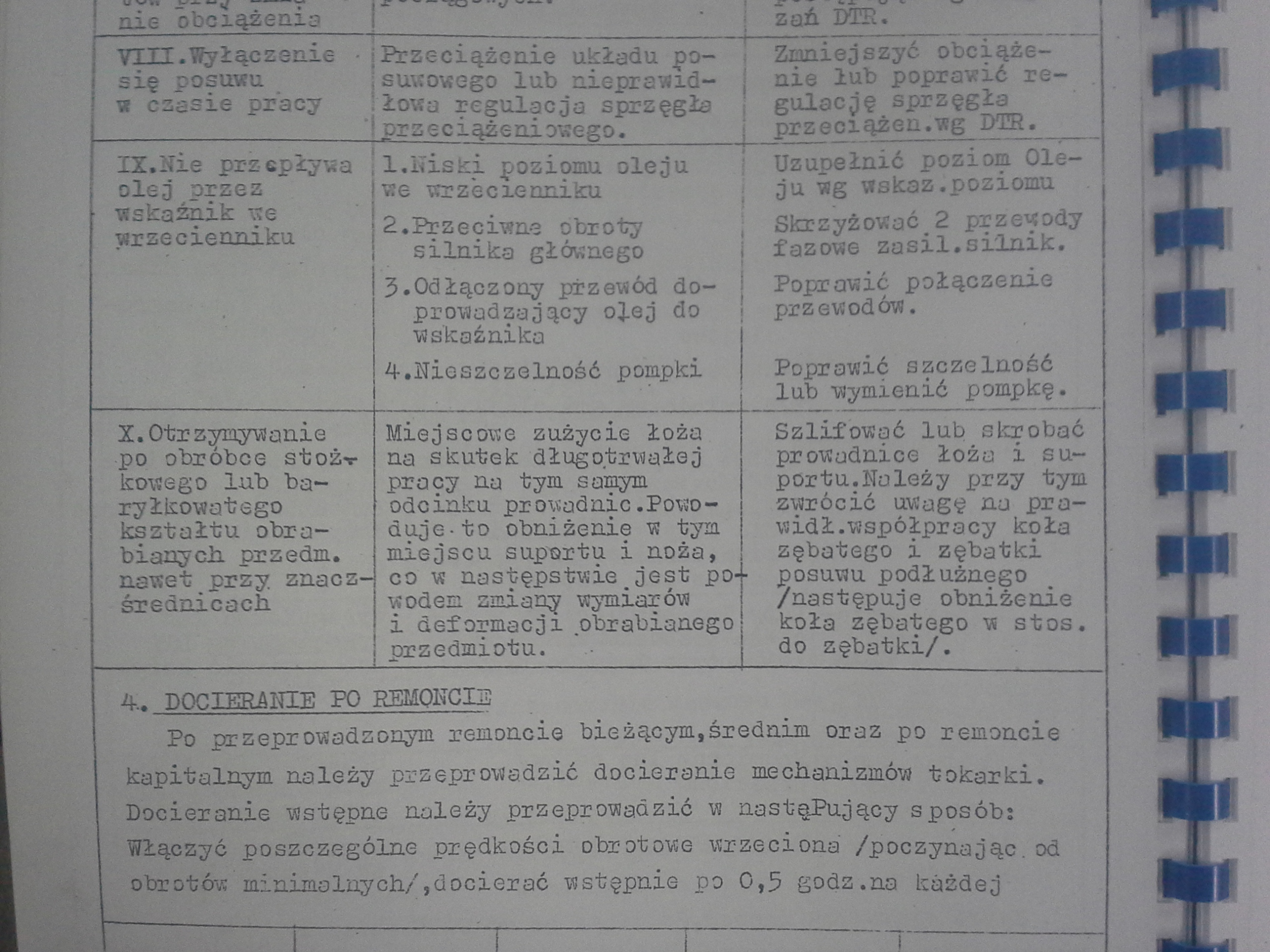
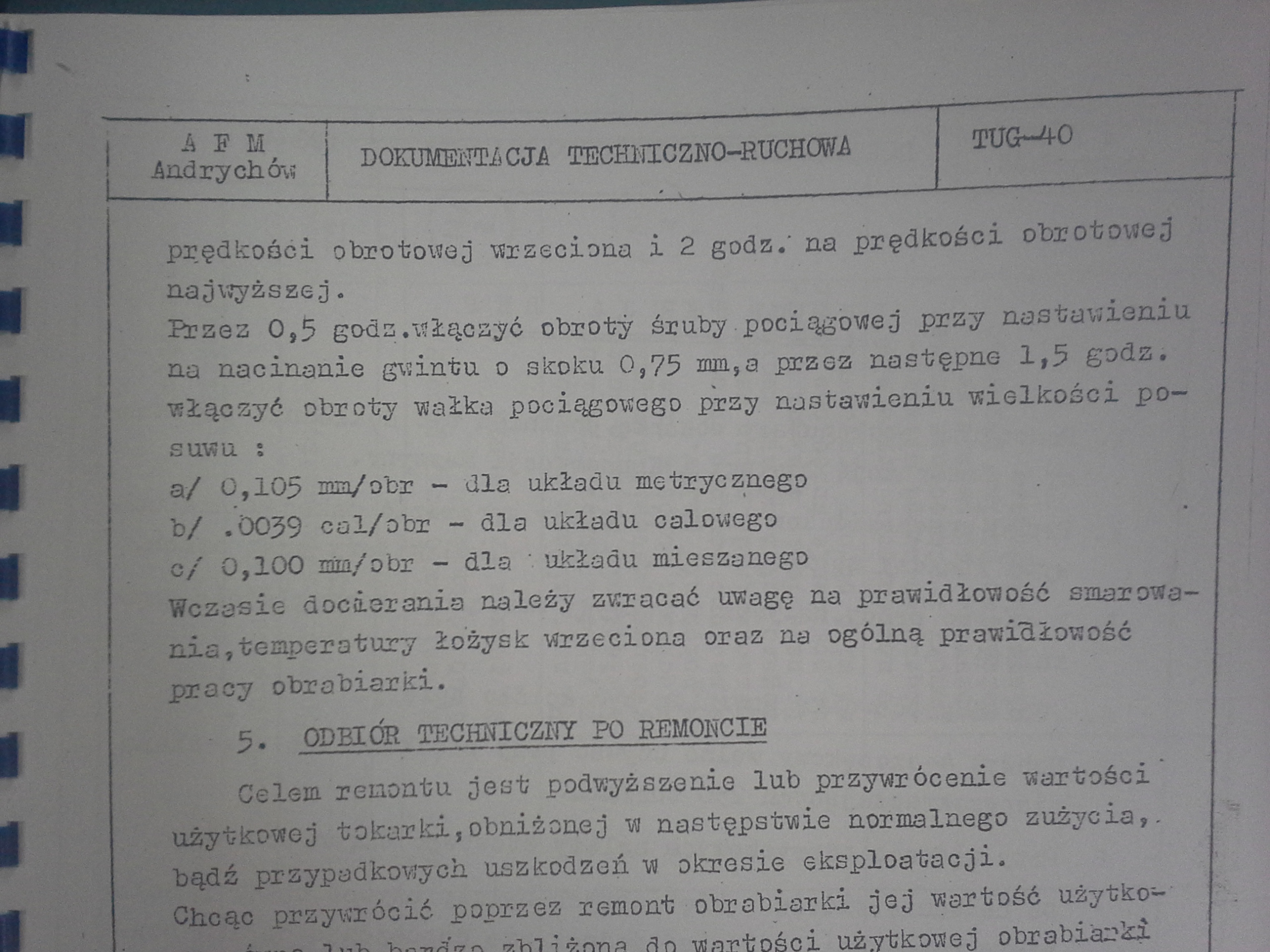
-hamulec- DTR podaje, że należy go tak wyregulować, by tokarka zatrzymywała się w 3 sek wyłączając ją na najwyższych obrotach

