



Znaleziono 4 wyniki
Wróć do „PRASA MIMOŚRODOWA 160 T -KUCIE”
- 20 lis 2020, 16:03
- Forum: Obróbka plastyczna
- Temat: PRASA MIMOŚRODOWA 160 T -KUCIE
- Odpowiedzi: 14
- Odsłony: 3201
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
Proces kucia ktory projektuje jest procesem kucia dokladnego, Przedkuwka jest z preta ciagnionego tolerancja h9, poza tym bedzie delikatnie toczona by nie miala ostrych krawedzi, dokladnoscia wsadu nie ma co sie przejmowac. Wyplywka bedzie miec objetosc 900 mm^3 a rowek jest w stanie pomiescic 1300 mm^3
- 19 lis 2020, 12:12
- Forum: Obróbka plastyczna
- Temat: PRASA MIMOŚRODOWA 160 T -KUCIE
- Odpowiedzi: 14
- Odsłony: 3201
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
"To weź młotek kawałek kowadła , albo nawet całe i wykuj." - nie wiem jak to skomentować ,
Jestem odpowiedzialny za zaprojektowanie procesu kucia matrycowego pewnego elementu. I muszę mieć gdzie przeprowadzić eksperyment. Posiadam dostęp do dwóch pras (na cele eksperymentalnie a nie kucie przemysłowe) prasa hydrauliczna 800 t oraz mimośrodowa 160 T, zakładam że przeprowadziłbym kilka eksperymentów (a może skończyło by się na 1-2 eksperymentach). Problem polega na tym że prasa hydrauliczna jest zbyt wolna, i element dłużej styka się z narzędziem tym samy tracąc dużo ciepla, temp spada do 500 stopni (wykonałem symulacje) co źle wpływa na proces, mi zależy by temp na końcu procesu kucia wynosiła minimum 600 stopni a najlepiej trochę więcej , przy kucie w podwyższonych temp narzędzia się podgrzewa, ale max 300 stopni, od razu piszę że temp początkowa materiału wsadowego to max 750 stopni (nie występuje zgorzelina) a temp minimalna odkuwki 600 stopni , temp odkuwki między początkiem a końcem procesu musi wynosić 750-600. W tych temperaturach dokładność jest przyzwoita a jednocześnie naprężenia tarcia i nacisku nie są duże w wyniku czego zużycie matryc jest niewielkie.
Nie uważasz że to przerost formy nad treścią? - nie jest , ponieważ aktualnie wykonujemy element w 6 operacjach a dzięki kuciu można by go zrobić w trzech.
Kucie polega na uderzeniach a prasa raczej naciska więc to będzie raczej ugniatanie a nie kucie - bzdura, gdyby przyjąć że masz racje kuźnia Gorlice która posiada między innymi prasy hydrauliczne nie kuje tylko ugniata )). Ruch prasy nie jest definicja kucia, i pisze to jako metalurg.
Natomiast na maszynach nie znam się prawie wcale.
Atlc
Rozwiązaniem jest sprawienie by prasa mimośrodowa nie osiągnęła końcowego położenia ? Jeśli skok suwaka wynosi np. 150 mm , to jeśli zrobić tak by przy ustawieniu skoku 150 mm, prasa osiągnęła max 130 mm to wtedy to rozwiąże problem ? Bo można ustawić skok na 150 mm a narzędzia dać trochę wyżej. tak by prasa nie osiągnęła
Jestem odpowiedzialny za zaprojektowanie procesu kucia matrycowego pewnego elementu. I muszę mieć gdzie przeprowadzić eksperyment. Posiadam dostęp do dwóch pras (na cele eksperymentalnie a nie kucie przemysłowe) prasa hydrauliczna 800 t oraz mimośrodowa 160 T, zakładam że przeprowadziłbym kilka eksperymentów (a może skończyło by się na 1-2 eksperymentach). Problem polega na tym że prasa hydrauliczna jest zbyt wolna, i element dłużej styka się z narzędziem tym samy tracąc dużo ciepla, temp spada do 500 stopni (wykonałem symulacje) co źle wpływa na proces, mi zależy by temp na końcu procesu kucia wynosiła minimum 600 stopni a najlepiej trochę więcej , przy kucie w podwyższonych temp narzędzia się podgrzewa, ale max 300 stopni, od razu piszę że temp początkowa materiału wsadowego to max 750 stopni (nie występuje zgorzelina) a temp minimalna odkuwki 600 stopni , temp odkuwki między początkiem a końcem procesu musi wynosić 750-600. W tych temperaturach dokładność jest przyzwoita a jednocześnie naprężenia tarcia i nacisku nie są duże w wyniku czego zużycie matryc jest niewielkie.
