Strona w przymusowym i nieplanowanym remoncie. Trzeba poczekać.Nie mogę otworzyć strony pikocnc. Cały czas pyta o login i hasło. Nie widzę możliwości rejestracji
Znaleziono 253 wyniki
Wróć do „PikoCNC Sterownik maszyny CNC via USB”
- 24 sty 2017, 17:53
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
- 21 sty 2017, 22:27
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
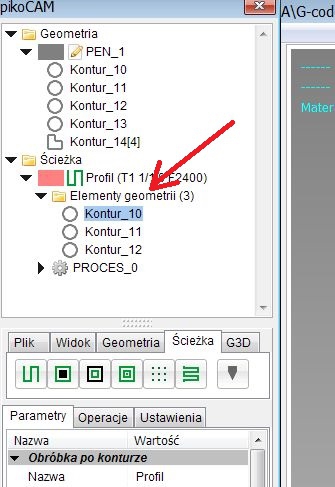
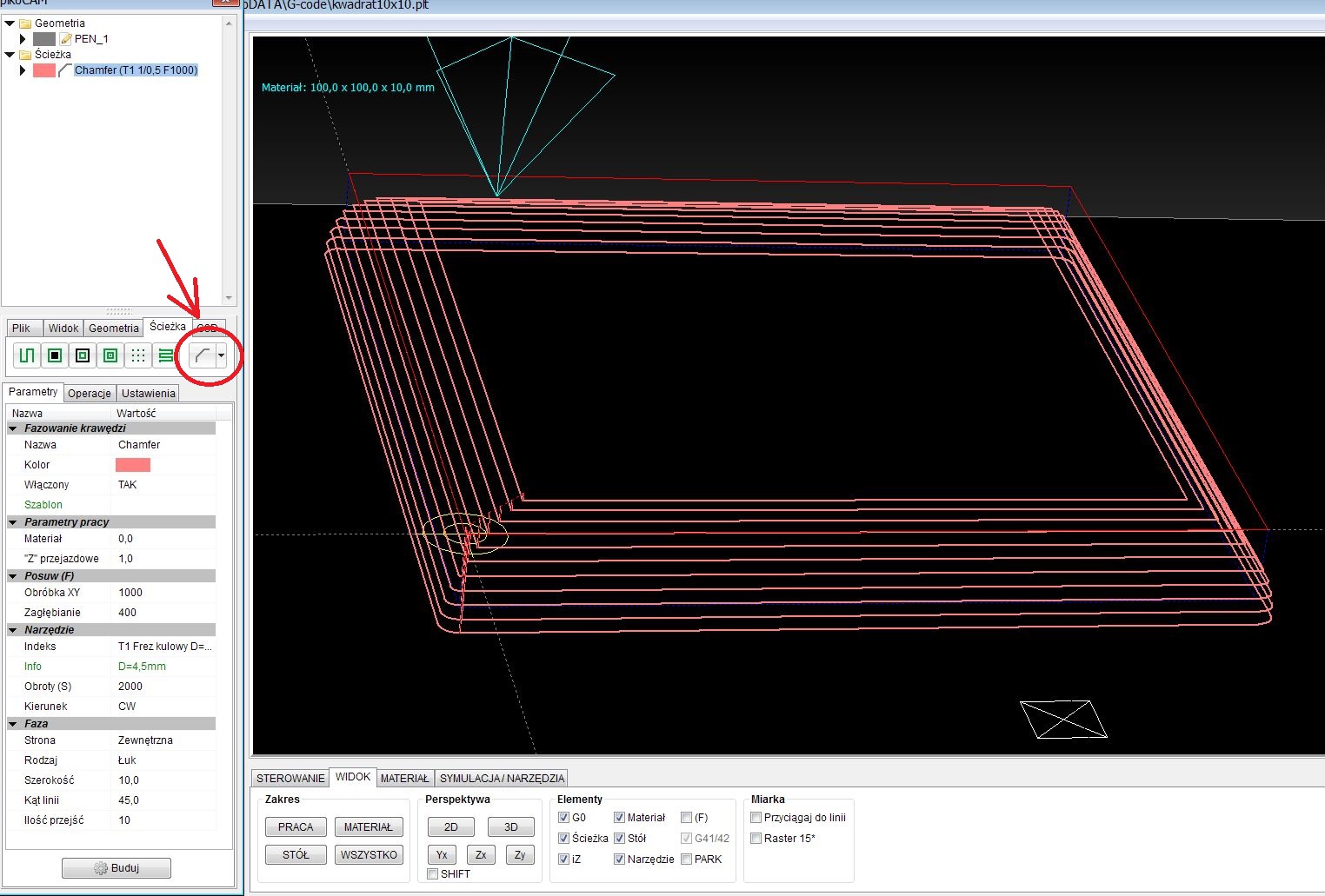
Te rzeczy są już dopisane. Co zaokrągleń „na dnie” zrobiłem, że łuk może być także wklęsły a nie tylko wypukły jak do tej pory – co chyba rozwiązuje tą kwestie. Zrobiłem także, że można fazować frezem V (tylko płaska faza) w wielu lub jednym przejściu.Czy Cosimo może podać jakieś informacje dotyczące moich wcześniejjszych postów...
