



Toczenie rowka trójkątnego na czole.


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 17182
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Toczenie rowka trójkątnego na czole.
Ponoć tokarka ma być CNCperitus pisze: To już wiesz jak szlifować nóż, skoro rowek ma mieć kąt rozwarcia 90°
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 8474
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Sposobów jest wiele.wrobello pisze:Właśnie o to mi chodzi, że nóż du** trzeć nie może! I teraz chce znaleźć nóż, który odwzoruje mi ten trójkąt a noże podane przez peritus są według mnie za szerokie żeby zrobić ostry wrąb.
Do wykonania takiego kanałka można przecinak lub wytaczak hakowy zastosować.
.... pozostaje tylko kwestia odpowiedniego naostrzenia i zamocowania.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Gucio85
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 18
- Rejestracja: 11 lip 2012, 12:49
- Lokalizacja: Ciechanów
- Kontakt:
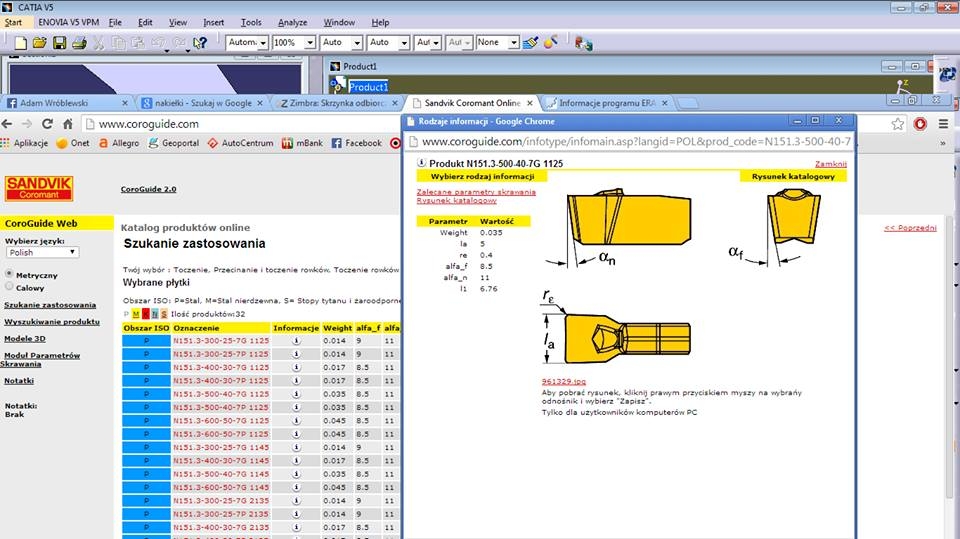
z sandvika, tylko przy dobrym ustawieniu w oprawce, Corocut 1-2 do wybrań czołowych. Odpowiednią średnicę dobrać, szerokość płytki np:4mm, i wjazd 45stopni powinien zrobić taki rowek bez tarcia du**. tylko te ustawienie noża w oprace musi być idealne. Jak płytkami rombowymi to zostanie problem tarcia przy małej średnicy i odpowiedniego programu.
-
malpa500000
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 485
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
omg powiedz temu profesorowi niech sie w lustro popatrzy... nie napisze co zobaczy...
jaka głebokość ma mieć to werzniecie? na jakim fi? ja ostatnio rznołem na 12mm kanałek i przy 7mm zaczeło mi du** trzeć to uszlifowałem nie wieze ze ten kanałemn bedzie głebszy niż 4mm ? niech nie pitoli ze kolizja bo przy płytkiej pow wytoczysz zwykłym nożem. a profesorek pajac niech pozna realia zakładowe bo nie wszedzie beda szli po najporstrzej lini oporu i kupować narzedzie ktore sa cholernie drogie. a jak nie to ostatecznie nóż do rowków czołowych z kątem mniejszym niz kanałem on jest zeszlifowany pod dane fi gdzie ten kanałem bedzie i ci du** nie utrze.
jaka głebokość ma mieć to werzniecie? na jakim fi? ja ostatnio rznołem na 12mm kanałek i przy 7mm zaczeło mi du** trzeć to uszlifowałem nie wieze ze ten kanałemn bedzie głebszy niż 4mm ? niech nie pitoli ze kolizja bo przy płytkiej pow wytoczysz zwykłym nożem. a profesorek pajac niech pozna realia zakładowe bo nie wszedzie beda szli po najporstrzej lini oporu i kupować narzedzie ktore sa cholernie drogie. a jak nie to ostatecznie nóż do rowków czołowych z kątem mniejszym niz kanałem on jest zeszlifowany pod dane fi gdzie ten kanałem bedzie i ci du** nie utrze.
-
Seba-Jongen
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 205
- Rejestracja: 20 sty 2007, 12:32
- Lokalizacja: Poznań
- Kontakt:
tu masz frez- fazownik co to frezuje fazy od fi3,3mm - nikt chyba nie zabroni Tobie toczyć frezem jednoostrzowym?
http://www.jongen.de/Traegerwerkzeuge/E ... 45-82.html
frezuje od tak małych średnic więc d..ą nie przyciera bo wspomniana część płytki jest zeszlifowana w standardzie. Jedyne co musisz zrobić to zeszlifować czoło narzędzia na głębokość na jaką musisz wjechać.
