")
fulltone88 pisze:Przy uchwycie wymiar większy
To nie ma opcji, trzeba "nakręcić" wrzeciennik.
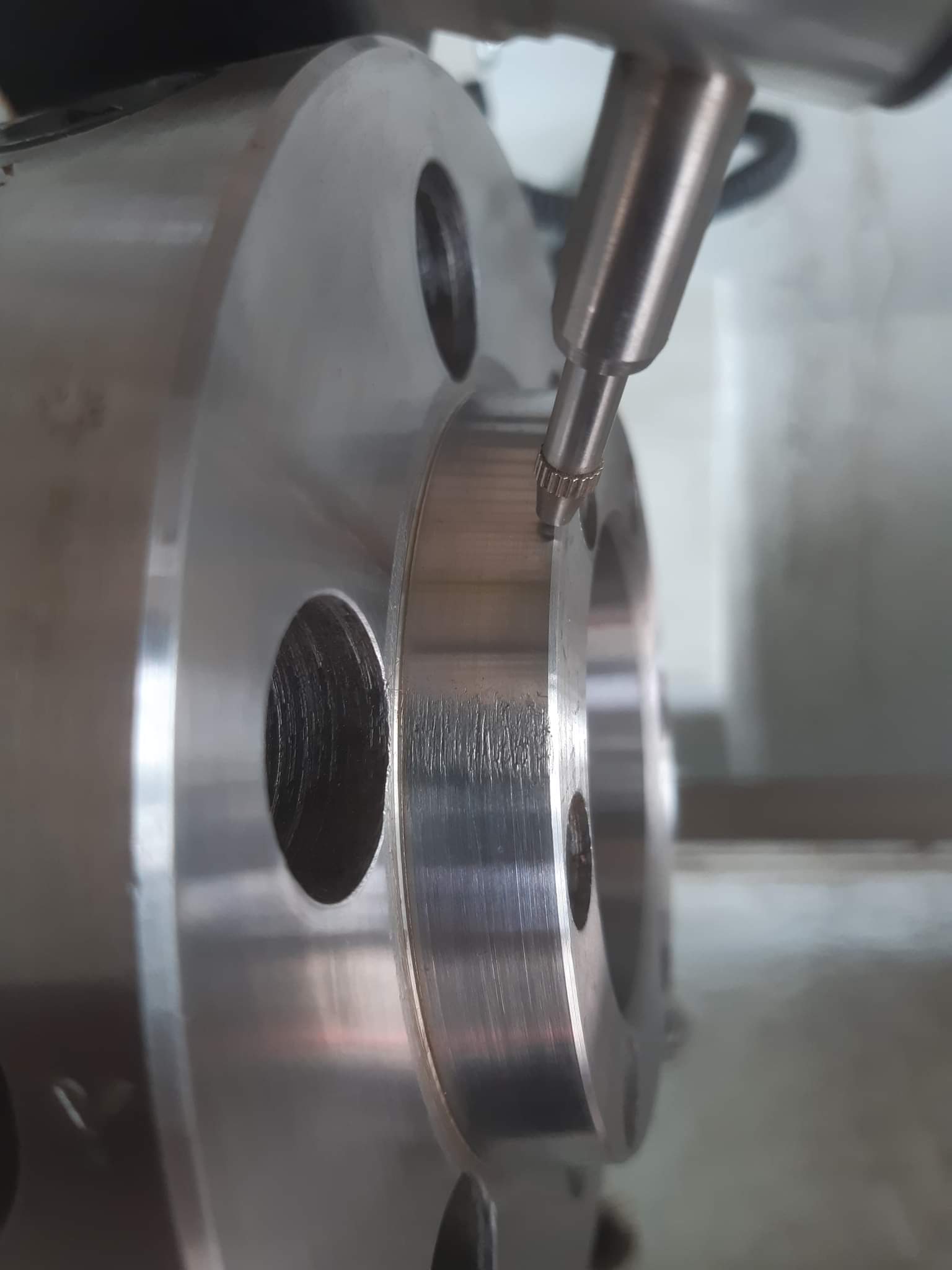
