



Z tego co zrozumiałem, to chcesz frezować raz współbieżne, a raz przeciwbieżnie... w takim wypadku:
R31=R21+R24
ponadto zmieniłbym, lub dopisał warunek:
IF R31 <= R28 GOTOB LBL1
gdyż to R31 pierwsze spełni założenia pętli.
W obecnej sytuacji wraca Ci po poprzednim torze... przynajmniej tak wywnioskowałem na podstawie mojej zardzewiałej wiedzy o Sinumeriku.
Znaleziono 8 wyników
Wróć do „Wierszowanie promienia w otworze”
- 10 gru 2018, 13:14
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
- 06 gru 2018, 18:30
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
Re: Wierszowanie promienia w otworze
CAMy wcale nie są takie wspaniałe. Sam stosuję, ale tylko przy skomplikowanych kształtach. Może w produkcji seryjnej ma to sens, ale gdy jest to produkcja jednostkowa i prototypowa, to niekoniecznie. CAM generuje ogromną ilość linii i ciężko się pokasować co jest co. Pisząc z ręki po pierwsze kod jest dużo czytelniejszy, a po drugie mam kontrolę nad tym co się dzieje (CAM potrafi nieprzyjemnie zaskoczyć). Są jeszcze dwa plusy pisania z ręki... czas (równy lub krótszy niż z CAMa) i łatwość modyfikowania (szczególnie istotne przy prototypach).Butler pisze: ↑06 gru 2018, 09:07Po co Ci te kombinacje jak masz Mastercama? wierszowanie-fazy-jaki-cykl-t96739.html
- 05 gru 2018, 23:03
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
Re: Wierszowanie promienia w otworze
Powinno być:
UNTIL R21 < 90
Poza tym używasz korekcji G40, a więc do środka freza (lub brak korekcji)... można tak też zrobić, ale "promień wodzący" trzeba skorygować (na minus) o promień narzędzia.
Fakt, że promień wyszedł wklęsły, a nie wypukły wynika ze źle zdefiniowanej pętli, ponieważ nie wychodzisz z niej po 90 stopniach, przechodzisz do następnych ćwiartek układy współrzędnych, a tam funkcje sin i cos, nie dość że przyjmują ujemne wartości, to jeszcze zmienia się kierunek funkcji... generalnie w III ćwiartce wierszujesz wklęsły promień.
W sumie nie jest tak źle
UNTIL R21 < 90
Poza tym używasz korekcji G40, a więc do środka freza (lub brak korekcji)... można tak też zrobić, ale "promień wodzący" trzeba skorygować (na minus) o promień narzędzia.
Fakt, że promień wyszedł wklęsły, a nie wypukły wynika ze źle zdefiniowanej pętli, ponieważ nie wychodzisz z niej po 90 stopniach, przechodzisz do następnych ćwiartek układy współrzędnych, a tam funkcje sin i cos, nie dość że przyjmują ujemne wartości, to jeszcze zmienia się kierunek funkcji... generalnie w III ćwiartce wierszujesz wklęsły promień.
W sumie nie jest tak źle
- 03 gru 2018, 22:23
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
Re: Wierszowanie promienia w otworze
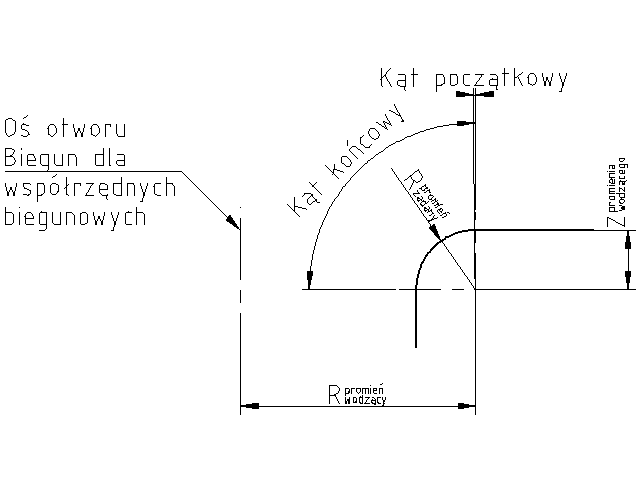
Najprościej jest to połowa średnicy otworu (promień otworu) plus promień zaokrąglenia... ale nie zawsze. Dokładniej jest to odległość pomiędzy osią/biegunem, a punktem zaczepienia wykonywanego promienia (jego punktem środkowym).
