TOP67 pisze: ↑10 sty 2021, 00:34
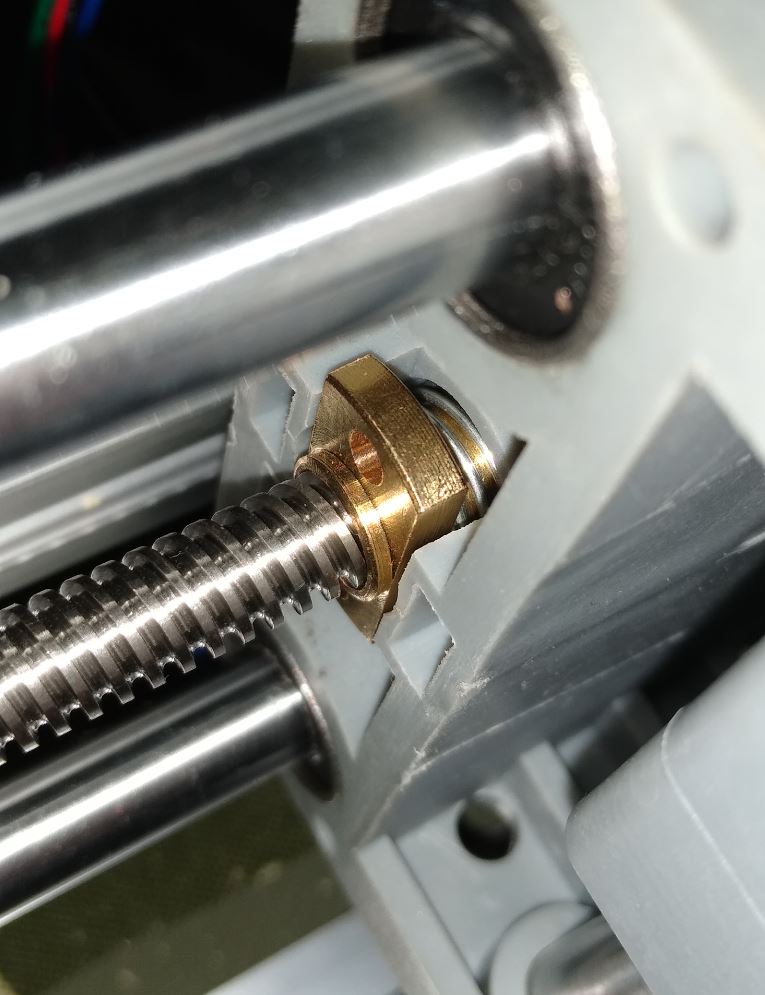
Najwięcej uginają się wałki w osi X i plastikowe mocowanie wrzeciona.
.....
Tutaj jest wstępny projekt (nie rysowałem śrub)
https://a360.co/3oxWvRr
......
W tej frezarce bardzo łatwo zwiększyć zakres osi Y wymieniając raptem dwa profile i wałki.
Te wałki X to podwójna tragedia. Gdyby pracowały w jednym kierunku, to byłoby miodzio. Jednak na wrzecionie powstaje fantastyczna dźwignia, której osią obrotu są łożyska X i śruba. Najlepiej to widać jak naciskamy palcem uchwyt wrzeciona w górę (jak siły wiercenia) - górny wałek ucieka w tył, a dolny do przodu

Jak wygląda wtedy kierunek osi Z - to lepiej dyskretnie to przemilczeć, aby nie było zawału

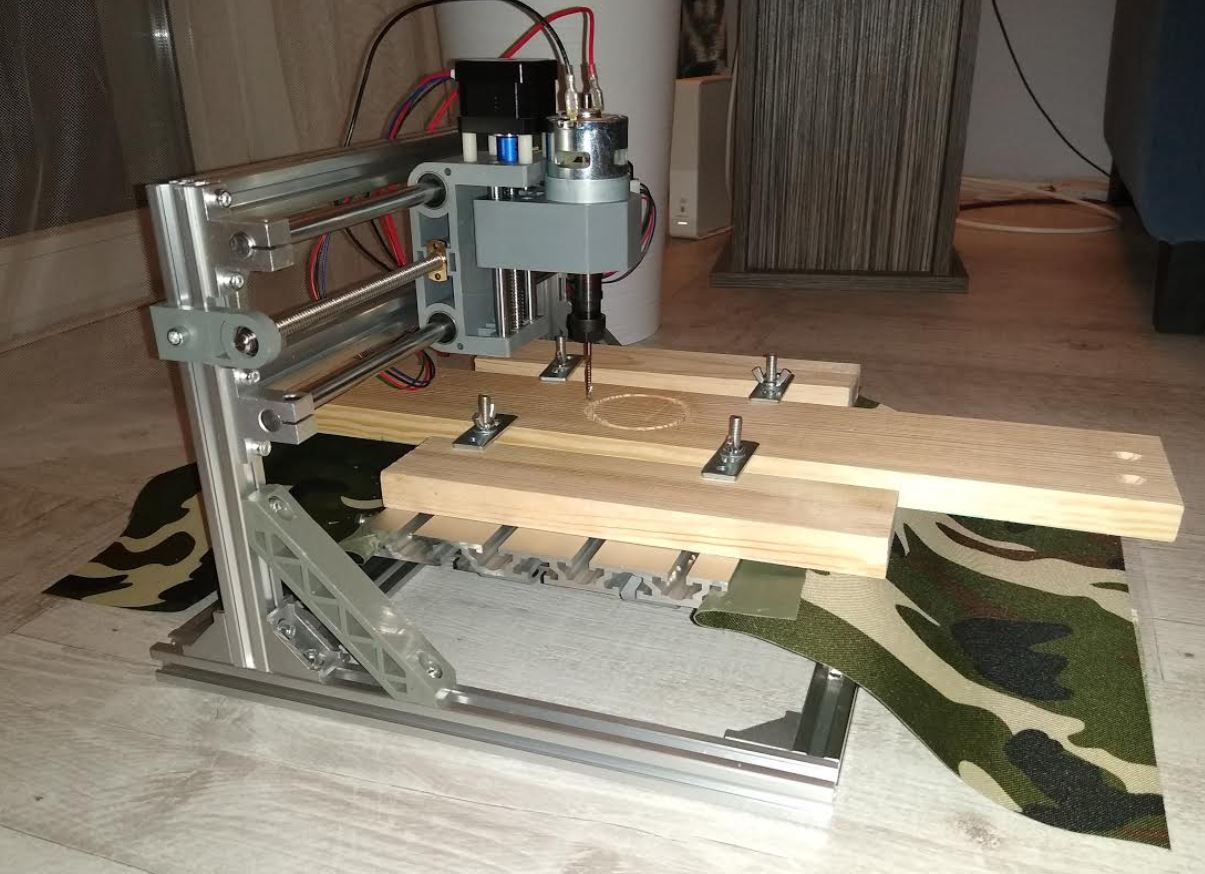
Patrząc na tą konstrukcję, myślałem o czymś podobnym jak zaproponował TOP67.
Można dokupić TYLKO same wózki i drobić płytę X i Z, a na Y jakieś wsporniki.
Patrzyłem teraz na ali i komplet 600mm na Y, 500mm na X i jakieś 200mm na Z jest od 500zł z przesyłką za minimalne MGN12H.
Do tego płytki + wsporniki za 50-200zł - zależy jaki materiał. Może być nawet sklejka.
Śruby, krokowce, i ramę zostawiamy prawie bez zmian.