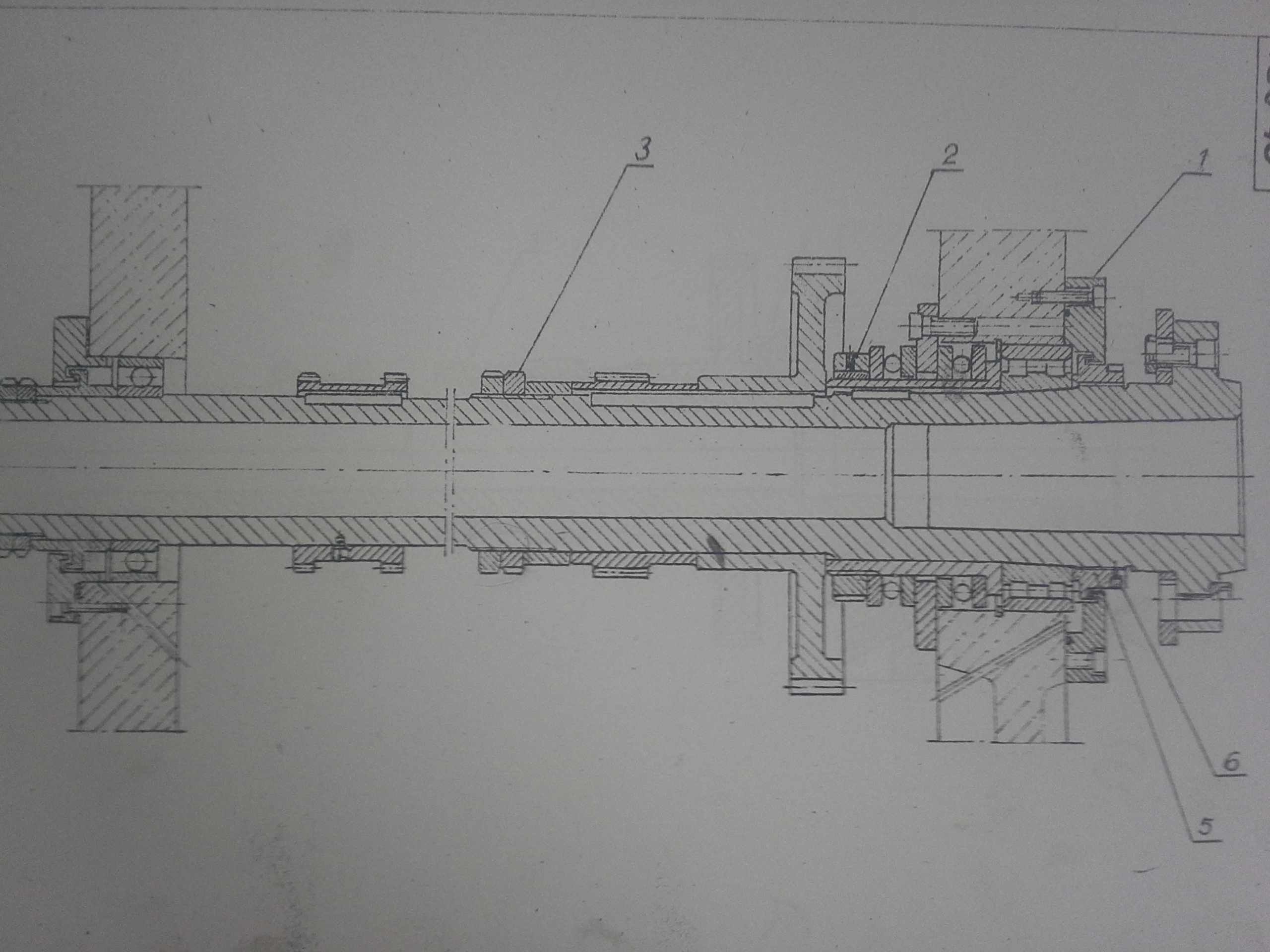
-górne koła zmieniające obroty (są zaraz pod sprzęgłem i przesuwamy nimi dłuższą dźwignią sterowania)


