



Oto kilka szczegolow na temat przekladni harmonicznych (albo falowych, jak wspomnial Kowal). Sama przekladnia sklada sie z 3 elementow: generatora fali, wienca podatnego i sztywnego kola z uzebieniem wewnetrznym.Mex pisze:Wallter pomysł jest intrygujący zamierzam go zgłębić jakbyś jeszcze znalazł jakieś materiały będę wdzięczny.
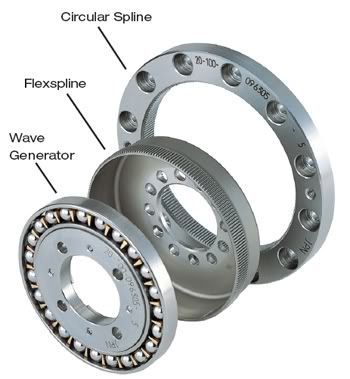
Generator fali ma ksztalt elipsy i jest zakladany na os motoru. Zmienia on ksztalt wienca w owalny i odksztalcenie to przemieszcza sie sie wraz z obrotem generatora, powodujac zmiane miejsc zazebienia koła sztywnego z wiencem. Jeden obrot generatora wymusza zmiane pozycji wienca wzgledem kola o 2 zeby (wieniec podatny ma 2 zeby mniej niz sztywne kolo z uzebieniem wewnetrznym). Stad np przy 200 zebach wienca mamy przelozenie 100:1. Przelozenia moga siegac nawet 300:1.
W USA praktycznie wszystkie spotykane przekladnie sa produkowane przez japonska firme Harmonic Drive i z tego co widze to sa one dwufalowe. Wygladaloby wiec ze ze robi to tylko jedna firma i maja na to patent. Artykul z Politechniki Slaskiej podaje z kolei ze "Istnieje wiele firm wytwarzających reduktory tego typu", wiec trudno powiedziec jak to w koncu jest. Chyba ze mowia oni o innych przekladniach, np trojfalowych.
W kazdym razie sa szczegoly uzebienia: W uzębieniach stosuje się zarys zębów trójkątny (o kącie wierzchołkowym zęba 60º i wysokości zęba równej różnicy średnic podziałowych uzębień) oraz ewolwentowy o kącie zarysu alfa=20º (dla modułu m<=0.4 mm) i alfa=30º(dla modułów większych). http://e-zipk.ia.polsl.pl/falowe/zebate.htm
* * *
Najczesciej spotykana wersja przekladni dwufalowej firmy HD:

Powyzszy model jest juz troche przestarzaly, dzisiejsze przekladnie sa krotsze, sztywniejsze i przenosza wieksze obciazenia.
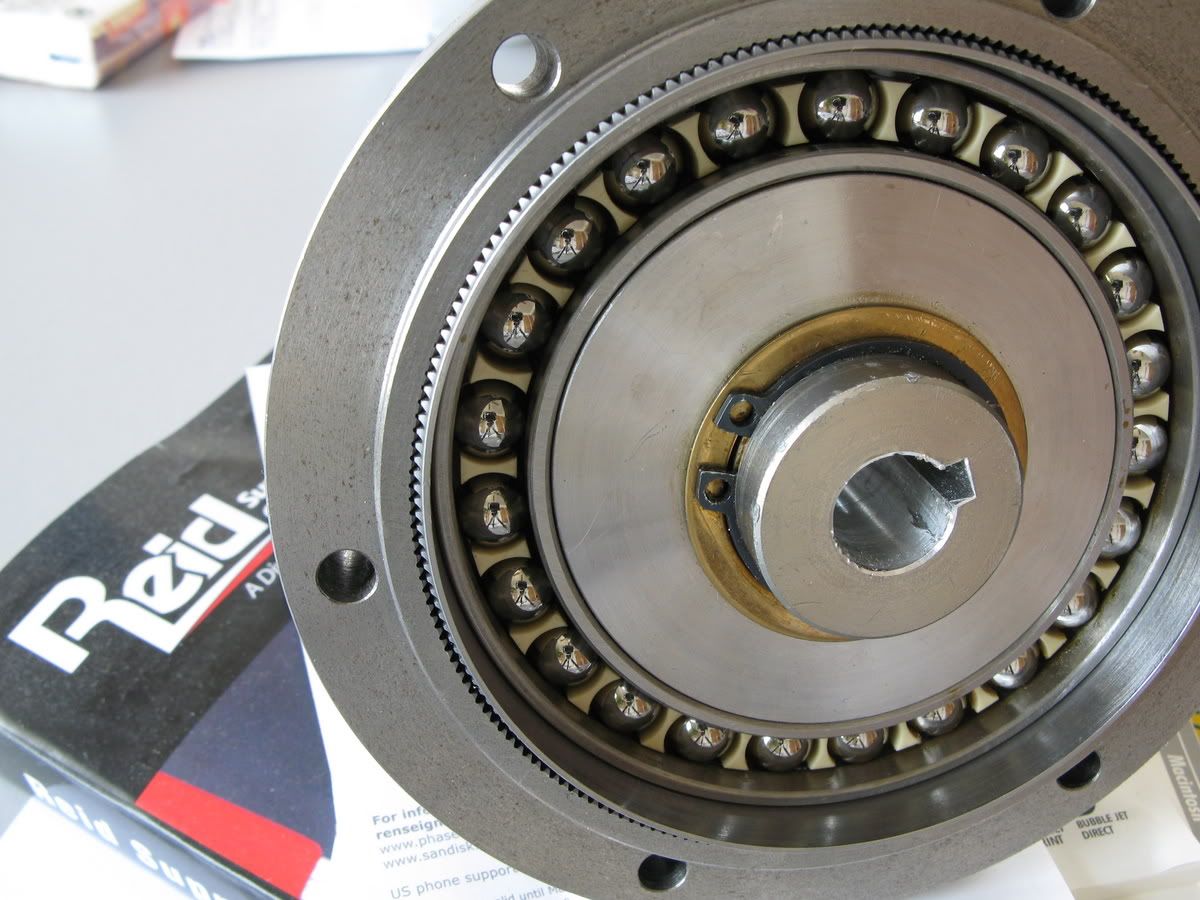
Ja mam wlasnie jedna z tych starszych przekladni:

Srednica 135mm, maksymalne obroty na wejsciu 3000, nominalny moment przy 2000obr 265Nm, moment szczytowy 647Nm.
* * *
Z Internetu: Typowa przekladnia do duzych obciazen ma srednice 280mm, dlugosc 150mm, moment ciagly 2270Nm, 20obr/min na wyjsciu (4.7kW), moment szczytowy 9000Nm, wydajnosc ok 70% i wage 42kg.
Porownywalna przekladnia slimakowa wazylaby 327kg i miala rozmiar 750mm x 360mm x 500mm, wydajnosc 77% (zakladajac 1800obr na wejsciu, przelozenie 70:1 oraz podobny moment na wyjsciu).
Powyzsze dane spisane z brytyjskiej stony http://www.roymech.co.uk/Useful_Tables/ ... Gears.html
* * *
Powrot do mojej przekladni. Wszystkie 3 elementy jak widac sa ze stali:

Wieniec zupelnie nie wyglada na elastyczny, w sumie to powiedzialbym nawet ze jest dosyc sztywny. Grubosc wienca na uzebieniu 2mm, dalej ok 1mm:

Krzywka z lozyskiem ma ksztalt lekkiej elipsy. Do wienca wchodzi bardzo ciasno:

Wieniec zmienia ksztalt na owalny i po wsunieciu calosci w sztywne kolo widac zazebienie:
* * *
W standardowych przekladniach jest podobno ok 15% zazebienia. Firma HD reklamuje sie ze ma swoj specjalny ksztalt zebow (S-curve) ktory pozwala na zazebienie 30% zebow. Na zdjeciu widac ze na dole i na gorze elipsy ok 20 zebow jest w pelnym kontakcie- w sumie min 40 zebow wiec nie ma mowy o zadnym luzie.
Video pokazuje jak to dziala:
Jeden obrot motoru przesuwa wieniec o 2 zeby. Na 100:1 musi byc 200 zebow na wiencu i 202 na sztywnym kole.
* * *
Problem polega na tym ze bez lozyska na wyjsciu te 3 elementy nie sa wiele warte. Przed uzyciem trzeba jeszcze zbudowac dla nich korpus (na Ebay te 3 elementy mozna spotkac po 75USD). Najdrozsze sa przekladnie ktore maja gotowy korpus, albo sztywne kolo z uzebieniem wewnetrznym stanowi korpus i ma wbudowane lozysko na wyjsciu:

Uzywa sie je bezposrednio na serwomotorze, a na wyjsciu nie potrzeba dodatkowego lozyskowania:

Mam taka przekladnie i pokaze ja za moment.
* * *
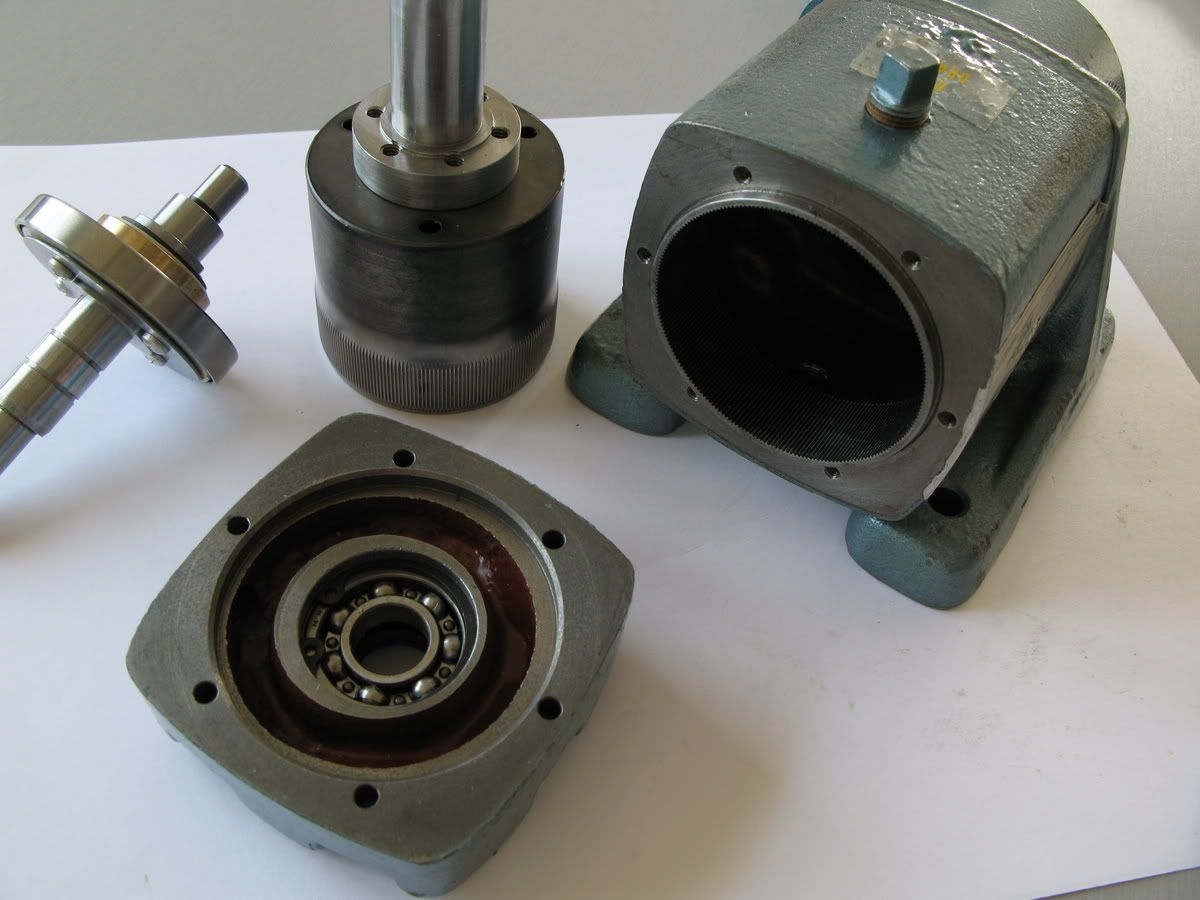
Najpierw miniaturowa 50mm wersja tej starodawnej przekladni oraz badziewny korpus ktory wypelnia sie olejem. Przy uzyciu oleju wzrasta predkosc wejsciowa jaka te przekladnie wytrzymuja.