Na tokarce w materiał wjeżdżasz pod kątem 45stopni - i tyle.
PS. co to - to na PP już wyrzucili świętą księgę autorstwa Wołka ???
http://www.jongen.de/Traegerwerkzeuge/E ... 45-82.html
frezuje od tak małych średnic więc d..ą nie przyciera bo wspomniana część płytki jest zeszlifowana w standardzie. Jedyne co musisz zrobić to zeszlifować czoło narzędzia na głębokość na jaką musisz wjechać.
Na tokarce w materiał wjeżdżasz pod kątem 45stopni - i tyle.
PS. co to - to na PP już wyrzucili świętą księgę autorstwa Wołka ???
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 8474
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Znalazłem tańsze rozwiązanie.Seba-Jongen pisze:tu masz frez- fazownik co to frezuje fazy od fi3,3mm - nikt chyba nie zabroni Tobie toczyć frezem jednoostrzowym?
http://www.jongen.de/Traegerwerkzeuge/E ... 45-82.html ...
http://www.otelo.com.pl/pl/produkty/prz ... 9-skg.html
... po odpowiednim naostrzeniu i zamocowaniu w sam raz.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
szuler666
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 311
- Rejestracja: 04 gru 2010, 17:20
- Lokalizacja: szczecin/essen
- Kontakt:
he he zobacz w katalogu Baildonitu płytka SCMT i oprawka SSDCN i po kłopocie http://www.chestermachinetools.com/ssdc ... 5301-p.asp
http://www.turning-tools.com/ssdcn-exte ... ning-tools
http://www.turning-tools.com/ssdcn-exte ... ning-tools
Ostatnio zmieniony 25 sty 2014, 21:41 przez szuler666, łącznie zmieniany 4 razy.
szuler
-
Seba-Jongen
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 205
- Rejestracja: 20 sty 2007, 12:32
- Lokalizacja: Poznań
- Kontakt:
No tak Mariusz. Ale Twoje rozwiązanie niesie za sobą ryzyko że belfer każe koledze napisać/narysować podprojekt narzędzia specjalnego. A o ile rozumiem tego chce uniknąć. To co dla nas jest banalne i do zrobienia na zwykłej ostrzarce na PP urasta do rangi problemu - tam za moich czasów z założenia wszystko było wielkoseryjne.
-
wrobello
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 7
- Posty: 7
- Rejestracja: 25 sty 2014, 01:07
- Lokalizacja: Poznań
Dziękuję za tak liczne odpowiedzi i ogólne zainteresowanie tematem. Po przemyśleniu sprawy zdecydowałem się na narzędzie specjalne (ewentualny rysunek to nie problem). W razie czego mogę też pokazać płytkę, którą udało się znaleźć mojemu koledze i powiedzieć, że wystarczy poszukać odpowiedniej oprawki.
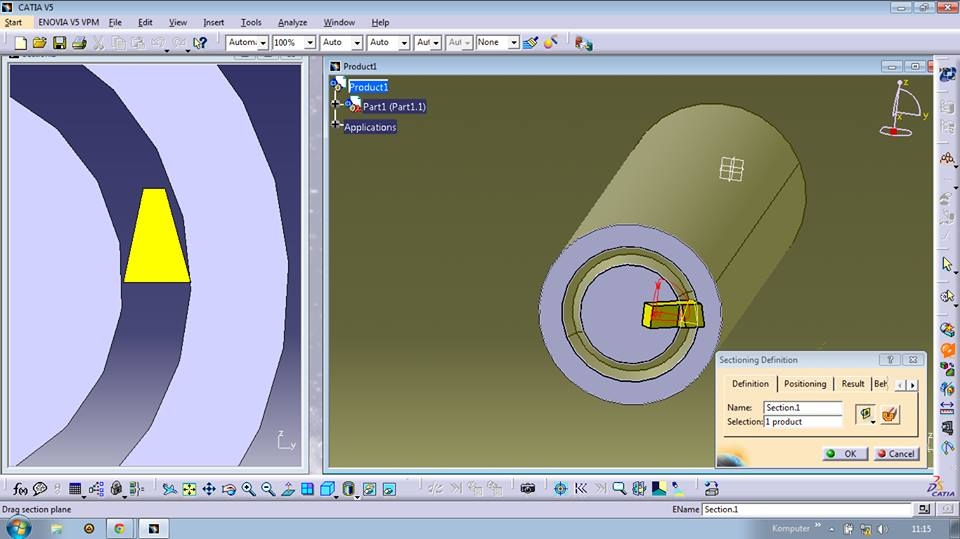
Myślę, że pokazanie takiego czegoś wystarczy.
Myślę, że pokazanie takiego czegoś wystarczy.