-koło zębate napędzające gitarę pracuje na wałku osadzonym na 2 łożyskach: 6006 i 6205

dodatkowe info:
-podczas składania zębatek przesuwających się na wałkach patrzcie czy chodzą luźno nie mają latać we wszystkie strony ale nie mogą nigdzie się haczyć, bo będą problemy ze zmianą obrotów jeżeli gdzieś haczy to papierek drobny i doszlifować
-każdy wodzik jest inny więc nie ma możliwości pomylenia
-na 2 wodzikach jest kulka dociskająca sprężynką i to dokręcamy śrubą, kulka jest po to, żeby zębatki ustawić w odpowiednim miejscu na wałku i tu uwaga: dokręcamy śrubę na max i odkręcamy ją o 1,5-2 obroty (ja dla zabezpieczenia wkręciłem je na klej do gwintów- gdybyśmy nie poluzowali śruby zębatki chodziły by bardzo ciężko a nawet przesunięcie dźwignią było by niemożliwe)
-po złożeniu trzeba docierać wszystko dtr podaje, żeby docierać po 30 min na każdej prędkości obrotowej, a na najwyższej 2 godziny, z tego co pamiętam to docierać na uchwycie 3 szczękowym ale głowy nie daje, że tak było
-jest napisane, że max prędkość na uchwycie 3 szczękowym to 1000 obr/min chyba, że jego twardość jest jakaś tam inna i to się jakoś oblicza... nie wnikałem dokładnie
-max prędkość na uchwycie 4 szczękowym 250 obr/min i ta info jest nawet na samym środku tablicy od prędkości obrotowej