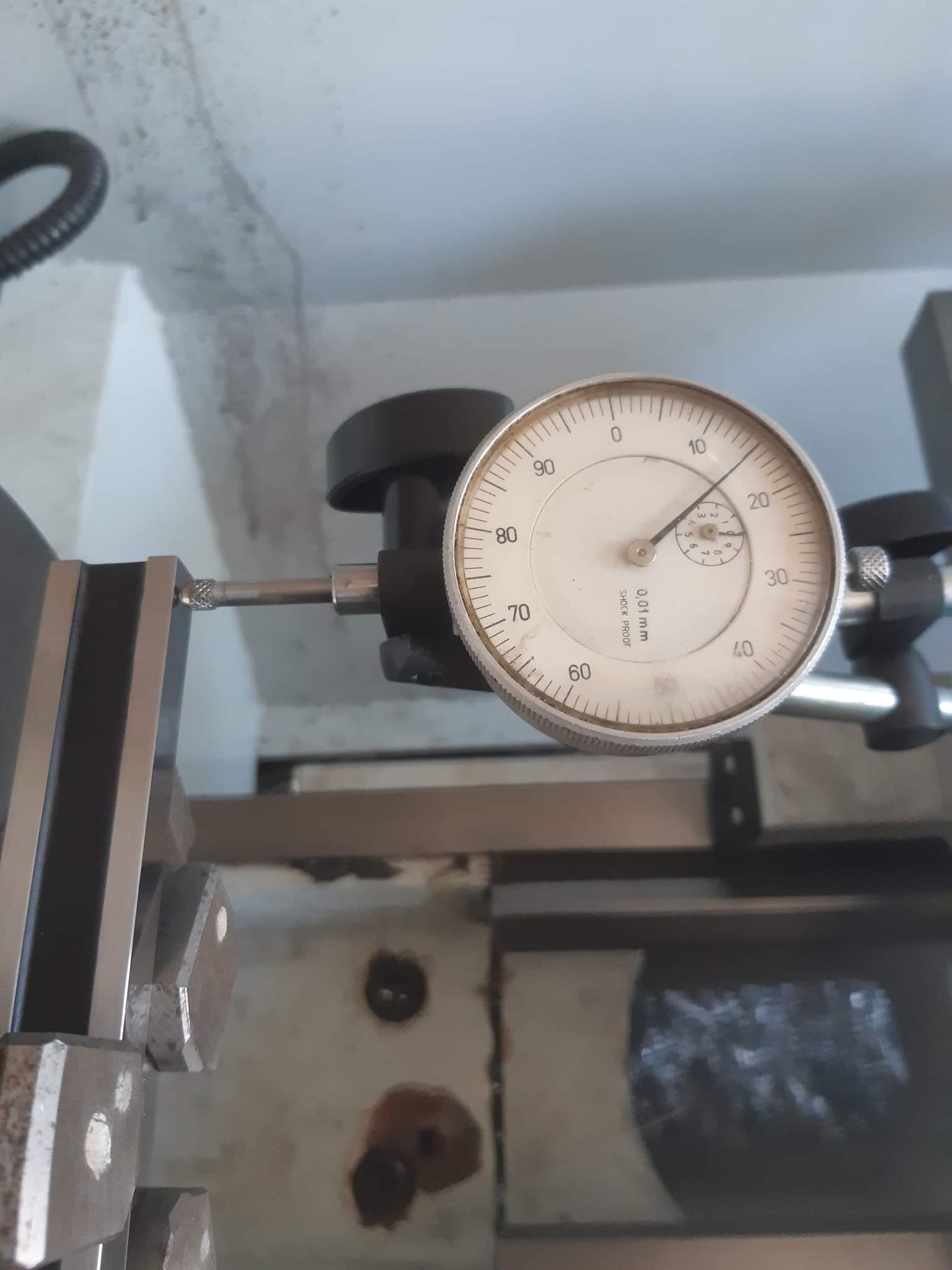
Przetocz jeszcze raz jaki wałek i nie odmocowywuj, zmierz różnice średnic, przystaw do jego końca zegar i wyzeruj.