Nie uważasz że to przerost formy nad treścią? - nie jest , ponieważ aktualnie wykonujemy element w 6 operacjach a dzięki kuciu można by go zrobić w trzech.
Kucie polega na uderzeniach a prasa raczej naciska więc to będzie raczej ugniatanie a nie kucie - bzdura, gdyby przyjąć że masz racje kuźnia Gorlice która posiada między innymi prasy hydrauliczne nie kuje tylko ugniata )). Ruch prasy nie jest definicja kucia, i pisze to jako metalurg.
Natomiast na maszynach nie znam się prawie wcale.
Atlc
Rozwiązaniem jest sprawienie by prasa mimośrodowa nie osiągnęła końcowego położenia ? Jeśli skok suwaka wynosi np. 150 mm , to jeśli zrobić tak by przy ustawieniu skoku 150 mm, prasa osiągnęła max 130 mm to wtedy to rozwiąże problem ? Bo można ustawić skok na 150 mm a narzędzia dać trochę wyżej. tak by prasa nie osiągnęła
- 18 lis 2020, 20:20
- Forum: Obróbka plastyczna
- Temat: PRASA MIMOŚRODOWA 160 T -KUCIE
- Odpowiedzi: 14
- Odsłony: 3201
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
Czy sprezyna zabezpieczy w 100% prase przed uszkodzeniem ? Dodatkowa sprezyna obnkzy sile skupiona na kutym elemencie ? (max granica plastycznosci wyniesie 350 MPa (przeprowadzilem symulacje).
- 18 lis 2020, 12:16
- Forum: Obróbka plastyczna
- Temat: PRASA MIMOŚRODOWA 160 T -KUCIE
- Odpowiedzi: 14
- Odsłony: 3201
PRASA MIMOŚRODOWA 160 T -KUCIE
Witam. Posiadam dostęp do prasy mimośrodowej o nacisku 160t i parametrach opisanych na zdjęciu 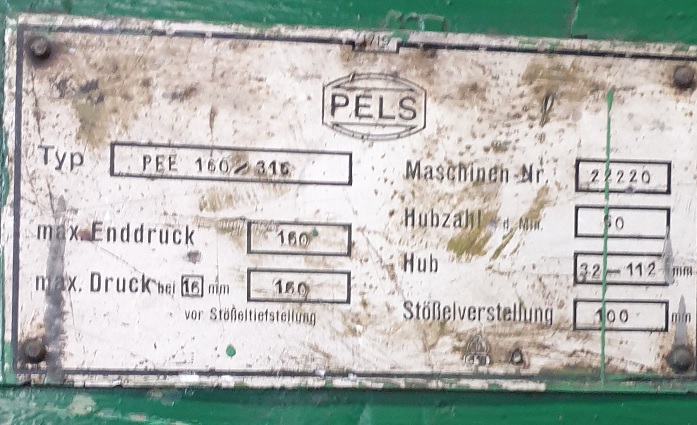
Ani w książkach ani nigdzie nie zauważyłem by taką prasę ktoś wykorzystywał do kucia. Mam do wykucia jeden mały element który zmieściłby się w pudełku po zapałkach, w dodatku chciałbym go kuć na ciepło/półgorąco, w związku z tym mam pytanie czy nie będzie problemu od strony technicznej maszyny (nie warunków procesu typu temp, prędkość odkształcenia) z kuciem tak małego elementu ? Np czy matryce się nie zakleszczą ? (zresztą jak one miałyby się zakleszczyć ? ) Stal 34CrNiMo6
Ani w książkach ani nigdzie nie zauważyłem by taką prasę ktoś wykorzystywał do kucia. Mam do wykucia jeden mały element który zmieściłby się w pudełku po zapałkach, w dodatku chciałbym go kuć na ciepło/półgorąco, w związku z tym mam pytanie czy nie będzie problemu od strony technicznej maszyny (nie warunków procesu typu temp, prędkość odkształcenia) z kuciem tak małego elementu ? Np czy matryce się nie zakleszczą ? (zresztą jak one miałyby się zakleszczyć ? ) Stal 34CrNiMo6