-ustawienie przewodów smarowania- mamy 5 przewodów wyprowadzonych z pompy i ustawiamy je tak:
1- nie na sprzęgło lewe tylko na wodzik załączający sprzęgła najlepiej tak, żeby najwięcej leciało na niego gdy tokarka kręci w lewo patrząc od strony konika ale też żeby na luzie dostawał dostatecznie dużo oleju
2- na sprzęgło prawe- ono nie ma poślizgu tylko gdy tokarka kręci się w prawo patrząc od strony konika
3-na hamulec
4-na otwór którym olej spływa na przednie łożyska wrzeciona
5-na okienko kontrolujące
olej chłodzi wodzik i gdy dostatecznie dużo oleju nie będzie dostawać zaczyna się gotować i z tokarki lecą kłęby dymu
i z tokarki lecą kłęby dymu
-temperatura tokarki na przednim i tylnik korpusie wrzeciennika nie może przekraczać 50 stopni
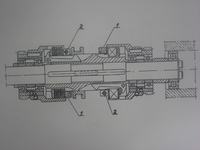
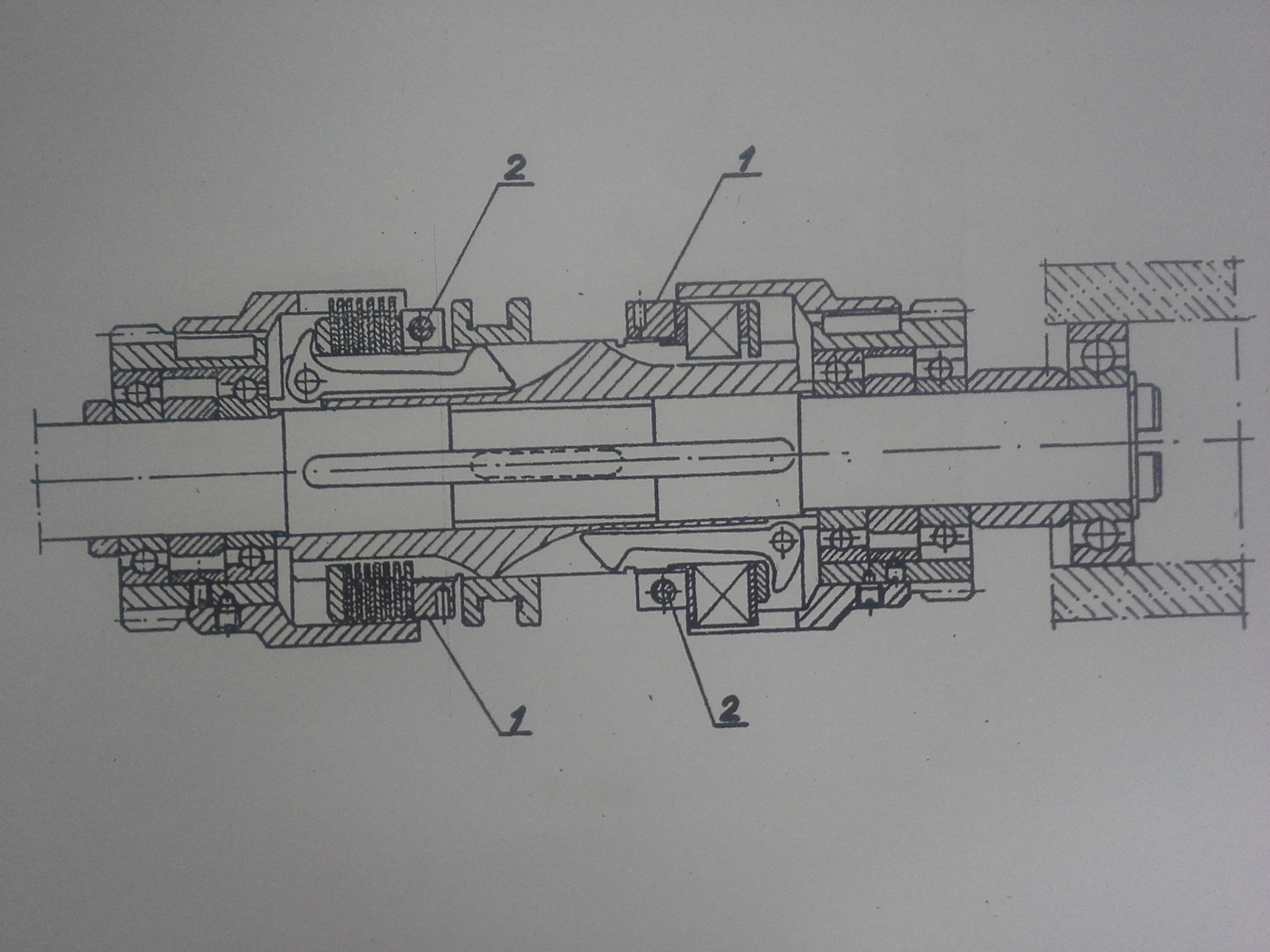
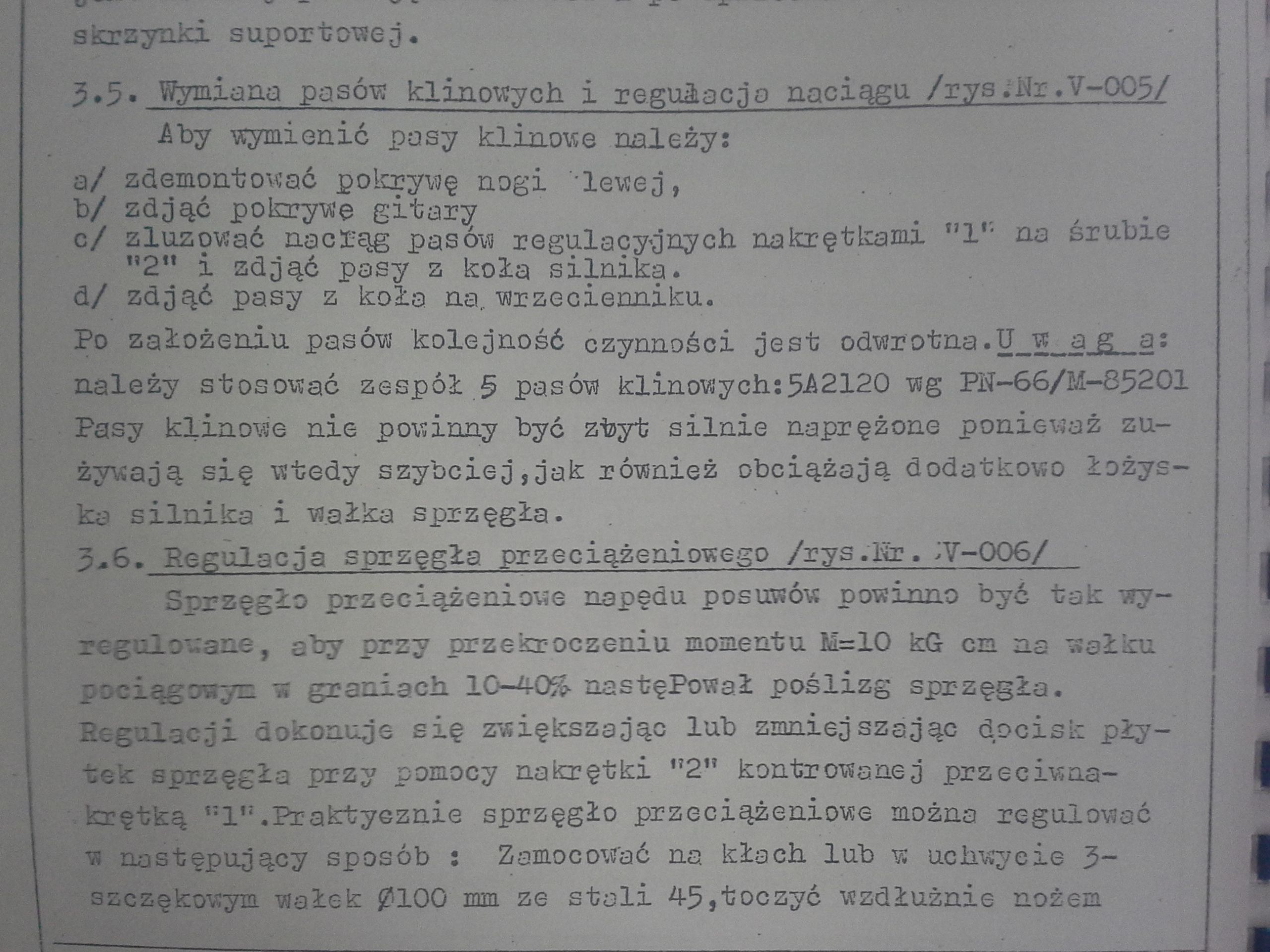
-u DTR pisze o zluzowaniu nakrętki nr 5- odkręcamy ją w lewo patrząc od strony konika i po wykasowaniu luzu na wrzecionie dokręcamy, w prawo. Kręcąc w lewo, też ją dokręcimy i to tak, że wrzeciona nie ruszymy i po 2 będzie leciał olej
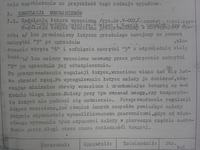
trochę info z DTR
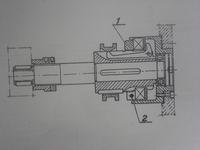
sprzęgło:
hamulec:
wrzeciono (było 3 typy różnią się tylko mocowaniem uchwytu reszta bez zmian zamieszczam foto najwyraźniejszego obrazka):

