Ostatnio zainteresowałem się skrobaniem hartowanej stali. Znalazłem kilka wzmianek o używaniu dremela do "skrobania" hartowanych prowadnic i postanowiłem sprawdzić jak to wygląda w praktyce.
Krok pierwszy wybór gotowego kawałka, możliwe najtwardszej dostępnej w handlu stali. Po zapoznaniu się z dostępnymi możliwościami dokonałem zakupu. Wybór padł na "stalkę" hss o wymiarach 50x12x200mm. Produkcja podobno pafana, koszt około 100zł. Powierzchnia po osełkowaniu pokazała dość znaczne nierówności.

Szlifowany kawałek, dość drogiej stali, powinien być w miarę prosty. Wstępne pomiary pokazały jednak około 3.5 setki wygięcia.
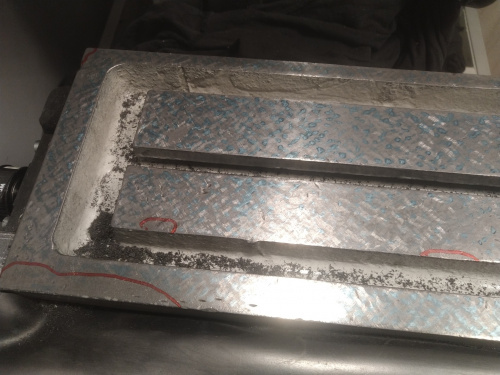
Skrobanie za pomocą dremela jest dość szybkie, o wiele szybsze niż ręczne(np. żeliwa) jednak wciąż wolniejsze niż skrobakiem elektrycznym. Jedyne ściernice jakie się do tego nadają, to są tarcze używane do przecinania. Grubsze zostawiają głębokie ślady i bardzo łatwo wpadają w wibracje. Głębokość śladu to około 5 do 10 mikronów.
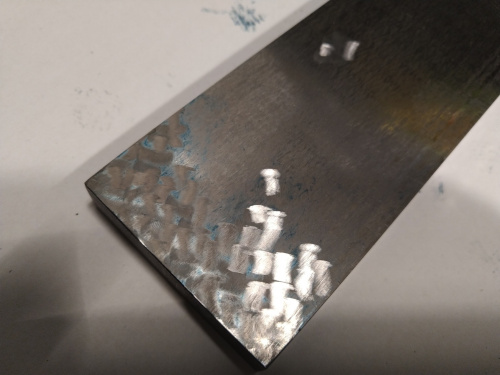
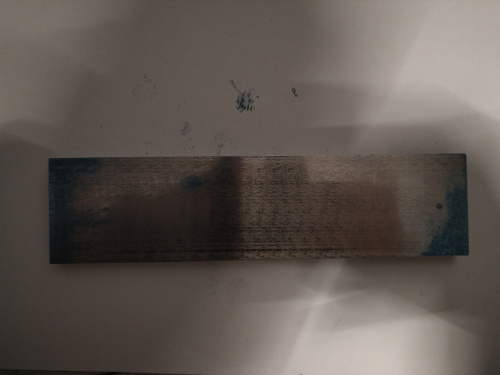
Tak wygląda wstępnie obrobiony produkt. Ciąg dalszy zwiększenie ilości punktów styku oraz wyprowadzenie pozostałych 2 płaszczyzn

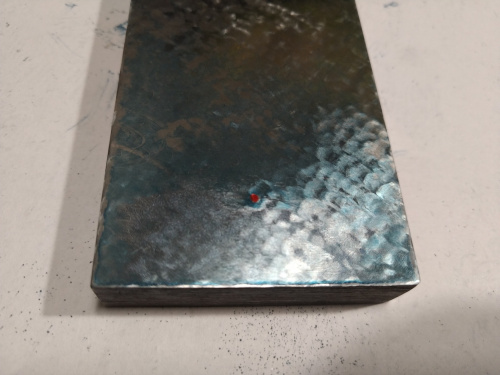
Ciekawostka: przy tak małej głębokości "skrobania" przy odklejaniu detalu od płyty traserskiej często zrywa cześć tuszu fałszując wynik. Widoczne na zdjęciu poniżej czerwonej kropki. Efekt udało się niemalże całkowicie ograniczyć tworząc "szachownicę" z głębszych śladów umieszczonych co około 5mm