Dla przykładu dla otworu ⌀ 20 i zaokrąglenia R 2 przechodzącego stycznie pomiędzy płaską nienachyloną powierzchnią, a prostopadłym do niej otworem, promień ten wynosić będzie 12.
Dla przykładu dla otworu ⌀ 20 i zaokrąglenia R 2 przechodzącego stycznie pomiędzy płaską nienachyloną powierzchnią, a prostopadłym do niej otworem, promień ten wynosić będzie 12.
- 03 gru 2018, 21:05
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
Re: Wierszowanie promienia w otworze
Może to pomoże:
- 03 gru 2018, 18:04
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
Re: Wierszowanie promienia w otworze
Trochę musiałem odświerzyć moją znajomość Sinumerika i... wyszło mi coś takiego:
Oczywiście numery R-parametrów trzeba odpowiednio dobrać, żeby nie korzystać z predefiniowanych i zarezerwowanych.
Kod: Zaznacz cały
G111 Xnn Ynn -definicja bieguna
G0 RP=0 AP=0 -dojazd do środka bieguna
G0 Znn -zjazd na wysokość bezpieczną/początkową
R1= nn - kąt początkowy
REPEAT
R1=R1+ nn -przyrost kąta
R2= PromieńWodzący -( PromieńZadany *SIN(R1))
R3= PołożenieZPromieniaWodzącego +( PromieńZadany *COS(R1))
G0 Z=R3
G1 G41 AP=0 RP=R2 Fnn
G3 RP=R2 AP=IC(361) Fnn
G1 G40 AP=0 RP=0
UNTIL R1 < nn ;gdzie nn jest wartością końcową kąta- 02 gru 2018, 23:47
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
Re: Wierszowanie promienia w otworze
Ja używam po prostu ruchu po okręgu w zdefiniowanym wcześniej układzie biegunowym, gdzie promień uzależniony jest od głębokości. Z tego co pamietam w Sinumeriku można by zrobić coś w stylu:
Repat
G0 Xxx Yxx - współrzędne środka okręgu
G0 Z=Rxx - przyrost głębokości
G2 CR=Rxx Ixx Jxx AR=360 -zmienny łuk
Przyznam szczerze, ze nie pamietam już jak poprawnie zakończyć pętlę.
Repat
G0 Xxx Yxx - współrzędne środka okręgu
G0 Z=Rxx - przyrost głębokości
G2 CR=Rxx Ixx Jxx AR=360 -zmienny łuk
Przyznam szczerze, ze nie pamietam już jak poprawnie zakończyć pętlę.
- 02 gru 2018, 22:35
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 4439
Re: Wierszowanie promienia w otworze
Aż się specjalnie zarejestrowałem 
Może napisz z czym masz problem.
Na początek Appr i Dep to coś w rodzaju przywołania i odwołania korekcji promienia narzędzia, przy czym Appr może przyjąć wartość RL (G41), RR (G42) i R0 (G40).
Co prawda Sinumerik nie używam od 13 lat i po styczności z Heidenhainem obiecałem sobie, że nigdy do niego nie wrócę, ale... coś jeszcze pamietam
Może napisz z czym masz problem.
Na początek Appr i Dep to coś w rodzaju przywołania i odwołania korekcji promienia narzędzia, przy czym Appr może przyjąć wartość RL (G41), RR (G42) i R0 (G40).
Co prawda Sinumerik nie używam od 13 lat i po styczności z Heidenhainem obiecałem sobie, że nigdy do niego nie wrócę, ale... coś jeszcze pamietam