trochę dodatkowych info:









i gotowa poskładana:


tu jako ciekawostkę dodam przerobioną lampkę postawioną na suporcie połączoną z chłodziwem- przerobiłem ponieważ podczas planowania dużych powierzchni trzeba było ciągle przestawiać rurkę z chłodziwem, a tak jedzie sama

jak widać też na foto dorobiłem dużą osłonę za tokarką bo denerwowały mnie ciągle wypadające trociny i przede wszystkim chłodziwo lecące poza wannę gdy rurka była nieodpowiednio ustawiona
gdyby ktoś potrzebował to mam na sprzedaż zębatkę do dokończenia (bo gdy ja szukałem po polsce gotowej znajomek robił już tą) trzeba ją zahartować i po hartowaniu wydłutować otwór pod wpust cena-200zł


to by było na tyle liczę na piwo, a najlepiej kratę
powodzenia w naprawach mam nadzieję, że się przydało
zaczynamy od początku:
maszynę kupiłem po kapitalce trochę ponad rok temu w takim stanie:

widziałem ją podczas naprawy i mieli wszystko wyciągnięte umyte łoże po szlifie poskrobane wyklejone i cała cała procedura naprawy wykonana poskładana na nowych łożyskach itp...
jak się teraz przy naprawie okazało wrzeciennika nie ruszali za bardzo wymienili tylko łożyska na wrzecionie reszta łożysk made in poland z ubiegłego wieku...
zacznijmy od potrzebnych narzędzi:
-kilka kluczy płaskich
-kilka imbusów
-szczypce do pierścieni osadniczych (segerów)- zewnętrzne i wewnętrzne, proste i kątowe w sumie 4 sztuki
-urządzenie bez którego nic nie zrobimy- młotek bezwładnościowy
-ze 2 zwykłe młotki jakiś 300g i 800g
-kilka wałków tulejek rurek itp. do wbijania i wybijania łożysk
-komplet śrubokrętów głównie płaskie
i to chyba na tyle
to zaczynamy zabawę:
ściągamy osłonę gitary:

odkręcamy pokrywę górną i oto co widzimy:

wyciąganie wrzeciona:
-ściągamy koła gitary (chyba ja musiałem bo ściągałem wałek o wiele niżej i w sumie wszystko wywaliłem to jest 10 min pracy)
-odkręcamy przykrywkę wrzeciona z tyłu (wyrywamy ja oczywiście młotkiem bezwładnościowym) i mamy łożysko i pierścień uszczelniający

łożysko i tak na śmieci więc przecinak albo jakiś dłuższy płaskownik i od wewnątrz je wybijamy (zwracając uwagę jak pierścień był założony na wale)
teraz odkręcamy zębatkę jest ona osadzona na wpuście i przykręcona 1 śrubą na środku
teraz odkręcamy 2 nakrętki na wrzecionie (one służą do kasowania luzu promieniowego)

i już wszystko schodzi, wrzeciono można wybijać do przodu
pozostają jeszcze łożyska wzdłużne (oporowe) wrzeciona, odkręcamy nakrętkę jest zabezpieczona 2 śrubami (służy ona do kasowania luzu wzdłużnego wrzeciona)

no i gotowe wszystko mamy ładnie na podłodze



ja niestety musiałem wyciągać dalej ponieważ padła zębatka zmieniająca obroty ta na dole

obdzwoniłem całą polskę i cena za takie cuś od 500 brutto do 800 netto, termin realizacji 10-15 dni roboczych
prowadzę firmę i klienci powiesili by mnie za ... gdybym pojechał na 3 tygodniowy urlop ponieważ to jest moja jedyna tokarka dlatego nie odpuściłem i zleciłem wyk nowej w zaprzyjaźnionej firmie ale w miedzy czasie udało mi się skontaktować z AFM i mieli jedną jedyną sztukę na magazynie i wysłali choć było ciężko
a dlaczego? to posłuchajcie przyda się następcom kupującym części od producenta
-zadzwoniłem we wtorek o 14.45 miła Pani powiedziała mi, że ma mnie w d... bo o 15 kończy pracę i idzie do domu... przemilczałem
-zadzwoniłem w środę o 7.10 opisałem co i jak i powiedziała, że przekaże technologowi, żeby znalazł moją zębatkę, po 3 godz dzwonie pytam się to powiedziała, że nie mam się tak palić odpisze na e-mail... o 13,45 po jej odp e-mail z info, że mają zadzwoniłem, żeby zamówić i prosić o wysyłkę jeszcze dzisiaj to mi miła Pani powiedziała, że za 15 min zamykają magazyn i ma w d... wyśle jutro
-podałem wszystkie dane itp dzwoni w czwartek o 9 z info, że mój nr NIP jest nieaktywny a jej to jest baaaaaardzo potrzebne do wystawienia f-v. Zapewniłem, że wszystko jest oki i ma wysyłać. wieczorem sprawdzam pocztę, a ona po 20 min od rozmowy tel napisała, że jej się nie zgadza i mam się jej wytłumaczyć... padłem i prawie dostałem zawału juro piątek więc jak wyśle to będzie w poniedziałek to szybko tel po kuriera i paczka na sobotę zamiast 15 to 90 za wysyłkę ale mus to mus klienci czekają...
na całe szczęście miła Pani się zlitowała i nadała paczkę w czwartek więc w piątek od 9 zacząłem składać i o 22 było złożone
foty nowej: (cena u producenta z przesyłką 460zł 42z m-2,5 nr fabryczny 01-100)


