



Witam Was ponownie.
Problem blokady wczytywania rozwiązany.
Serwis przyjechał i wyleczył.
Seryjnie ustawiona blokada w PLC - maszyna była przystosowana seryjnie do pracy z podajnikiem pręta i brakowało potwierdzenia sygnału w PLC.
Tak jak domniemywa kolega Robert_K .
Temat zamknięty.
Znaleziono 6 wyników
Wróć do „Program otwiera uchwyt ale już nie zamyka”
- 17 sie 2025, 09:57
- Forum: Siemens Sinumerik CNC
- Temat: Program otwiera uchwyt ale już nie zamyka
- Odpowiedzi: 9
- Odsłony: 1366
- 16 maja 2025, 07:32
- Forum: Siemens Sinumerik CNC
- Temat: Program otwiera uchwyt ale już nie zamyka
- Odpowiedzi: 9
- Odsłony: 1366
Re: Program otwiera uchwyt ale już nie zamyka
C.D.
Pozamieniałem miejscami wtyczki na elektrozaworach.
Teraz S1 obsługuje M 10 i M11 -a S2 , M20 I 21.
Zrobiłem też tak że , wtyczki od otwarcia i zamknięcia pozamienialem miejscami by zobaczyć czy zamiana sygnału też coś zmieni by program ruszył dalej .
 No niestety nic to nie dało. Program wciąż się zatrzymuje - biegnie dez ruchu- po otwarciu szczek w S1.
No niestety nic to nie dało. Program wciąż się zatrzymuje - biegnie dez ruchu- po otwarciu szczek w S1.
Lipa na całego
Szukam dalej .
Pozamieniałem miejscami wtyczki na elektrozaworach.
Teraz S1 obsługuje M 10 i M11 -a S2 , M20 I 21.
Zrobiłem też tak że , wtyczki od otwarcia i zamknięcia pozamienialem miejscami by zobaczyć czy zamiana sygnału też coś zmieni by program ruszył dalej .
 No niestety nic to nie dało. Program wciąż się zatrzymuje - biegnie dez ruchu- po otwarciu szczek w S1.
No niestety nic to nie dało. Program wciąż się zatrzymuje - biegnie dez ruchu- po otwarciu szczek w S1.Lipa na całego
Szukam dalej .
- 12 maja 2025, 13:23
- Forum: Siemens Sinumerik CNC
- Temat: Program otwiera uchwyt ale już nie zamyka
- Odpowiedzi: 9
- Odsłony: 1366
Re: Program otwiera uchwyt ale już nie zamyka
Ok. Fajnie za odpowiedź.
Dzisiaj rano zkontaktowalem się z Panem Pawłem z serwisu AFM . Na początek poradził bym zamienił elektrozawory na rozdzielaczu hydrauliki. Bo to dziwne że komendy z M20 I M21 sterują głównym uchwytem i na odwrót M10 I M11 uchwytem przechwytujacym . Narazie to muszę ogarnąć
Dzisiaj rano zkontaktowalem się z Panem Pawłem z serwisu AFM . Na początek poradził bym zamienił elektrozawory na rozdzielaczu hydrauliki. Bo to dziwne że komendy z M20 I M21 sterują głównym uchwytem i na odwrót M10 I M11 uchwytem przechwytujacym . Narazie to muszę ogarnąć
- 12 maja 2025, 07:01
- Forum: Siemens Sinumerik CNC
- Temat: Program otwiera uchwyt ale już nie zamyka
- Odpowiedzi: 9
- Odsłony: 1366
Re: Program otwiera uchwyt ale już nie zamyka
Nie nie ma takiego czujonka. Są tylko dwa czujniki indukcyjne z tyłu tuleji na otwarcie i zamknięcie.
- 11 maja 2025, 21:41
- Forum: Siemens Sinumerik CNC
- Temat: Program otwiera uchwyt ale już nie zamyka
- Odpowiedzi: 9
- Odsłony: 1366
Re: Program otwiera uchwyt ale już nie zamyka
Witam.
Dzięki. Przyda się.
Dzięki. Przyda się.