Po zluzowaniu śrub wrzeciennika delikatnie obróć go w odpowiednią stronę o wartość 1/2 różnicy średnic na zegarze.
Zakręć śruby, i przetocz jeszcze raz, pomierz.
I tak analogicznie aż do skutku. Gdybyś miał trzpień pomiarowy to bez toczenia pomiar czujnikiem wzdłuż trzpienia.
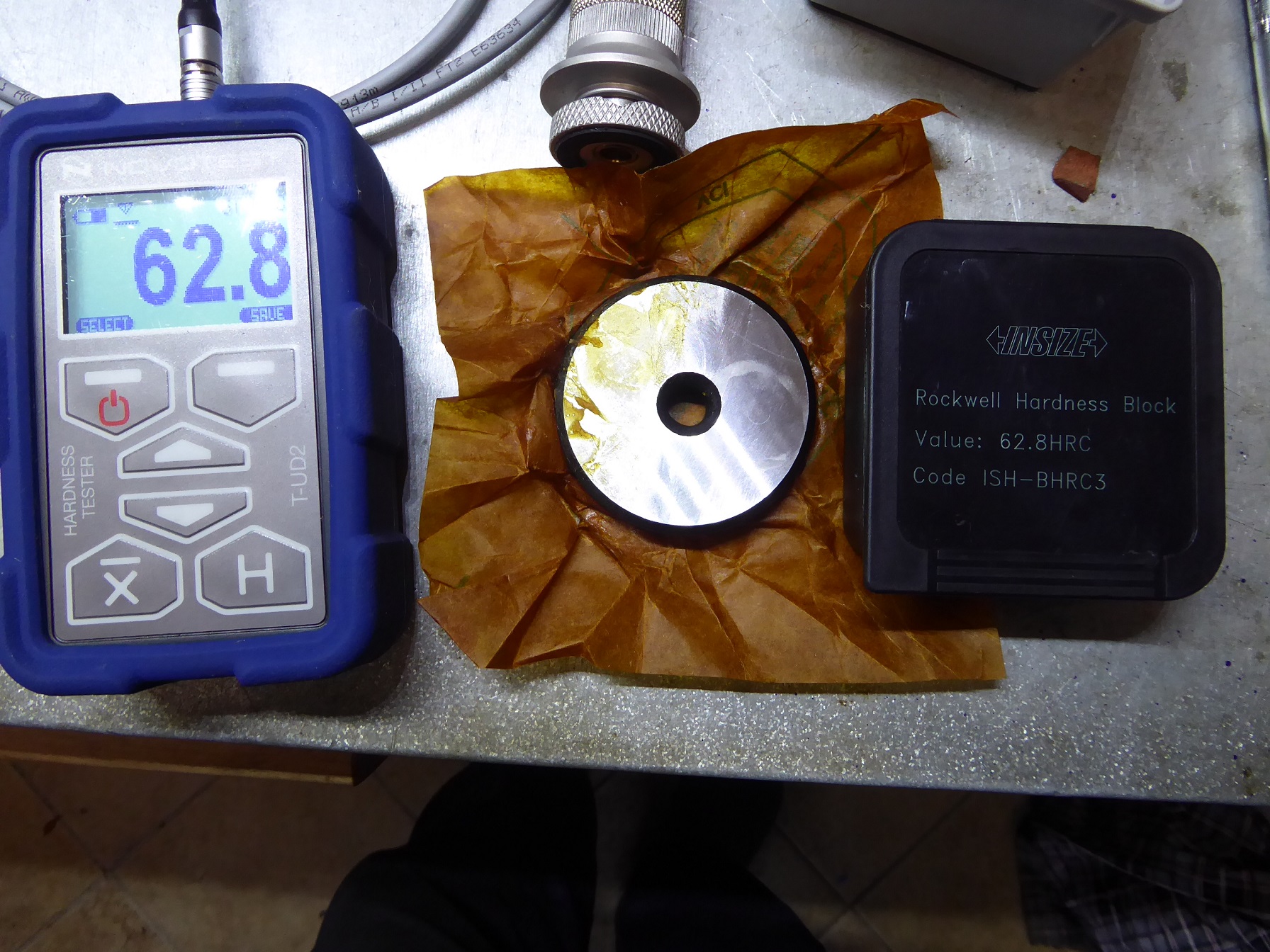
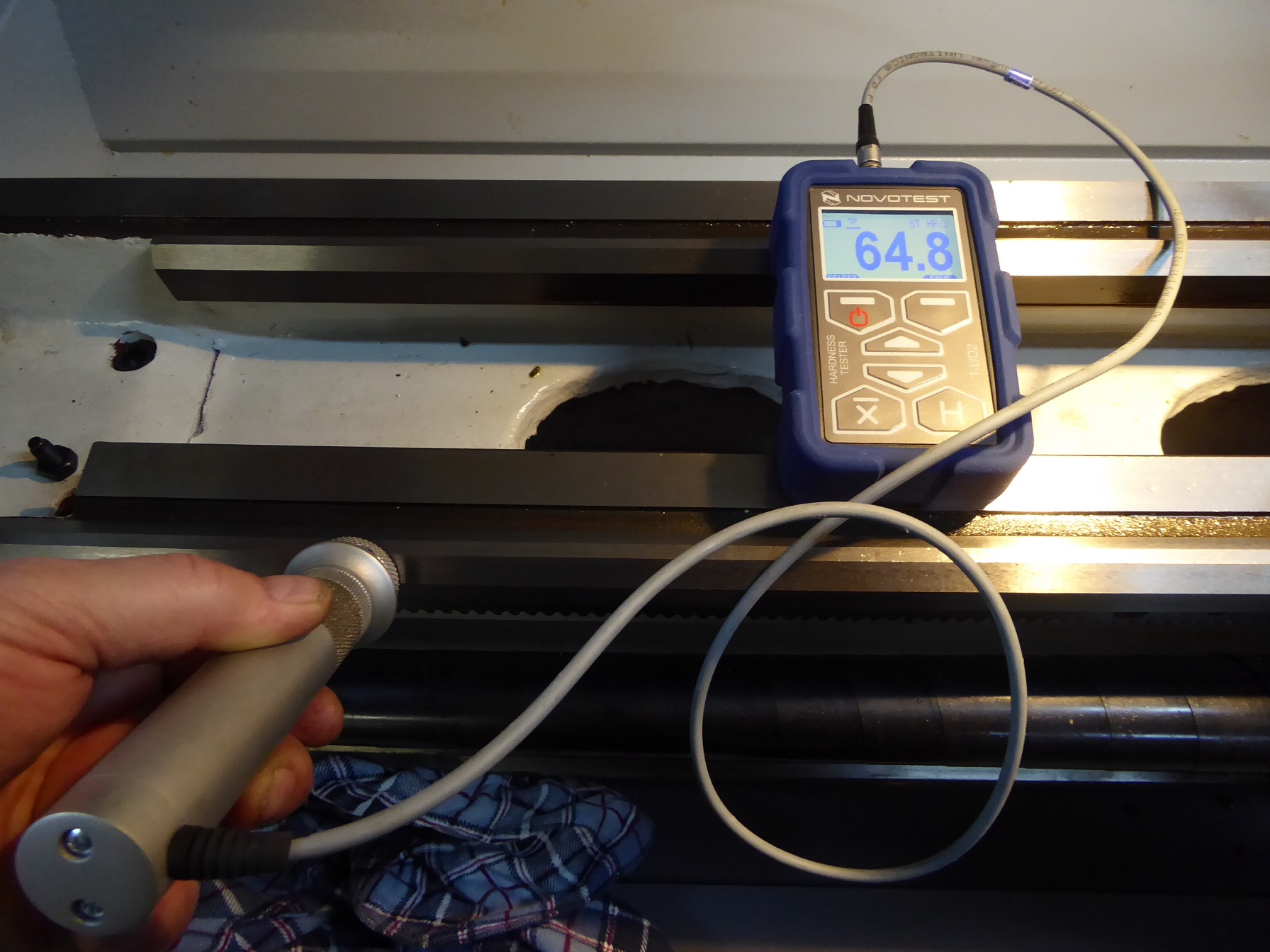
Mierzyłem dziś twardość pryzm łoża swojej tokarki przy wrzecienniku (na końcu łoża i pod sankami nie zdążyłem, bo mi się bateria w przyrządzie rozładowała, ale zrobię..)