jako dosyć ważną info dodam jeszcze procedurę składania tego wałka na którym pracuje zębatka, bo zadyma jest spora
tak wygląda wyciągnięty:

wyciągamy analogicznie odwrotnie do montażu:
-zakładamy na wałek zabezpieczenie (seger) na środkowe łożysko
-wkładamy wałek w maszynę od strony wrzeciona zakładając na niego komplet 3 zębatek (one są połączone razem jedną z nich właśnie wymieniałem)
-wkładamy łożysko (6210) od strony wrzeciona, bo mamy już zabezpieczenie po przeciwnej
-przebijamy łożysko przez jego siedzenie z prawej na lewo
-zakładamy tą dużą zębatkę napędzającą wrzeciono (w niej są osadzone 2 łożyska 6009)
-zakładamy zabezpieczenie (seger)
-zakładamy małą zębatkę napędzającą wrzeciono
-osadzamy te duże koło na wale, zakładamy zabezpieczenie i dosuwamy małą zębatkę do dużej, tak, żeby się zaprzęgały

-teraz z lewej strony zakładamy 2 zębatki i całość z prawej przebijamy już w odpowiednie miejsce w lewo (uwaga za 2 zębatkami jest jeszcze podkładka dystansowa)
-zakładamy lewe łożysko (6406) zabezpieczenia itp
-zakładamy prawe łożysko (6307)
dorzucam jeszcze kilka innych fotek:
-sprzęgła-lewe od obrotów w lewo parząc od strony konika

-hamulec- DTR podaje, że należy go tak wyregulować, by tokarka zatrzymywała się w 3 sek wyłączając ją na najwyższych obrotach

-górne koła zmieniające obroty (są zaraz pod sprzęgłem i przesuwamy nimi dłuższą dźwignią sterowania)
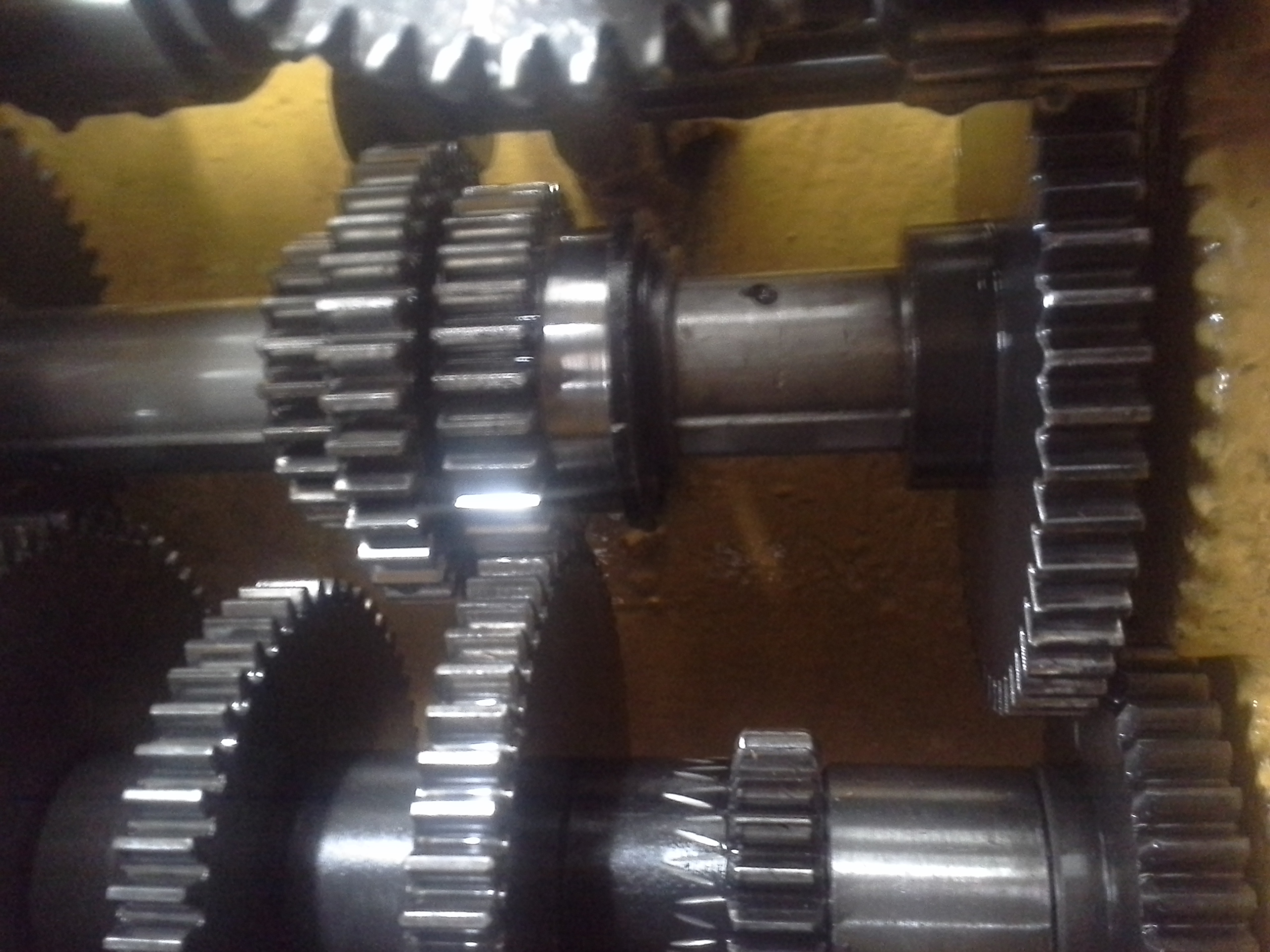