Konstrukcja i przelozenie to samo co w mojej duzej przekladni:

Reszta czesci:

Sam korpus jest uzebiony, nie ma tu kola sztywnego
Zasada dzialania ta sama.

Choc cala konstrukcja jest miniaturowa to w zupelnosci wystarczylaby do amatorskiej maszynki CNC. Na Ebay czasami mozna te stare konstrukcje spotkac w cenie ok 100USD. Wystarczy dolozyc maly silnik krokowy i 4-ta os gotowa.
* * *
Tutaj nowsza konstrukcja o ktorej wspominalem poprzednio, Srednica 190mm

z poteznym lozyskiem krzyzowym na wyjsciu:

Zasada dzialania oczywiscie ta sama. Roznica polega na zabudowaniu lozyska krzyzowego w sztywnym kole dzieki czemu nie potrzeba dodatkowego lozyskowania (np uzycie w ramieniu robota CNC).
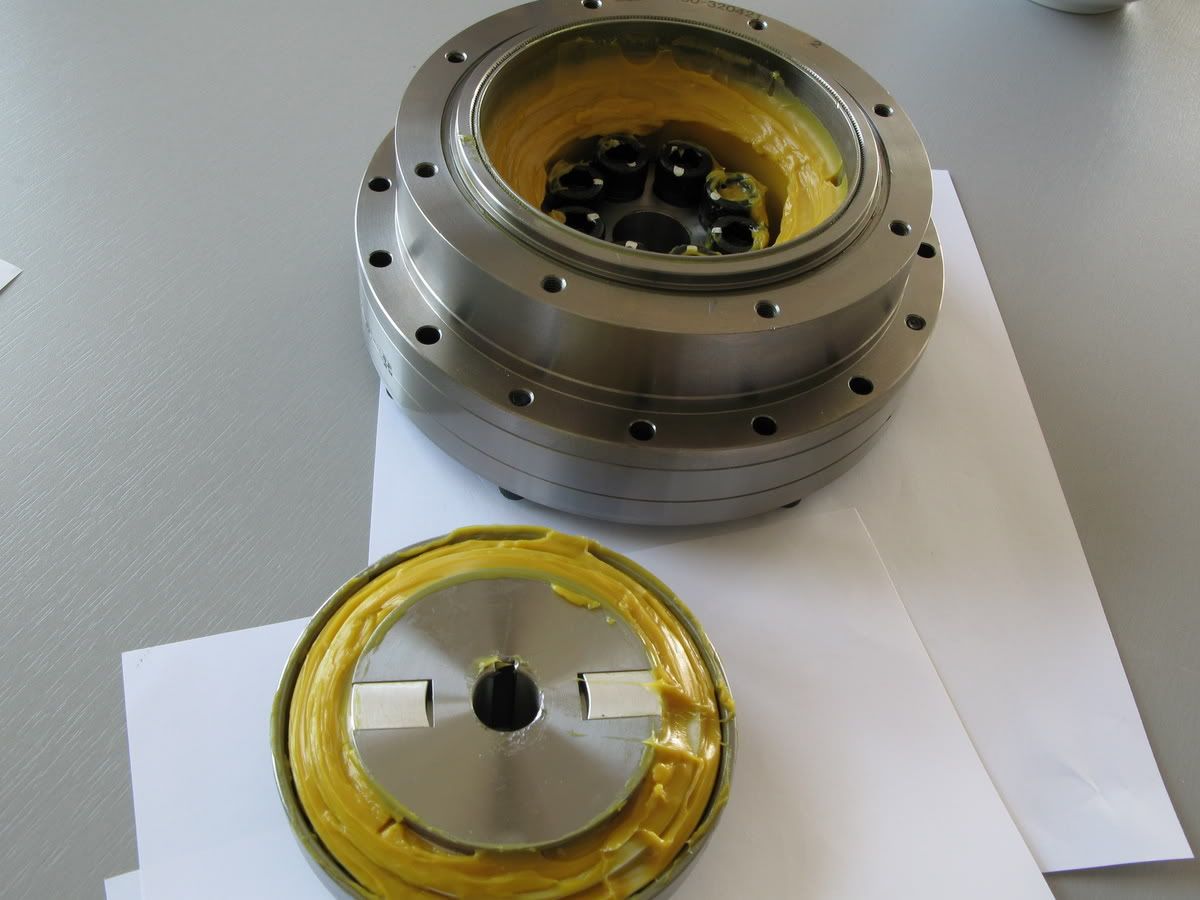
Zblizenie zebow (przelozenie 160:1 czyli 320 zebow na wiencu):

