



Sinumeric 840d
-
elipsesmi
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 300
- Rejestracja: 02 lut 2011, 17:53
- Lokalizacja: Katowice
Sinumeric 840d
Proszę o krótki program na sinumeric 840d w którym będzie cykl nawiercania, wiercenia z odwiórowaniem , cykl gwintowania na sztywno, cykl rozwiercania, oraz obróbki otworu po spirali z korekcją np frezem fi 10 otworu fi 20?


-
ar1r
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 26
- Rejestracja: 31 gru 2012, 16:40
- Lokalizacja: okolice Cz-wy
Re: Sinumeric 840d
Do nawiercania jest cykl 81 a do rozwiercania 85 ale nie używam, więc nie chcę wprowadzać w błąd, 82 też da rade. Tak na szybko  :
:
;Nawiercanie
N9600 T="Nawiertak"
N9700 L300
N100 S1000 M3
N200 G54
N7500 G17 G0 X50 Y50
N7600 G0 Z10 M8
N7700 F90
N10300 MCALL CYCLE82(10,0,2,-6,,0)
N8900 MCALL
N100 M9
N100 G0 Z100
;Wiercenie z lamaniem
N10 T="Wiertlo"
N20 L300
N7400 S2150 M3
N7500 G0 X50 Y50
N7600 G0 Z10 M8
N7700 F150
N7800 MCALL CYCLE83(10,0,2,-15,,-5,,,,,0.5,1,3,5,2,,)
N7900 G0 X50 Y50
N8900 MCALL
N9100 M9
N100 G0 Z100
;Cykl obrobki kieszeni D20
N11900 T="Frez_10"
N12000 L300
N100 S3000 M3
N10600 G0 X100 Y120
N10700 G0 Z10 M8
N10800 F220
N10900 POCKET4(10,0,2,-12,10,100,120,0.7,0,0,220,70,0,1001,,,,,)
N640 G0 Z100
N11900 T="Gwintownik"
N12000 L300
N13000 S200 M3 M8
N13100 G0 X50 Y50
N13200 G0 Z10
N13400 MCALL CYCLE84(10,0,2,-10,,0,3,,0.7,,200,200,3,0,,0,,)
N8900 MCALL
N1000 G0 Z100
N34100 M30
;Nawiercanie
N9600 T="Nawiertak"
N9700 L300
N100 S1000 M3
N200 G54
N7500 G17 G0 X50 Y50
N7600 G0 Z10 M8
N7700 F90
N10300 MCALL CYCLE82(10,0,2,-6,,0)
N8900 MCALL
N100 M9
N100 G0 Z100
;Wiercenie z lamaniem
N10 T="Wiertlo"
N20 L300
N7400 S2150 M3
N7500 G0 X50 Y50
N7600 G0 Z10 M8
N7700 F150
N7800 MCALL CYCLE83(10,0,2,-15,,-5,,,,,0.5,1,3,5,2,,)
N7900 G0 X50 Y50
N8900 MCALL
N9100 M9
N100 G0 Z100
;Cykl obrobki kieszeni D20
N11900 T="Frez_10"
N12000 L300
N100 S3000 M3
N10600 G0 X100 Y120
N10700 G0 Z10 M8
N10800 F220
N10900 POCKET4(10,0,2,-12,10,100,120,0.7,0,0,220,70,0,1001,,,,,)
N640 G0 Z100
N11900 T="Gwintownik"
N12000 L300
N13000 S200 M3 M8
N13100 G0 X50 Y50
N13200 G0 Z10
N13400 MCALL CYCLE84(10,0,2,-10,,0,3,,0.7,,200,200,3,0,,0,,)
N8900 MCALL
N1000 G0 Z100
N34100 M30
-
ar1r
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 26
- Rejestracja: 31 gru 2012, 16:40
- Lokalizacja: okolice Cz-wy
Re: Sinumeric 840d
Właśnie zauważyłem błąd a już nie mogę edytować posta:
N10300 MCALL CYCLE82(10,0,2,-6,,0)
;tu powinny znajdować się pozycje do wiercenia jak i w pozostałych przypadkach
N8900 MCALL
N10300 MCALL CYCLE82(10,0,2,-6,,0)
;tu powinny znajdować się pozycje do wiercenia jak i w pozostałych przypadkach
N8900 MCALL
")
-
elipsesmi
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 300
- Rejestracja: 02 lut 2011, 17:53
- Lokalizacja: Katowice
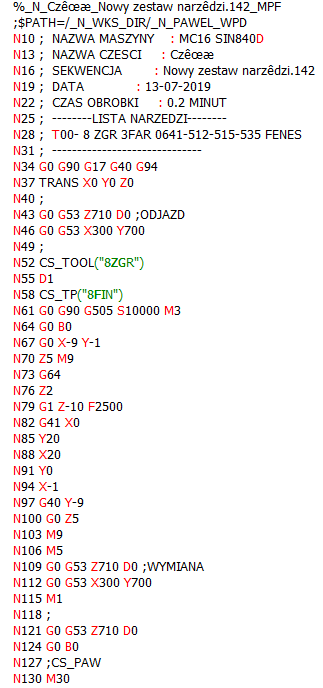
Re: Sinumeric 840d
Najeżdża na pukt x-9 i jak ma na jechać z korekcją na X0. ...to maszyna pokazuje " distans go 9 mm" i przejeżdża 9 mm a powinna 4.9