- 21 sty 2017, 10:57
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
Tak, dochodzą sygnały, że jest coś na rzeczy. Właśnie walczę z tym. Przypomnij się mejla to podeślę wersję testową.Mam problem ze ścieżkami. Wersja pikocnc 4.2.2. Po zmianie np. frezu bądz innych parametrów w ścieżce program się blokuje i wyskakuje komunikat "Invalid pointer operation".
To system 64 bit ?
- 19 sty 2017, 23:15
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
Czyli masz HOME typu NC i czujnik też NC ? W takim razie domyślne rozwiązanie, że probe jest połączone równolegle z homeZ nie wchodzi w grę. Musisz na nie przeznaczyć osobne wejście. Cały program niżej. Wytnij to co jest w oryginalnym pliku (od linii 270) i wklej to. Negacja wejścia jest już na poziomie dyrektywy (#NAME_I_N) nie trzeba (>!). Jak widać probe jest na 8 wejściu tutaj.Krańcówek mam taka, że muszę mieć w PLC ustawione !> Home Z i !> PROBE żeby działały.
Kod: Zaznacz cały
//==============================================================================
// Wejścia HOME
//==============================================================================
#NAME_I_N 11 = HOME_X
#NAME_I_N 10 = HOME_Y
#NAME_I_N 9 = HOME_Z
#NAME_I_N 8 = T_PROBE
<< IN HOME_X
>> HOME_0
<< IN HOME_Y
>> HOME_1
<< IN HOME_Z
>> HOME_2
<< IN T_PROBE
>> PROBE - 11 sty 2017, 12:53
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
Po pierwsze: nie przejeżdżasz krańcówki tzn. jeśli oś wjedzie na krańcówkę HOME to ta krańcówka musi być tak długo zamknięta aż nie zacznie się cykl zjazdu z krańcówek.Widać na filmie. Dojazd do końcówki i powinien być odjazd z drugą stronę a jest w tą samą. W zakładce Maszyna 1 mam zmniejszone i jest droga mniejsza niż pole krańcówek.
Po drugie: nie są pomieszane kierunki osi np. jeśli na liczniku przybiera oś X to na maszynie też oś X przybiera a nie odwrotnie ?
Po trzecie: (tak patrząc na film) maszyna nie jest gotowa i ćwiczysz za pomocą listewek czy innych półśrodków – szkoda czasu – wbrew pozorom trudno cały proces za symulować jeśli środowisko nie jest stabilne.
- 14 sie 2016, 08:04
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
- 12 sie 2016, 14:25
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
- 02 lip 2016, 11:17
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
Wydaje się, że może to być bardzo użyteczna sprawa. Dlatego dorobiłem takie fazowanie w wielu przejazdach. Można fazować na łuk lub prosto pod zadanym kątem. Gdzieś wcześniej kolega pisał o stosowaniu do tego freza płaskiego – jak na mój gust takie coś ma jedynie sens robić frezem kulowym (najlepszy efekt wizualny) i pod taki frez liczona jest ścieżka.Problem nie tkwi w jednorazowym wykonanie tej fazy 2mm. Spotykam się z różnymi fazami i zaokrągleniami i narazie radzę sobie dorabiając różne frezy. Myślę że opcja z oknem w kórym możnaby powiązać oś Z z offset jest najprostrzym i najszybszym rozwiązaniem do wykonania i może mocno poprawić funkcjonalność cam ponieważ można ją zastosować do typów ścieżek które już są. Poczekajmy na odpowiedź od cosimo.
- 19 lut 2016, 12:47
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578
Nic nie jest zaokrąglane - ani skok śruby ani liczba kroków. Ale jak chcesz kompensować to chyba lepiej (wygodniej, naturalniej) skokiem śruby operować.Czy liczba kroków na obrót nie jest gdzieś w algorytmie zaokrąglana do mniejszej liczby cyfr (czy bitów) znaczących niż to widać w parametrach? Jaka jest faktyczna rozdzielczość numeryczna skoku śruby?
- 27 sty 2016, 13:57
- Forum: PikoCNC
- Temat: PikoCNC Sterownik maszyny CNC via USB
- Odpowiedzi: 1908
- Odsłony: 292578