pomiar porównawczy z wzorcem (62,8HRC)
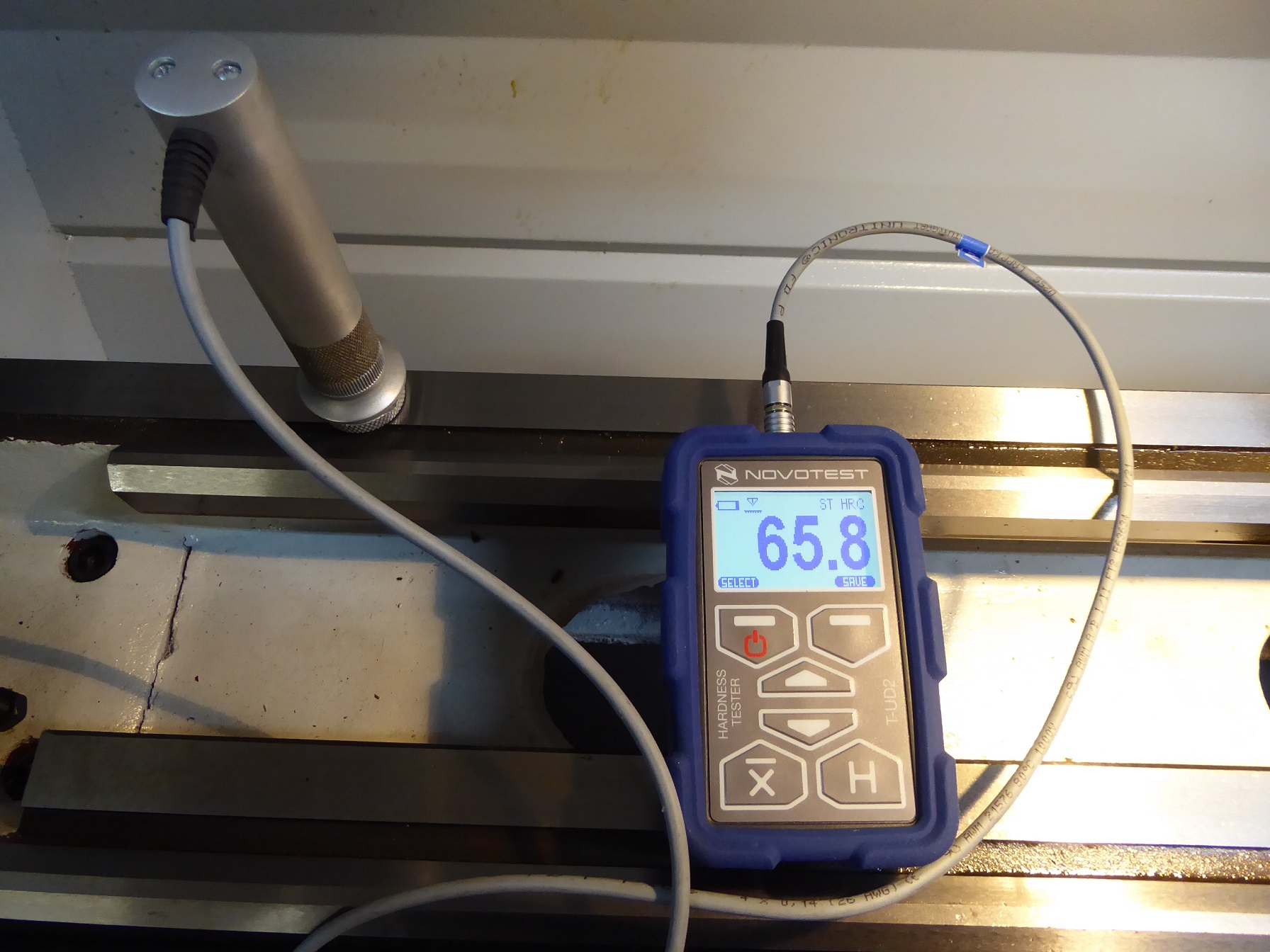
pomiar pryzmy przedniej suportu,