Zakres X i Z będzie prawie taki sam, ale Y możemy zwiększyć o 80mm na tej samej śrubie.
Na koniec możemy kupić z ali za 370 zł wrzeciono 800 W (chłodzone powietrzem) z zasilaczem i uchwytem 52mm.
Podsumowując za ok 1000 zł możemy mieć szybko (1-2 dni przeróbek) bardzo sztywną hybrydę z 800W wrzecionem.
Precyzja i możliwości na pewno znacznie wzrosną. Wtedy mamy czas na myślenie nad kolejną maszyną i śpimy spokojnie, bez koszmarów z wyginającą się osią X i strachem "co mi dzisiaj wyjdzie..."
Gdyby coś nam się odwidziało, albo znudzilibyśmy się CNC, to odsprzedajemy oryginalną 3018 i te wózki z wrzecionem.
Nabywcy na pewno się szybko znajdą. Stracimy tylko ok 100 zł na te płytki i wsporniki, ale to już małe piwko. Cena przygody;)
To jest scenariusz nr 1, który na poważnie dzisiaj rozważam.
Drugi, to dokupienie szybszego wrzeciona 775 20k i zasilacza 24V 15A, ale byłaby to ślepa uliczka do dalszych zmian.
Dlaczego w ogóle takie dziwne pomysły rozważam? Chodzi tylko o czas.
Mam małe dzieci i bardzo trudno mi znaleźć wolną chwilę na dłubanie.
Frezarka 3018 - 6h montażu i gotowa.
Hybryda, to 1000zł i 2 dni dłubania i gotowa. Wzrost precyzji i mocy ogromny.
Potem można myśleć spokojnie co dalej.