-koło zębate napędzające gitarę pracuje na wałku osadzonym na 2 łożyskach: 6006 i 6205
dodatkowe info:
-podczas składania zębatek przesuwających się na wałkach patrzcie czy chodzą luźno nie mają latać we wszystkie strony ale nie mogą nigdzie się haczyć, bo będą problemy ze zmianą obrotów jeżeli gdzieś haczy to papierek drobny i doszlifować
-każdy wodzik jest inny więc nie ma możliwości pomylenia
-na 2 wodzikach jest kulka dociskająca sprężynką i to dokręcamy śrubą, kulka jest po to, żeby zębatki ustawić w odpowiednim miejscu na wałku i tu uwaga: dokręcamy śrubę na max i odkręcamy ją o 1,5-2 obroty (ja dla zabezpieczenia wkręciłem je na klej do gwintów- gdybyśmy nie poluzowali śruby zębatki chodziły by bardzo ciężko a nawet przesunięcie dźwignią było by niemożliwe)
-po złożeniu trzeba docierać wszystko dtr podaje, żeby docierać po 30 min na każdej prędkości obrotowej, a na najwyższej 2 godziny, z tego co pamiętam to docierać na uchwycie 3 szczękowym ale głowy nie daje, że tak było
-jest napisane, że max prędkość na uchwycie 3 szczękowym to 1000 obr/min chyba, że jego twardość jest jakaś tam inna i to się jakoś oblicza... nie wnikałem dokładnie
-max prędkość na uchwycie 4 szczękowym 250 obr/min i ta info jest nawet na samym środku tablicy od prędkości obrotowej
-ustawienie przewodów smarowania- mamy 5 przewodów wyprowadzonych z pompy i ustawiamy je tak:
1- nie na sprzęgło lewe tylko na wodzik załączający sprzęgła najlepiej tak, żeby najwięcej leciało na niego gdy tokarka kręci w lewo patrząc od strony konika ale też żeby na luzie dostawał dostatecznie dużo oleju
2- na sprzęgło prawe- ono nie ma poślizgu tylko gdy tokarka kręci się w prawo patrząc od strony konika
3-na hamulec
4-na otwór którym olej spływa na przednie łożyska wrzeciona
5-na okienko kontrolujące
olej chłodzi wodzik i gdy dostatecznie dużo oleju nie będzie dostawać zaczyna się gotować
-temperatura tokarki na przednim i tylnik korpusie wrzeciennika nie może przekraczać 50 stopni
-u DTR pisze o zluzowaniu nakrętki nr 5- odkręcamy ją w lewo patrząc od strony konika i po wykasowaniu luzu na wrzecionie dokręcamy, w prawo. Kręcąc w lewo, też ją dokręcimy i to tak, że wrzeciona nie ruszymy i po 2 będzie leciał olej
trochę info z DTR
sprzęgło:
hamulec:
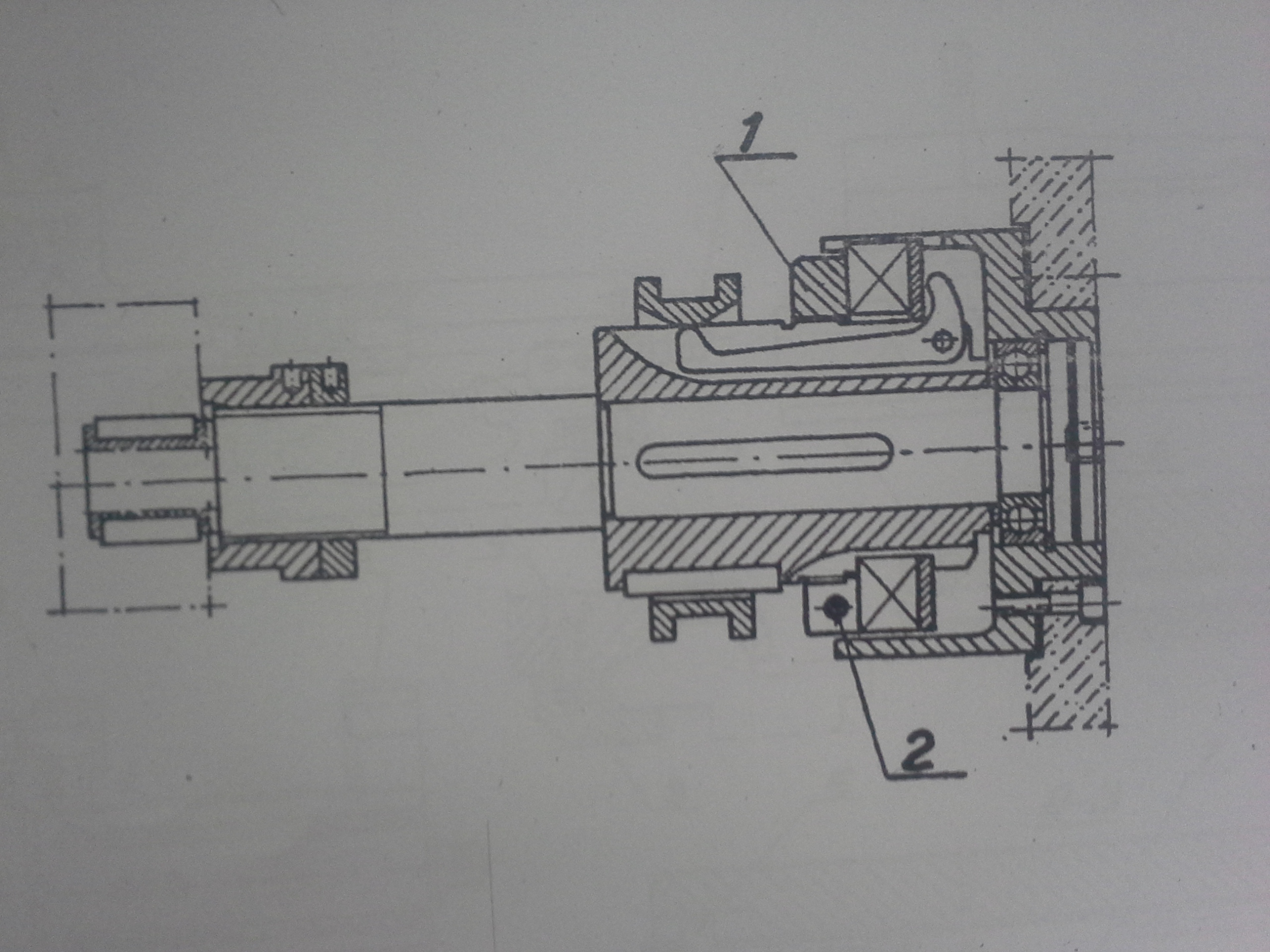
wrzeciono (było 3 typy różnią się tylko mocowaniem uchwytu reszta bez zmian zamieszczam foto najwyraźniejszego obrazka):
trochę dodatkowych info:
i gotowa poskładana:


tu jako ciekawostkę dodam przerobioną lampkę postawioną na suporcie połączoną z chłodziwem- przerobiłem ponieważ podczas planowania dużych powierzchni trzeba było ciągle przestawiać rurkę z chłodziwem, a tak jedzie sama

jak widać też na foto dorobiłem dużą osłonę za tokarką bo denerwowały mnie ciągle wypadające trociny i przede wszystkim chłodziwo lecące poza wannę gdy rurka była nieodpowiednio ustawiona
gdyby ktoś potrzebował to mam na sprzedaż zębatkę do dokończenia (bo gdy ja szukałem po polsce gotowej znajomek robił już tą) trzeba ją zahartować i po hartowaniu wydłutować otwór pod wpust cena-200zł


to by było na tyle liczę na piwo, a najlepiej kratę
powodzenia w naprawach mam nadzieję, że się przydało
-
same222
- Stały bywalec (min. 70)
- Posty w temacie: 5
- Posty: 76
- Rejestracja: 20 sty 2014, 22:57
- Lokalizacja: Nowe Kramsko
Panowie jest problem cieknie ciurkiem olej z przodu wrzeciona coś poskładałem źle? już sam nie wiem w którą stronę ten pierścień na wrzecionie ma być dokręcony czy do łożyska czy odkręcać go w 2 stronę, żeby zazębiał się bardziej z obudową?
może tam powinien być jakiś uszczelniacz? gdzieś wyczytałem, że na górze w miejsce gdzie pompa podaje olej powinien być filc, żeby za dużo oleju nie wlatywało jednocześnie w łożyska u mnie tego nie ma ale wcześniej też nie było i nic nie ciekło...
gdzie szukać winy może wrzeciono źle założone? ale łożysko 2 rzędowe weszło całkowicie do końca, zębatki pasują, kręci się lekko pracuje cicho... już nie mam pomysłów
może tam powinien być jakiś uszczelniacz? gdzieś wyczytałem, że na górze w miejsce gdzie pompa podaje olej powinien być filc, żeby za dużo oleju nie wlatywało jednocześnie w łożyska u mnie tego nie ma ale wcześniej też nie było i nic nie ciekło...
gdzie szukać winy może wrzeciono źle założone? ale łożysko 2 rzędowe weszło całkowicie do końca, zębatki pasują, kręci się lekko pracuje cicho... już nie mam pomysłów
-
Areo84
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1005
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
Chodzi Ci o ten peirśceń oznaczony nr. 5 na rys wrzeciona?same222 pisze: już sam nie wiem w którą stronę ten pierścień na wrzecionie ma być dokręcony czy do łożyska czy odkręcać go w 2 stronę, żeby zazębiał się bardziej z obudową?
Bo jeśli tak to patrząc na ten rysunek nie jest raczej nie jest wskazane kręcenie o tak sobie tym pierścieniem. To o niego powinien opierać wewnętzny pierścień łożyska NN. To element regulacji luzu promieniowego tego łożyska i pewnie jednocześnie uszczelniacz odrzutnikowy, który siłą odśrodkową wyrzuca olej przez kanałki i ten spływa później przez otwór na dole. Sprawdź czy nie masz przytkanego tego odpływu oleju.