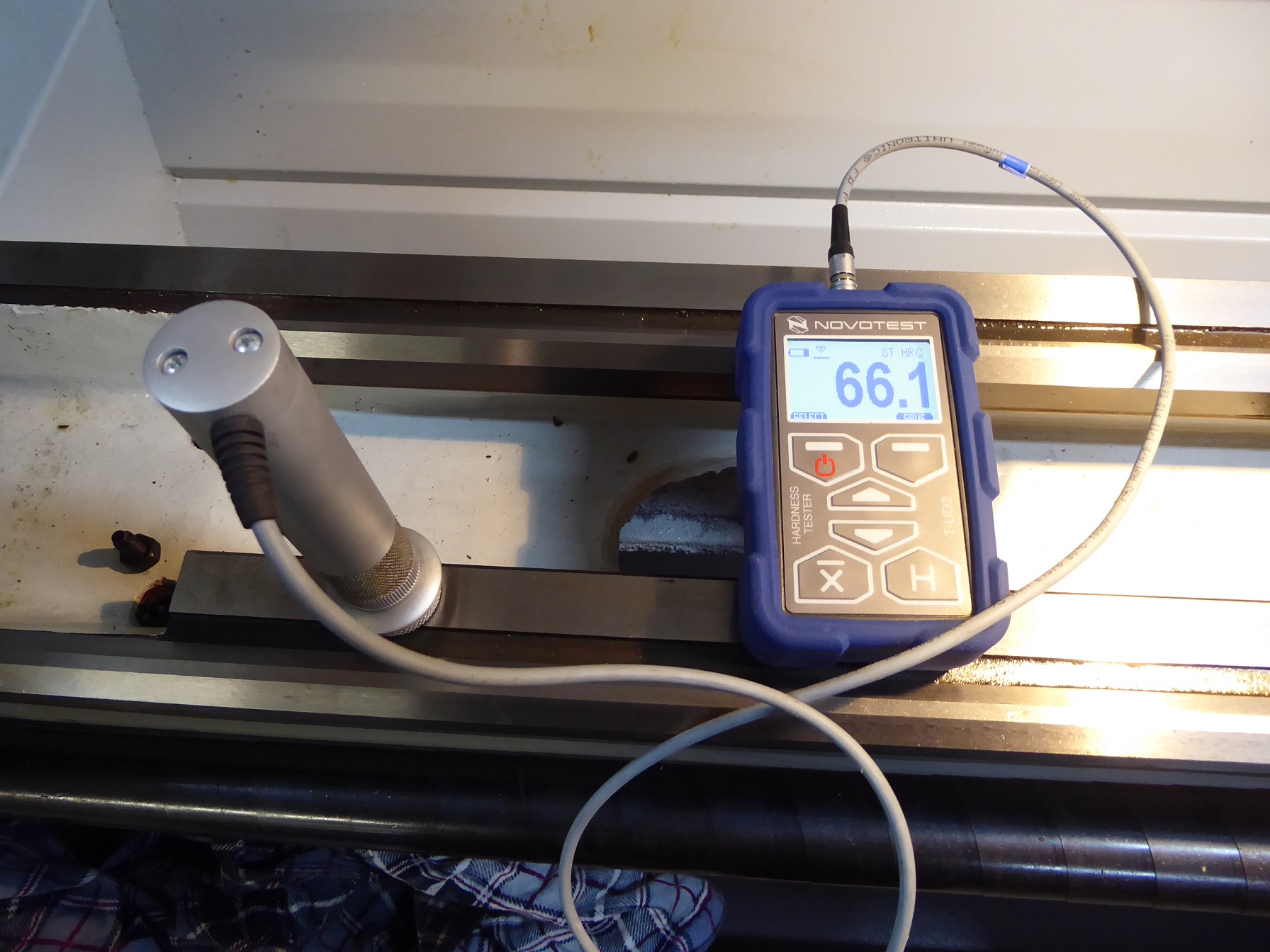
pomiar pryzmy tylnej (płaskiej) suportu,