Dwie nowe takie przekladnie upolowalem na Ebay po 220 USD sztuka (jak na ironie maja wejscie 16mm z klinem i bez przerobek wchodza na moje 1kW AC serwa). Koszt w sklepie to ponad 10 razy tyle. Nie orientuje sie ile jest ona w stanie udzwignac. Podobna przekladnia podrzuca tutaj 360kg:
* * *
Dla ciekawostki pokaze jeszcze jeden egzemplarz, wazacy ponad 20kg:

Jeden z magazynow wyprzedajacych roznego rodzaju zlom z odrzutu mial w katalogu calosc razem z 99VDC motorem. Nie bylo podane jaki rodzaj przekladni; a cena ok 120USD. Po rozebraniu okazalo sie ze jest tam wlasnie przekladnia falowa, identyczna jak ta na poczatku posta. Nie ma niestety lozyska na wyjsciu. Jest natomiast hermetycznie szczelna i wypelniona czerwonym olejem. Mysle ze po niewielkiej przerobce bedzie z niej niezla 4-ta os. (Wejscie rowniez 16mm z klinem)
* * *
Zywotnosc wiekszosci z tych przekladni to ok 3000 godzin. Te do duzych obciazen wytrzymuja nawet do 10000 godzin, w zaleznosci od konstrukcji. Warto miec na uwadze ze najczeciej rozlatuja sie te krzywki z lozyskiem na wejsciu- a nie wieniec podatny, jakby sie moglo wydawac. Widzialem tez ze niektore konstukcje maja podwojna krzywke- jedna oska i na niej dwa niezalezne lozyska. Stad pewnie wieksza trwalosc.
O tym ze puszczaja tylko lozyska dowiedzialem sie od firmy HD. Dzwonilem pytajac o czesci zamienne i sekretarka wygadala sie ze juz nie sprzedaja lozysk bo klienci przestali kupowac przekladnie, a tylko wymieniali same lozyska. Teraz jak sie rozleci lozysko trzeba kupic cala przekladnie za 1000USD.
* * *
Zdaje sobie sprawe ze robienie pojednynczej przekladni moze nie byc oplacalne. Z drugiej strony Mex pokazal ze nie boi sie wyzwan wiec kto wie, moze i podejmie sie zrobienia amatorskiej przekladni falowej. Bylby to hit na rynku hobby i przyznam ze mialby niezle wziecie np. na Allegro. Generalnie jesli chodzi o 4 os to hobbysci nie maja zbyt wielkiego wyboru, a tego typu przekladnia to proste i skuteczne rozwiazanie.
Ta maszyna ma os obrotowa na przekladni falowej:


* * *
Z materialow firmy HD wynika ze miedzy zebami przekladni falowej nie ma w ogole luzu (ze wzgledu na napiecie oraz poprzeczny ruch zebow). Jedyny luz jaki moze wystapic to luz na wejsciu czyli polaczenie osi motoru z krzywka (mierzony pomiedzy osia wejsciowa a wyjsciowa wynosi 0.00056- 0.01000 stopni) i przy odrobinie wysilku moze byc rowniez wyeliminowany. Stad nazwa przekladnia bezluzowa.
_