- 11 maja 2025, 18:30
- Forum: Siemens Sinumerik CNC
- Temat: Program otwiera uchwyt ale już nie zamyka
- Odpowiedzi: 9
- Odsłony: 1366
Program otwiera uchwyt ale już nie zamyka
Cześć Panowie.
Codziennie coś nowego .
Jak w temacie.
Napisałem ostatnio temat na poprawę programu z powtórzeniem.
Podpowiedzi pomogły i program się zapętla n razy. Super bomba
Maszyna to tokarka TAE 30p z przciwwrzecionem. Sterowanie SINUMERIK 840D. Rok 2001.
Co jakiś czas coś nowego odkrywam w tym sterowaniu i maszynie.
Teraz do tego programu z pętla dodałem chwytak do pręta aby pracowała w automacie.
I jest następny ból głowy.
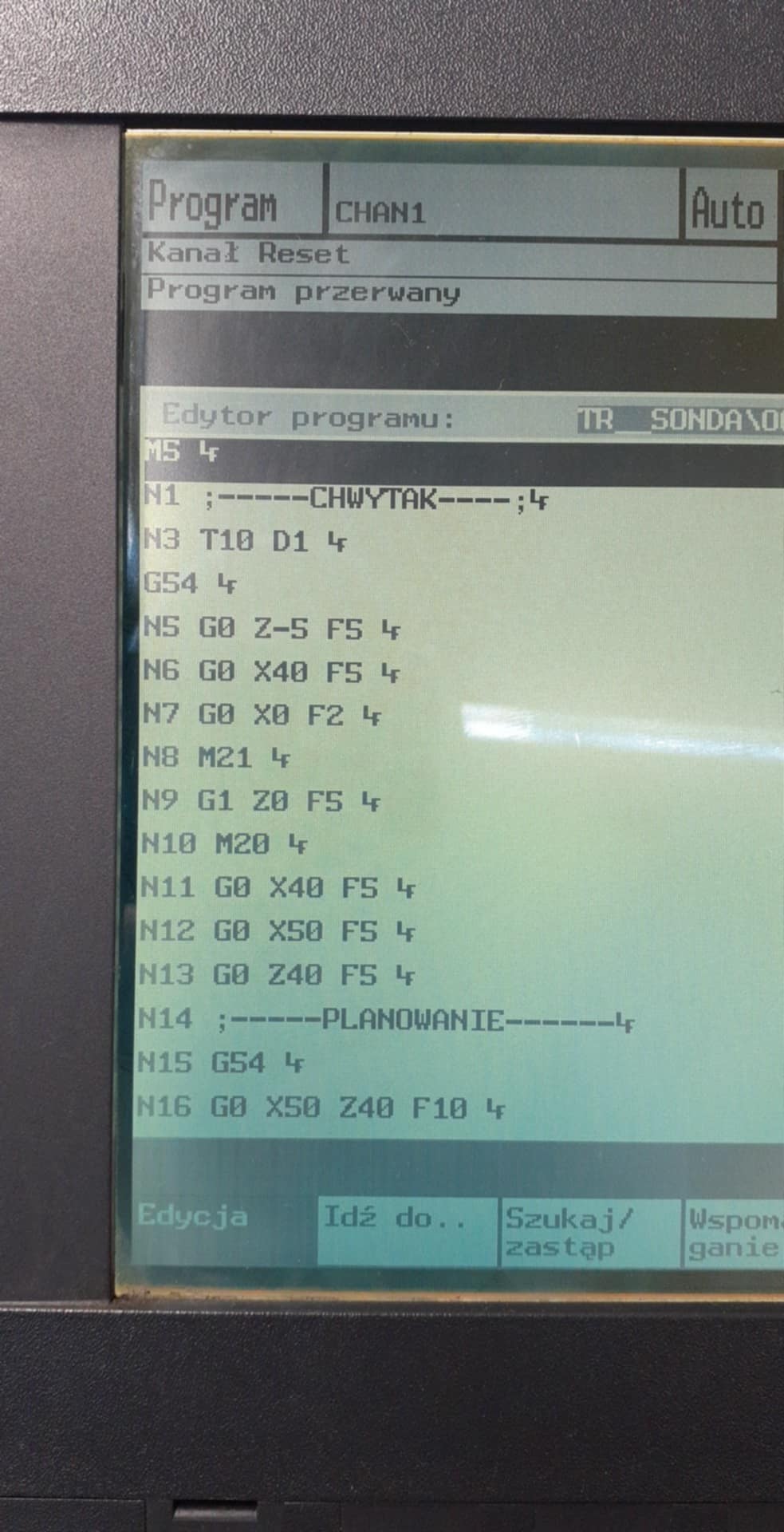
W programie daje M20 I M21 na otwieranie i zamykanie uchwytu . Jednak uchwyt się otwiera programowo a już nie zamyka go
Program niby biegnie bez błędów komunikatów, ale maszyna stoi w miejscu.