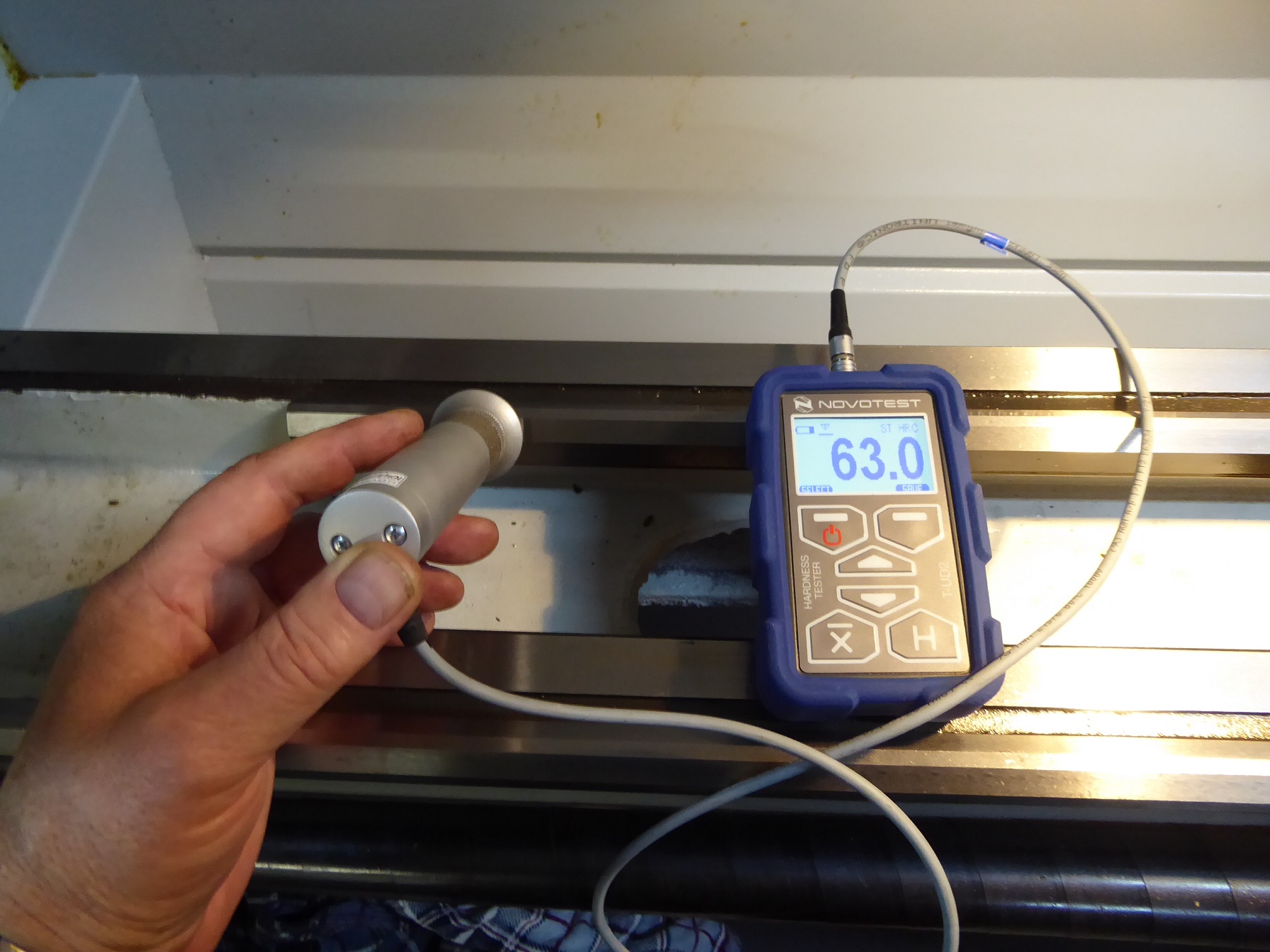
pomiar pryzmy przedniej(płaskiej) konika,
pomiar pryzmy tylnej konika,

")