Dodam że w MDA funkcje M działają poprawnie .
I nie wiem dlaczego do uchwytu głównego S1 działają komendy M21 i M20. A do S2 przechwyt M10 i M11.
W maszynie są stare programy po poprzedniku ADAMUS- nie wiem kto to . I tam są programy z przechwytem na detal I tam są komendy M10 i M11 do S1 I adekwatnie do S2 M20 I M21.
Nie wiem o co kaman.
Może w programie coś znowu mam złe komendy lub czegoś nie dopisałem.
Proszę Was bardzo o pomoc .
I mam jeszcze jedno pytanie ja to poprawnie zmienić na G1 -posów z G0. Aby maszyna tak szybko nie jeździła z tym.chwytakiem . ?
Przy G1 muszę wpisywać duży posów F 5000 aby jako tako jeździła.
Dodam że posow na pokrętłe mam 20% aby oszczędzać ju trochę leciwa maszynę aby napędy tak na śrubach nie waliły na szybkim posuwie.
Można jakoś ograniczyc posow G0 programowo bądź w maszynie.
Bo żeby przy G1 posow był np. F5 to muszą być włączone M4 bądź M3 .
A tu przy chwytaku pręt nie można włączać obrotow.
Proszę bardzo mocno o poradę.
Codziennie coś nowego .
Jak w temacie.
Napisałem ostatnio temat na poprawę programu z powtórzeniem.
Podpowiedzi pomogły i program się zapętla n razy. Super bomba
Maszyna to tokarka TAE 30p z przciwwrzecionem. Sterowanie SINUMERIK 840D. Rok 2001.
Co jakiś czas coś nowego odkrywam w tym sterowaniu i maszynie.
Teraz do tego programu z pętla dodałem chwytak do pręta aby pracowała w automacie.
I jest następny ból głowy.
W programie daje M20 I M21 na otwieranie i zamykanie uchwytu . Jednak uchwyt się otwiera programowo a już nie zamyka go
Program niby biegnie bez błędów komunikatów, ale maszyna stoi w miejscu.
Dodam że w MDA funkcje M działają poprawnie .
I nie wiem dlaczego do uchwytu głównego S1 działają komendy M21 i M20. A do S2 przechwyt M10 i M11.
W maszynie są stare programy po poprzedniku ADAMUS- nie wiem kto to . I tam są programy z przechwytem na detal I tam są komendy M10 i M11 do S1 I adekwatnie do S2 M20 I M21.
Nie wiem o co kaman.
Może w programie coś znowu mam złe komendy lub czegoś nie dopisałem.
Proszę Was bardzo o pomoc .
I mam jeszcze jedno pytanie ja to poprawnie zmienić na G1 -posów z G0. Aby maszyna tak szybko nie jeździła z tym.chwytakiem . ?
Przy G1 muszę wpisywać duży posów F 5000 aby jako tako jeździła.
Dodam że posow na pokrętłe mam 20% aby oszczędzać ju trochę leciwa maszynę aby napędy tak na śrubach nie waliły na szybkim posuwie.
Można jakoś ograniczyc posow G0 programowo bądź w maszynie.
Bo żeby przy G1 posow był np. F5 to muszą być włączone M4 bądź M3 .
A tu przy chwytaku pręt nie można włączać obrotow.
Proszę bardzo mocno o poradę.






